Изобретение относится к транспортированию плоских грузов или материалов и предназначено для перемещения в горизонтальной плоскости полотнищ из жесткого материала и может быть использовано в таких отраслях народного хозяйства, как металлообработка, судостроение, мапшностроение и др.
и,ель изобретения - повышение надежности транспортирования плоских изделий типа полотнищ и панелей с поперечными ребрами жесткости.
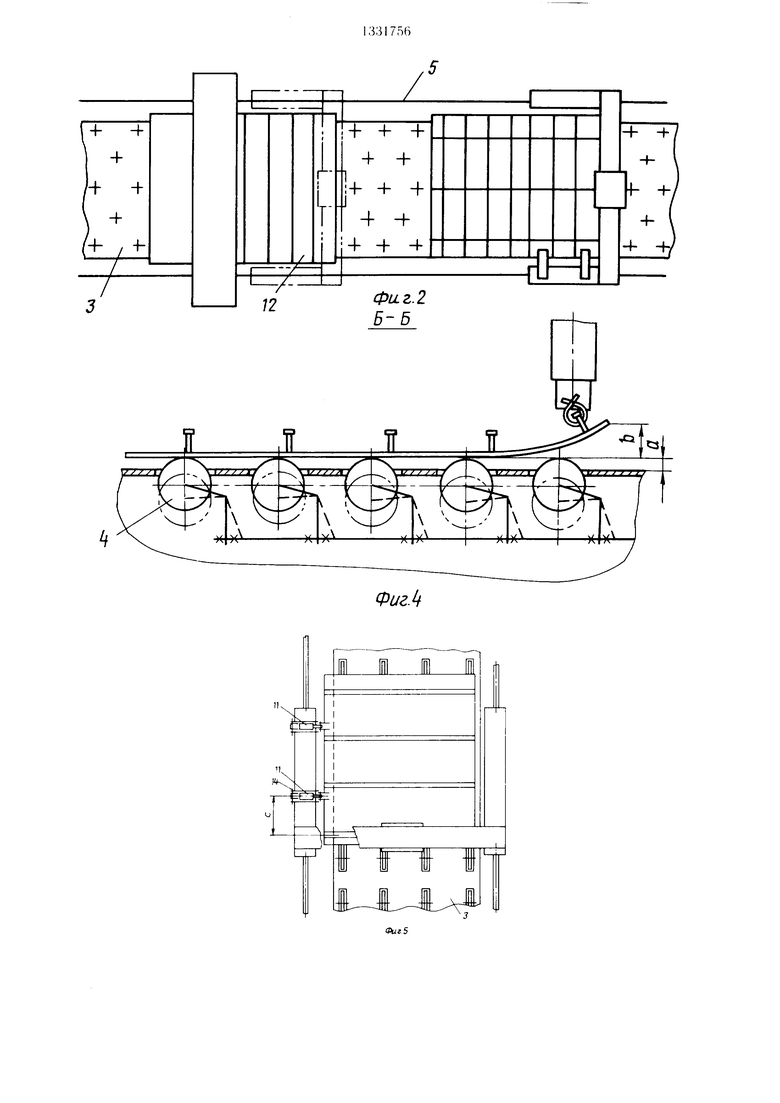
На фиг. 1 изображена предлагаемая поточная линия с устройством транспортирования, вид сбоку; на фиг. 2 -- то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б- Б на фиг. 3; на фиг. 5 -- самоходный агрегат, вид сверху; на фиг. 6 - то же, вид спереди; на фиг. 7 - то же, с применением дополнительного бокового захвата, вид сверху.
Способ транспортирования плоских изделий типа полотнищ и панелей с поперечными ребрами жесткости включает зажим боковыми захватами края 1лоских изделий, параллельного направлению транспортирования, и перемещение плоских изделий по неприводным подъемным роликовым опорам стенда с приложением усилия транспортирования к боковому краю плоского изделия, при этом после зажима боковыми захватами края плоских изделий и перед началом их перемещения по неприводным подъемным роликовым опорам стенда осуществляют подъем переднего по направлению транспортирования края плоского изделия над пеприводными роликовыми опорами стенда на величину, большую в 3-10 раз толщины н,:1оского изделия.
