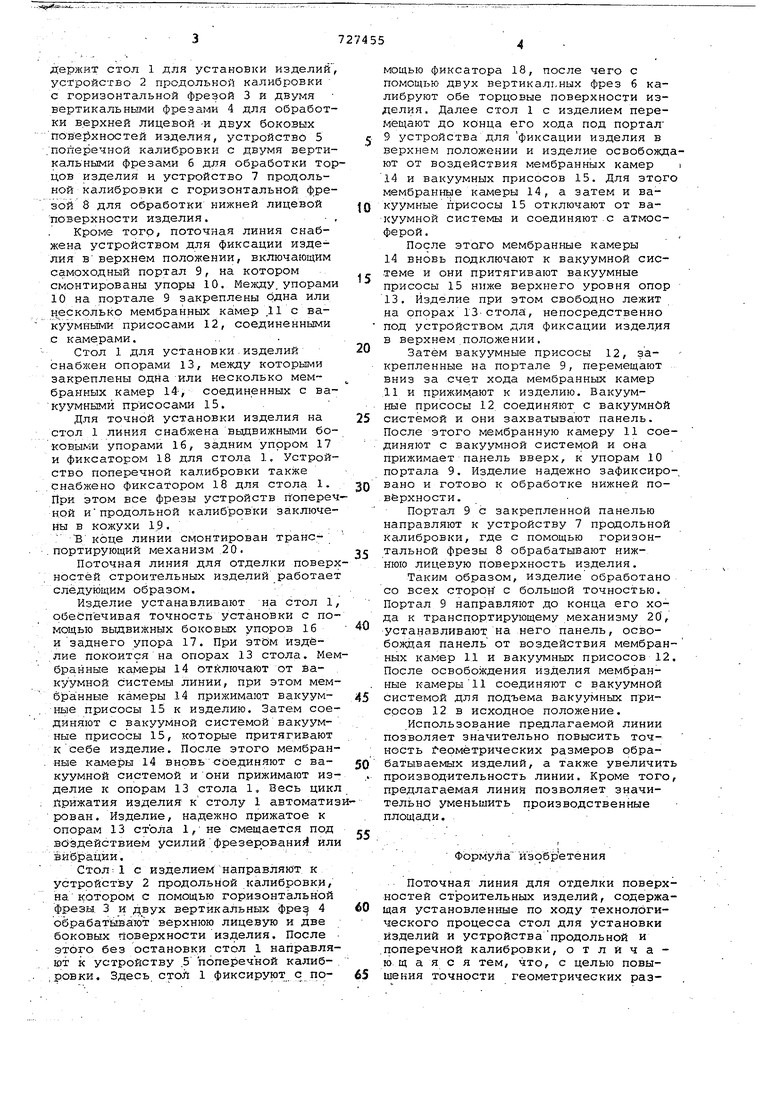
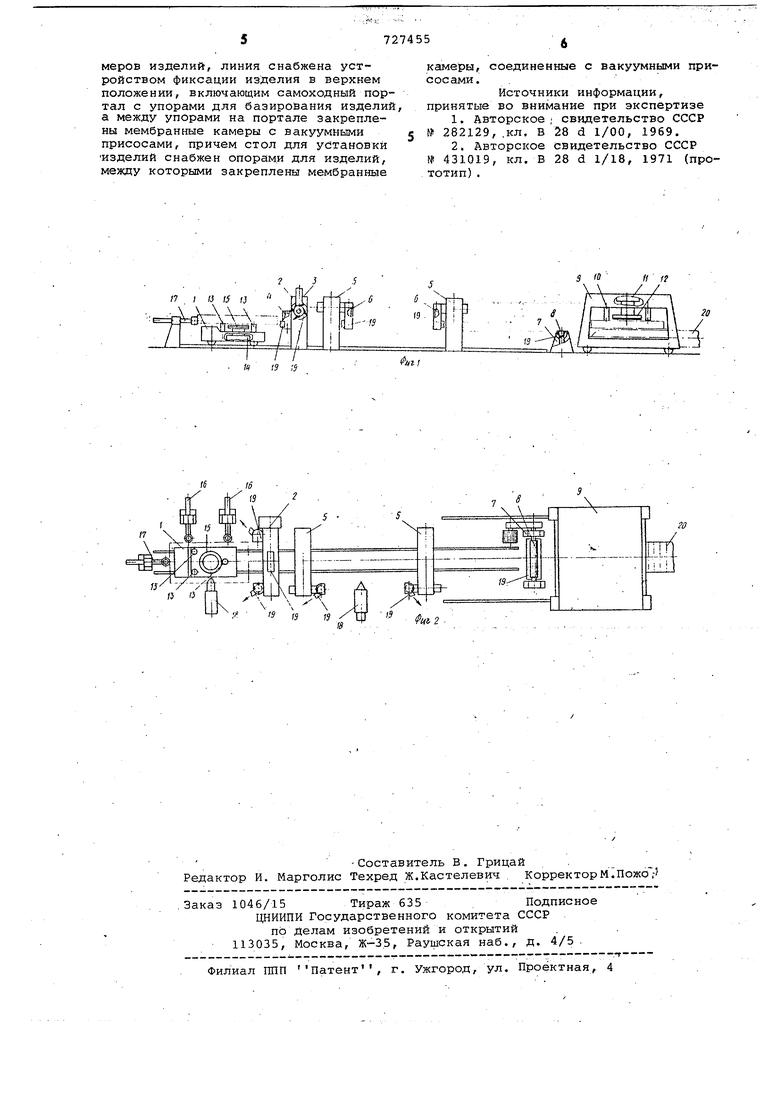
Изобретение относится к промышленности строител ных материалов, в частности к поточным линиям для отделки поверхностей строительных изде лнй, например панелей и простеночньк блоков из ячеистых бетонов. Известна поточная линия для отделки поверхностей строительных изделий, содержащая стол для установки изделий, устройства продольной калибровки и кантователь I. На известно линии можно обрабатывать четыре поверхности изделий, причем вторую лицевую поверхность из делия обрабатывают после его кантова ния на 180°, Наиболее близким к изобретению техническим решением является поточная линия для отделки поверхностей строительных изделий, содержащая установленные по ходу технологического процесса, стол для установки изде- ЛИЙ и устройства продельной и попере ной калибровки 2, Однако известные линии не обеспечивают высокой точности геометрических размеров обрабатываемых изделий, так как изделия удерживаются на опорах стола только за. счет силы НИН от собственного ,веса, ,что приводит к смещению изделий во время обработки, особенно изделий небольших габаритов, Цель изобретения - повышение точности геометрических размеров обрабатБшаемьк изделий. Поставленная цель достигается тем, что предлагаемая поточная линия для отделки поверхностей строительных , содержащая установленные по ходу технологического процесса стол для установки изделий и устройства продольной и поперечной калибровки, снабжена устройством фиксации изделия в верхнем положении, включающим самоходный портал с упорами для базирования изделий, а между упорами на портале закреплены мембранные камеры с вакуумными присосами, причем стол для установки изделий снабжен опорами для изделий, между которыми закреплены мембранные камеры, соединенные с вакуумными присосами. На фиг. 1 изображена поточная линия; на фиг. 2 - то же, вид в плане. Поточная линия для отделки поверхностей строительных изделий соДержит стол 1 для установки изделий, устройство 2 продольной калибровки с горизонтальной фрезой 3 и двумя вертикальными фрезами 4 для обработки верхней лицевой -и двух боковых пове хностей изделия, устройство 5
