I
Изобретение относится к строительной тех- нике и может быть использовано в устройствах для изготовления армированных деталей из песчанр-цементной смеси.
Известно устройство для изготовления гнутых арматурных злементов, содержащее рихтовочно-протяжной механизм, пуансон и матрицу 1.
Недостатком зтого устройства является то, что для изготовления деталей из песчано-цементной смеси, армированных полученными на нем арматурными злементами, необходимо второе устройство для прессования зтих деталей.
Наиболее близким техническим решением является устройство для изготовления армированных деталей из пв1вчано-цементной сМеси, содержащее нуансон и матрицу 12).
Недостаток зтого устройства заключается в низкой его производительности, так как операции гибки арматурных злементов и изготовления армированных деталей осуществляются раздельно.
Цель изобретения - повышение производительности труда путем совмещения процессов прессования деталей и гибки арматурного элемента.
Это достигается тем, что в устройстве для изготовления армированных деталей из песчаноцементной смеси, содержащей нуансон и матрицу, на торце пуансона выполнены выступы, каждый из которых имеет базирующий седловидный вырез, а на боковой поверхности пуансона вдоль образующей выполнень пазы, ориент1фованные по седловидным вырезам.
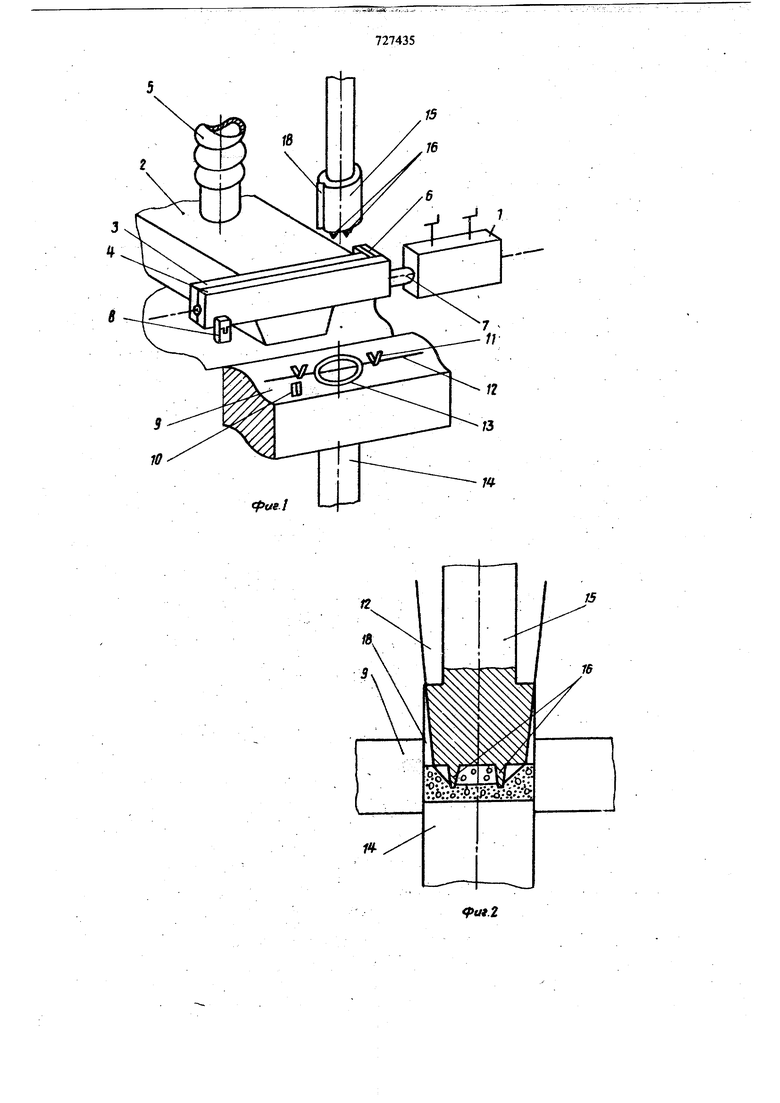
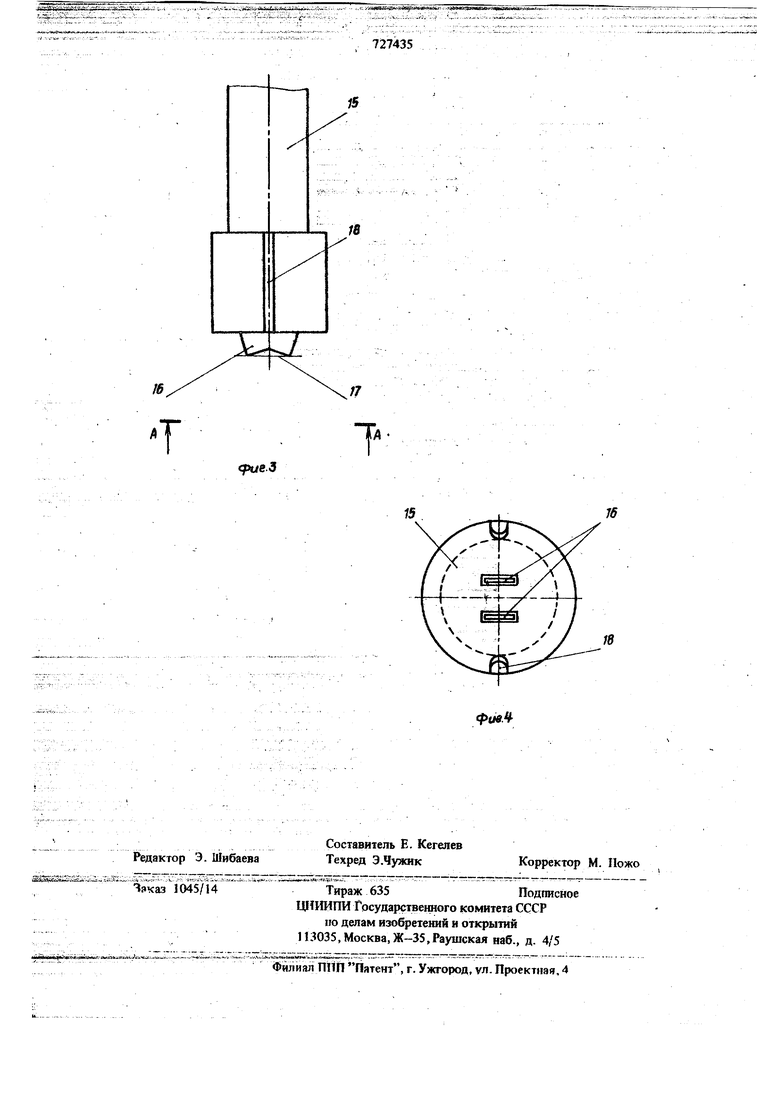
На фиг. 1 схематически представлено устройство для изготовления армированных деталей из песчано-цементной смеси; на фиг. 2 - рабочее положение пуансона и матрицы; на фиг. 3 - пуансон, вид сбоку; на фиг. 4 пуансон, вид с торца.
