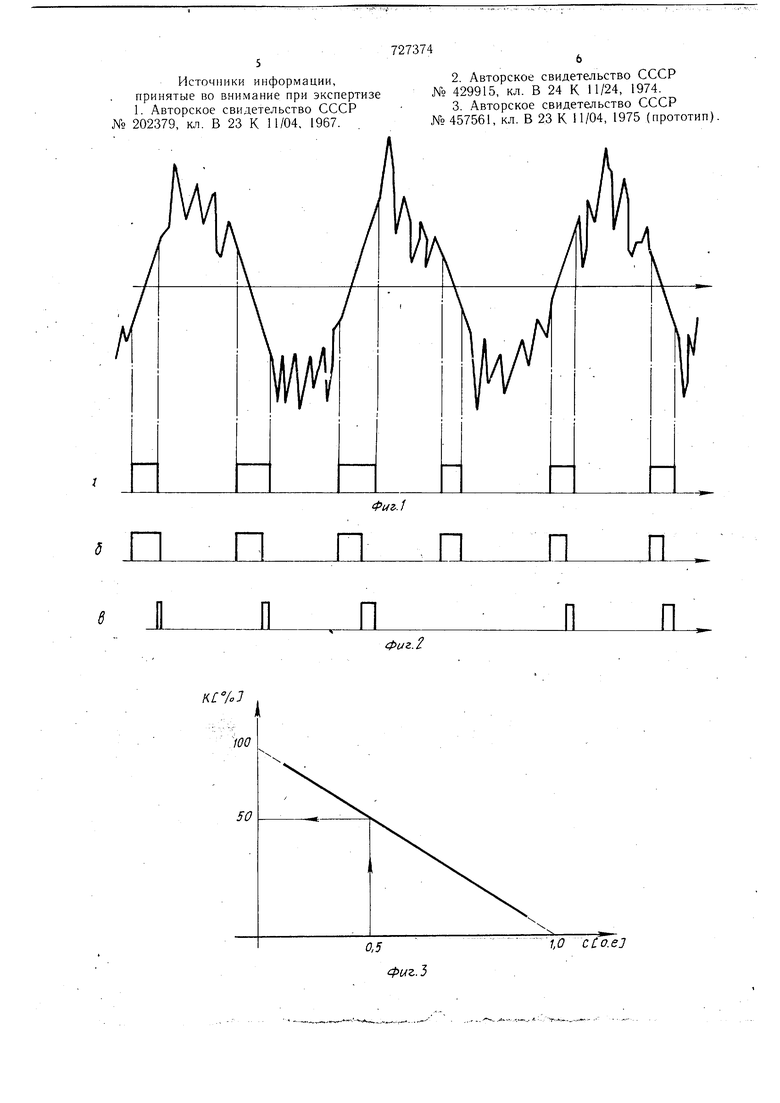
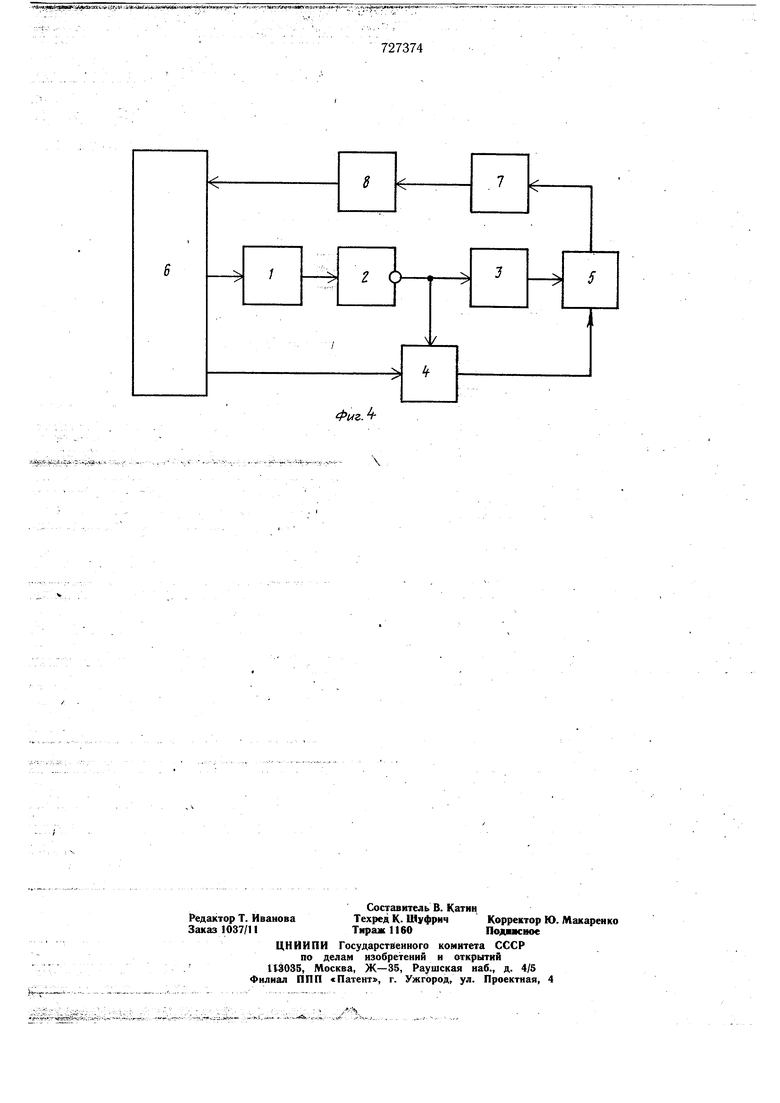
(54) СПОСОБ КОНТРОЛЯ КАЧЕСТВА СОЕДИПЕНИЙ ПРИ КОНТАКТНОЙ СТБЖОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ Поставленная цель достигается тем, что за. величину паузы, в оплавлении принимают время, в течение которого отсутствуют пульсации сварочной мощности, заранее установленную величину пауз постоянно изменяют по заданной программе, результаты сравнения длительности пауз оплавления с заданной величиной, взятые по модулю, суммируют и по этой сумме судят о качестве соединения. На фиг. 1 представлены осциллограммы мгновенных значений сварочной мощности; на фиг. 2 а. - действительные значения )-заранее установленные значения пауз; в;-результат сравнения действительных и заранее установленных значений пауз, взятых по модулю, соответственно; на фиг. 3 - график зависимости качества сварки от суммарного результата сравнения; на фиг. 4 показана структурная схема устройства, реализующего предлагаемый способ. Осциллограммы (см. фиг. 1) мгновенных значений сварочной мощности были получены с гальваномагнитных преобразователей Действительные значения пауз (см. фиг. 2а) определяются моментами времени прекращения и начала пульсаций в соседних полупериодах соответственно, формируемые датчиком пульсации. Заранее установленные значения пауз (см. фиг. 