Устройство для осуществления способа, входящее в механизированную поточную линию, включает технологическую позицию установки и приварки к ПОЛОТНИ1ПУ ребер жесткости главного направления с известным агрегатом 1 и технологическую позицию установки и приварки к ПОЛОТНИП1У ребер жесткости поперечного направления с самоходным агрегатом 2. Между технологическими позициями размещен стенд 3 с неприводными подъемными роликовыми опорами 4. Само.ходный агрегат 2 перемещается вдоль стенда 3 по рельсовому пути 5, который располагается снаружи стенда 3. Агрегат 2 состоит из портала 6, по которому перемещается поперек стенда каретка 7 с захватным приспособлением 8 и ходовые основную 9 и дополнительную 10 балки. На основной ходовой балке агрегата 2 размещены боковые захваты 1 1 края n.:iocKoro изделия Г2 (полотнища, панели) в количестве не менее двух.
Нродольная ось портала 6 смещена относительно боковых захватов 11 в направлении транспортирования, а захватное при0
5
0
5
0
5
0
5
0
5
способлепие 8 установлено с возможностью взаимодействия с передним краем а плоского изделия по направлению транспортирования или первым поперечным ребром жесткости полотнища или панели. На дополнительной ходовой балке 10 может быть установлен по крайней мере один дополнительный боковой захват 13 второго края плоского изделия, при этом захваты 11 и 13 перемещаются в плоскости, перпендикулярной н.чоскости стенда 3, а ближайщие к порталу 6 боковые захваты установлены на горизонтальной оси 14, продольная ось которой параллельна направлению транспортирования.
Поточная линия работает следующим образом.
Полотнип1,е поступает на технологическую позицию приварки ребер главного направления, rioc. ie приварки ребер самоходный агрегат 2 нодъезжает вплотную к агрегату 1 приварки ребер жесткости главного направления и зажимает своими боковыми захватами 11 край панели 12, перпенди- ку. трный уже приваренным ребром жесткости, Hoc;ie чего агрегат зажимает своим захватным приспособлением 8 крайнее ребро жесткости и приподнимает край панели 12 над плоскостью стенда. Опоры 4 с помощью известного устройства приподнимаются над плоскостью стенда 3 па величину о, равную К) 40 мм. Самоходный агрегат 2 вместе с захваченным полотнипхем перемещается вдоль стенда по рельсовому пути 5 на другую технологическую нозицию. Во в)емя гранспортирования полотнища усилие тяги прикладывается через боковые захваты 11 к краю полотнища. Захватное приспособление 8 не испытывает никаких нагрузок в оризоптальной плоскости, оно воспринимает только незначительную вертикальную нагрузку в виде массы части по- лотнин1,а, поддерживаемой им на расстоянии А. от поверхности катания опор 4. А все горизонта. 1ьные нагрузки, вызванные силами сопротивления перемещению полотнища по роликам стенда, воспринимаются боковыми захватами 11 и через них tiepe- даются на ходовую балку 9.
В конкретном случае передняя кромка панели приподнимается захватом приспособления 8 агрегата 2 за ранее приваренное ребро, самое ближнее к нриноднимае- мому краю. В случае же транспортирования не панелей, а полотнип;, возможно приподнимание его передней кромки с помощью магнитов, вакуумных захватов, механическими захватами и др.
Ось балки портала 6 (вместе с тележкой и механизмом подъема) смещена от одного из боковых захватов в сторону движения на величину с, равную 500 - 1000 мм. Это смен1,ение необходимо для того, чтобы на участке с полотнище (панель) смогло свободио изогнуться во время приподнимания кромки полотнище (панели).
При трансиортировании полотнищ значительной толщины (ftn.uoTH 10 мм и более) жесткость их становится значительной, и чтобы увеличить длину изгибаемого участка полотнища один из боковых захватов полотнища 12 (ближайший к балке портала) имеет возможность поворота вокруг оси 14 (фиг. 3 и 5).
После транспортировки полотнища с ребрами жесткости главного направления на другую технологическую позицию агрегат 2 освобождает полотнище (панель) от своих захватов. Опоры 4 утапливаются в стенд. С помощью агрегата 2 устанавливают на полотнище ребра поперечного направления. В этот момент верхние зажимные губки боковых захватов 11 откинуты таким образом, что они не задевают за выступающий со стенда край панели.
Формула изобретения
1. Способ транспортирования плоских изделий, включающий заЖим боковыми захватами края плоских изделий, параллельно направлению транспортирования, и перемещение плоских изделий по неприводным под1)емным роликовым опорам стенда с приложением усилия транспортирования к боковому краю плоского изделия, отличающийся тем, что, с целью повышения надежности транспортирования плоских изделий типа полотнищ и панелей с поперечными ребрами жесткости, после зажима боковыми захватами края плоских изделий и перед началом их перемен1,ения по неприводным подъемным роликовым опорам стенда осу1 Напрабление потока
5
0
5
0
ществляют подъем переднего по наираи.к- нию транспортирования края п.поского из делия над ненриводными ро.чиковыми опорами стенда на величину, больн1ую в 3 10 раз толщины нлоского изде, 1ия.