.поперечной калибровки с двумя вертикальными фрезами б для обработки торцов изделия и устройство 7 продольной калибровки с горизонтальной фрезой 8 для обработки нижней лицевой
поверхности изделия. ,
Кроме того, поточная линия снабжена устройством для фиксации изделия В верхнем положении, включающим самоходный портал 9, на котором смонтированы упоры 10. Между, упорами 10 на портале 9 закреплены одна или н есколькр мембранных камер .11с вакуумньлми присосами 12, соединенными с камерами. .
Стол 1 для установки изделий снабжен опорами 13, между которыми закреплены одна или несколько мембранных камер 1Ф, соединенных с вакуумными присосами 15.
Для точной установки изделия на стол 1 линия снабжена вьздвижными боковыми упорами 16, задним упором 17 и фиксатором 18 для стола 1, Устройство поперечной калибровки также
.снабжено фиксаТором 18 для стола 1. При этом все фрезы устройств попереч ной ипродольной калибровки заключены в кожухи 1..9. . . . . В коце линии смонтирован транс.портирующий механизм.20.
Поточная линия для отделки поверхностей строительных изделий работает следующим образом.
Изделие устанавливают на стол 1, обеспечивая точность установки с помощью вьщвижных боковых упоров 16 и заднего упора 17. При этом иэде.лие покоится на опорах 13 стола. Мембранные камеры 14 отключают от 6а- . куумной системы линии, при этом мембранные камеры 14 прижимаю.т вакуумные присосы 15 к изделию. Затем соединяют с вакуумной системой вакуумные присосы 15, которые притягивают к себе изделие. После этого мембранные камеры 14 вновь соединяют с вакуумной системой иОНИ прижимают изделие к опорам 13 стола 1, Весь цикл .Прижатия изделия к столу 1 автоматизрован. Изделие, надежно прижатое к опорам 13 стола 1, не смещается под воздействием усилийфрезеррвани или йиЬрации.