26) определяются на базе математической обработки, результатов эксперимента и формируются вычислительным управляющим комплексом путем управления задатчиком либо блоком одновибраторов. Результат сравнения действительных и заранее установленных значений пауз (см. фиг. 2в), взятых по модулю, суммируются для оценки качества сварки (см. фиг. 3). Устройство, реализующее предлагаемый способ (см. фиг. 4), содержит объект 1 уп равлеНия, датчик 2 пульсаций с инверсным выходом, формирователь 3 длительности паузы, задатчик 4, элемент 5 сравнения, вычислительный управляющий комплекс 6, блок 7 арифметической суммы и блок 8 определения численного значения качества. Выход объекта 1 управления соединен с датчиком 2 пульсаций с инверсным выходом. Выход датчика 2 соединен как с входом формирователя 3 длительности паузы, так и с управляющим входом задатчика 4. Выход формирователя 3 соединен с одним входом элемента 5 сравнения, другой вход которого подсоединен к выходу задатчика 4. Записывающий вход последнего связав с одним выходом вычислительного управ ляющего комплекса 6. Выход элемента 5 сравнения соединен с блоком 7 арифметической суммы, выход которого подсоединен к блоку 8 определения численного значения качества, а его выход подключен к вычислительному управляющему комплексу 6, другой выход которого соединен с объектом .1 управления.