2.Устройство для транснортировании нлоских изделий, включающее стенд с непри- водными подт емными роликовыми опорами и перемещающийся вдоль стенда самоходный агрегат с ходовой балкой, на которой установлены боковые захваты края нлоского изделия, отличающееся тем, что самоходный агрегат снабжен дополнительной ходовой балкой, связанной с основной балко11 посредством портала, и установленно11 на портале подвижной поперек стенда Kapei- кой с захватным приспособлением, при этом продольная ось портала смещена относительно боковых захватов края плоского изделия в направлении транспортирования.
3.Устройство по п. 2, отличающееся тем, что захватное приспособление установлено с возможностью взаимодействия с нервым н направлении транспортирования попереч)1ым ребром жесткости.
4.Устройство но п. 3, отличающееся тем, что самоходный агрегат снабжен по крайней мере одним дополнительным боковым захватом второго края плоского изделия, установленным на дополнительной ходовой балке.
5.Устройство по пп. 3 и 4, отличающееся тем, что боковые захваты краен плоского изделия, расположенные на основной и дополнительной ходовых балках со стороны портала, установлены посредством горизонтальной оси, продольная ось кото|К)й параллельна нанравлению транспортирования.
н
ФигЛ
Фиг.
Фиг.7

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Стенд для сборки и сварки панелей | 1978 |
|
SU770712A1 |
| Устройство для автоматической приварки ребер жесткости к плоскому полотнищу | 1977 |
|
SU747649A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Агрегат для сборки под сварку иСВАРКи РЕбЕР жЕСТКОСТи C лиСТОВыМипОлОТНищАМи | 1979 |
|
SU846207A1 |
| Стенд для сборки и сварки ребер жесткости с полотнищем | 1980 |
|
SU899318A1 |
| Агрегат для сборки и сварки набора Г-образных ребер жесткости с криволинейным по контуру полотнищем | 1981 |
|
SU1027004A1 |
| УСТАНОВКА ДЛЯ СБОРКИ И СВАРКИ ПОЛОТНИЩ С ПЕРЕКРЕСТНЫМ НАБОРОМ РЕБЕР ЖЕСТКОСТИ | 1992 |
|
RU2089368C1 |
| Устройство для подачи деталей из накопителя на обработку | 1984 |
|
SU1248754A1 |
| Поточная механизированная линия для изготовления полотнищ с ребрами жесткости | 1984 |
|
SU1311894A1 |

Изобретение относится к транспортированию плоских грузов или материалов в горизонтальной плоскости и м.б. использовано в металлообработке, судостроении, ма- Н1иностроении и др. Цель изобретения - повышение надежности транспортирования плоских изделий типа полотнищ и панелей с поперечными ребрами жесткости. Способ включает зажим боковыми захватами II края изделия типа полотнища (П) 12 с поперечными ребра.ми жесткости, параллельноНИЯ ТВО ортиов в льзо, ма- поания елей особ и II с польного направлению транспортирования, и пере- мен1ение П 12 по неприводным подъемным роликовым опорам стенда (С) 3 с приложением усилия транспортирования к краю плоского изделия. Перед перемещением П 12 осуществляют подъем переднего по направлению транспортирования края П 12 над неприводными роликовыми опорами С 3 на 1978.величину, больщую в 3-10 раз толщины П 12, захватным приспособлением 8. Последнее установлено на каретке 7, переме- П1.аемой поперек С 3 на портале 6 с возможностью взаимодействия с первым в направлении транспортирования поперечным ребром жесткости. Боковые захваты 11 установлены на ходовой балке 9 самоходного агрегата, связанной порталом 6 с дополнительной ходовой балкой 10. Продольная ось портала 6 смещена относительно боковых захватов 11 в направлении транспортирования. Самоходный агрегат перемещается на другую технологическую позицию вдоль С 3 по рельсовому пути, установленному снаружи С 3. 2с. и 3 з. п. ф-лы, 7 ил. € (Л 00 со СП 05 Фс/г.З
Редактор Н. Бобкова Заказ 3743/16
Составитель Б. Толчанов
Техред И. ВересКорректор 1. Пилипенко
Тираж 776Подписное
ВНИИПИ Гоеударствеиного комитета (СС Р гю лелам изобретений н ()
П3035, Москва, Ж 35. Раушскуя иаб., д. 4,5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Чертеж ,NO 74.09.241.000.00.МЧ, | |||