Стол: 1 с изделием направляют, к устройству 2 продольной калибровки, на котором с помощью горизонтальной фрезы. 3 и двух вертикальных фре 4 обрабатыаают верхнюю лицевую и две боковых поверхности изделия. После этого без остановки стол 1 направляют к устройству .5 поперечной калиб- .
,ровки. Здесь. стоЛ 1 фиксируют с помощью фиксатора 18, после чего с помощью двух вертикальных фрез б калибруют обе торцовые поверхности изделия. Далее стол 1 с изделием перемещают до конца его хода под портал 9 устройства для фиксации изделия в верхнем положении и изделие освобождют от воздействия мембранных камер 14 и вакуумных присосов 15. Для этог мембранные камеры 14, а затем и вакуумные присосы 15 отключают от вакуумной системы и соединяют с атмосферой .
После этого мембранные камеры 14 вновь подключают к вакуумной системе и они притягивают вакуумные присосы 15 ниже верхнего уровня опор 13. Изделие при этом свободно лежит на опорах 13-стола, непосредственно под устройством для фиксации изделия в верхнем положении.
Затем вакуумные присосы 12, закрепленные на портале 9, перемещают вниз за счет хода мембранных камер .11 и прижим.ают к изделию. Вакуумные присосы 12. соединяют с вакуумнОй системой и они захватывают панель. После этого мембранную камеру 11 соединяют с вакуумной системой и она прижимает панель вверх, к упорам 10 портала 9. Изделие надежно зафиксиро вано и готово к обработке нижней поверхности.
Портал 9 с закрепленной панелью направляют к устройству 7 продольной калибровки, где с помощью горизонтальной фрезы 8 обрабатывают нижнюю лицевую поверхность изделия.
Таким образом, изделие обработано со всех сторон с большой точностью. Портал 9 направляют до конца его хода к транспортирующему механизму 20, устанавливают на него панель, освобождая панель от воздействия мембранных камер 11 и вакуумных присосов 12 После освобождения изДелия мембранные камеры11 соединяют с вакуумной системой для подъема вакуумных присосов 12 в исходное положение.
Использование предлагаемой линии позволяет значительно повысить точность Геометрических размеров обрабатываемых изделий, а также увеличит производительность линии. Кроме того предлагаемая линий позволяет значительно уменьшить производственные площади, ,
Формула иэобретения
Поточная линия для отделки поверхностей строительных изделий, содержащая установленные по ходу технологического процесса стол для установки изделий и устройствапродольной и .поперечной калибровки, отличающаяся тем, что, с целью повышения точности геометрических размеров изделий, линия снабжена устройством фиксации изделия в верхнем положении, включающим самоходный портал с упорами для базирования изделий, а между упорами на портале закреплены мембранные камеры с вакуумными присосами, причем стол для установки изделий снабжен опорами для изделий, между которыми закреплены мембранные
камеры, соединенные с вакуумными присосами.
Источники информации, принятые во внимание при экспертизе
1.Авторское ; свидетельство СССР 282129, ,кл. В 28 d 1/00, 1969.
2.Авторское свидетельство СССР
№ 431019, кл. В 28 d 1/18, 1971 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОТДЕЛКИ СВЕЖЕОТФОРМОВАННЫХ КРУПНОРАЗМЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU376231A1 |
| Способ транспортирования плоских изделий и устройство для его осуществления | 1985 |
|
SU1331756A1 |
| Устройство для отделки поверхности строительных изделий | 1979 |
|
SU880747A1 |
| УСТАНОВКА ДЛЯ РЕЛЬЕФНОЙ ОТДЕЛКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙPЛ^сссоюанА}^А*?- IПАГ?«»ТШ||х:ь ш1 | 1973 |
|
SU361887A1 |
| Устройство для отделки поверхности строительных изделий | 1972 |
|
SU440258A1 |
| Устройство для отделки поверхности строительных изделий | 1973 |
|
SU446426A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХОПОР | 1969 |
|
SU237657A1 |
| Установка для отделки строительных изделий | 1979 |
|
SU895679A1 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU941187A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ ЦЕНТР | 2002 |
|
RU2212998C1 |
/ 19 ;5 16 . f 7 to I I ri.ll/lF I 0 . /