Устройство имеет рихтовочно-протяжной механизм 1, дозатор 2 с рукавом 3 для подачи песчано-цементной .смеси. Перед дозатором установлен механизм приема заготовки арматурного злемента от рихтовочно-протяжного механизма, ее отрезки и сброса на матри11у. 3 . ,.,. который состоит из двух реек 4 и 57 соединен ных шарнирно и снабженных продольными пазами, образующими отверстие под заготовку Рейка 4 установлена на дозаторе жестко и снабжена подвижным ножом 6. Неподвижны нож 7 жестко закреплен на рихтовочно-протяж ноМ механизме и является направляющей для пбдачй заготовки арматурного элемента в приемный механизм. На рейке 5, шарнирно соединенной с рейкой 4, установлена планка 8 с односторонним шарниром. Перед дозатором имеется вертикально подвижный стол 9 с кулачком 10, взаимодействующим с планкой 8, двухрожковыми вилками И для удержания на-столе заготовки 12 арматурного элемента и сквозным отверстием 13 с матрицей 14, перекрывающей отверстие, образующее прессформу для армированной детали. Над столом 9 соосно с матрицей установлен пуансон 15 с выступами 16 на торце для гибки заготовки. Каждый выступ имеет базирующий седловидный вырез 17 на торце для направленной подачи арматурного элемента в пресс-форму со смесью. На боковой поверхности пуансона вдоль образующей выполнены пазы 18 под отогнутые концы арматзфного элемента. Пазы ориентированы по седловидны йырезам. В исходном положении отверстие в рейках 4, 5 под заготовку 12 соосно отверстий непо движного ножа 7 и рихтовочно-протяжному механизму 1, а стол 9 находится.в верхнем положении, образуя с матрицей 14 пресс-форм Проволока на заданную длину подается рихтовочно-протяжным механизмом 1 в рейки 4, 5 и дозатор 2 начинает перемещаться над столом 9. При перемещении дозатора подвижный нож 7 отрезает заготовку 12, а смесь из дозатора заполняет пресс-форму. Про ходя над кулачком 10, планка 8, имея односторонний шарнир, поворачивается, а при обратном ходе планка 8 повернуться не может, соответственно на шарнире поворачивается рейка 5 и заготовка 12 падает на вилки И, ориентировано располагаясь над матрицей 14. При перемещении пуансона 15 в пресс-форму к матрице 14 заготовка изгибается и выходит Из вилок И. Однако благодаря седловидным вырезам 17 на выступах 16 пуансона ориентация заготовки не нарушается и ее концы заходят в п;азы 18 пуансона. Когда пуансон доходит до смеси, выступы 16 углубляются в смесь и вводят в нее арматурный элемент. По окончании прессовки пуансон 15 поднимается в исходное положение, а стол 9 опускается ниже верхней кромки матрицы 14, освобождая гртовзто деталь для сброса с устройства и цикл повторяется. Ф о р м ула изобретения Устройство для изготовления армированных деталей из песчано-цементной смеси, содержащее пуансон и матрицу, отличающееся тем, что, с целью повышения производительности труда путем.совмещения процесса прессования и гибки арматурного элемента, на торце пуансона выполнены выступы, каждый из которых имеет базирующий седловидный вьфез, а на боковой поверхности пуансона вдоль образ}тощей выполнены пазы, ориентированные по седлрвиднь1М вырезам. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 127987 кл. В 21 F 1/00, 1957. 2.Авторское свидетельство СССР N 135009, кл. В 28 В 3/00, 1960.
tpfte-l
n
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
| ТЕХНИЧНАЯ *''-laБ'йБДИОТЕКА | 1969 |
|
SU247043A1 |
| Полуавтомат для изготовления сборных изделий запрессовкой | 1989 |
|
SU1653883A1 |
| Комбинированный штамп | 1926 |
|
SU8896A1 |
| Автомат для изготовления заготовок одновитковых секций обмоток электрических машин | 1979 |
|
SU884046A1 |
| ГИБОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1966 |
|
SU185834A1 |
| ПДТПЭТИО- -f ^ 1^^ танй^:2(:;:АЯ '^БИКЛЙСТЕКЛ | 1969 |
|
SU235728A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2010720C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
J5
727435