,j; CSM3 ; sM-rf
Я%.; При осуществлении способа качес1во контролируется по максимально допустимому мгновенному значению мощности и по сумме разниц между действительными значениями пауз в оплавлении и заранее установленными значениями пауз на протяжении всего процесса оплавления. При этом паузой считается время, в течение которого нет пульсаций мощности. Заранее установленные значения пауз лежат в пределах (0,1Ч-1) -10 с, причем время уменьщается по заданной программе. В момент прекращения пульсаций на инверсном выходе датчика 2 пульсаций появ-, ляется единичный сигнал, а в момент начала - нулевой. Эти сигналы и управляют работой как формирователя 3 длительности пауз, так и задатчика 4. Измерение действительного значения паузы заканчивается в момент появления пульсации в следующем полупериоде, т. е. когда наинверсном выходе датчика 2 пульсаций появляется нулевой сигнал. Этот же сигнал разрещает запись в задатчик 4 нового значения установки (заранее установленного значения пауз), поступающего на записывающий вход задатчика 4 с вычислительного управляющего комплекса 6. В элементе 5 сравнения измеренные и заранее установленные значения пауз сравниваются. Результат сравнения взятый по модулю (без знака), суммируется в блоке 7 арифметической суммы. После окончания технологического процесса по сумме отклонений определяются качество сварки в блоке 8 определения численного значения качества. По численному значению качества вычислительный упрарляющий комплекс 6 корректирует режим сварки, т. е. воздействует на управляемые параметры. Использование предложенного способа позволит повысить контроль качества сварки и вести количественную оценку качества. Формула изобретения Способ контроля качества соединений при контактной стыковой сварке оплавлением, при котором измеряют величину пауз в оплавлении, сравнивают величины длительности этих пауз с заранее установленным значением, отличающийся тем, что, с целью повыщения точности контроля качества сварки, и количественной ее оценки, за величину паузы в оплавлении принимают время, в течение которого отсутствуют пульсации сварочной мощности, заранее установленную величину пауз постоянно изменяют по заданной программе, результаты сравнения длительности пауз оплавления с заданной величиной, взятые по модулю, суммируют и по этой сумме судят о качестве соединения.
5
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 202379, кл. В 23 К 11/04, 1967.
727374
2Авторское свидетельство СССР № 429915, кл. В 24 К 11/24, 1974.
3Авторское свидетельство СССР
№ 457561, кл. В 23 К 11/04, 1975 (прототип)
п
п
д
IU
I
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества соединений при контактной стыковой сварке оплавлением | 1978 |
|
SU946849A1 |
| Устройство для контроля качества соединений при контактной стыковой сварке оплавлением | 1977 |
|
SU660798A1 |
| Источник питания для электродуговой сварки | 1984 |
|
SU1255333A1 |
| Машина для контактной стыковой сварки | 1979 |
|
SU1039669A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1988 |
|
SU1648684A1 |
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
| Источник питания дуги с программируемой низкочастотной модуляцией высокочастотного сварочного тока | 1988 |
|
SU1590253A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1985 |
|
SU1348118A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОДАЧЕЙ ТОПЛИВА В ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ ПО МЕЖЦИКЛОВОЙ НЕСТАБИЛЬНОСТИ ПРОЦЕССА СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2029124C1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ НАПЛАВКИ ДЕТАЛЕЙ ВРАЩЕНИЯ | 2000 |
|
RU2164845C1 |
кПо
1,0 сСо.е
727374
