1
Изобретение относится к устройствам для транспортировки и перемеще ния длинномерных изделий и, в частности , для транспортировки профильного проката в судостроительной промышленности.
Известен приводной рольганг, содержащий попарно расположенные основные и подъемные дополнительные ролики Г11 .
. Данное устройство является наиболее близким к изобретению по технической сущности и достигаемому результату.
Его недостатком является сложност конструкции из-за необходимости в самостоятельном приводе для каждого дополнительного ролика.
Цель изобретения - упрощение конструкции и расширение технологических возможностей рольганга.
Для этого он снабжен шарнирно закрепленными на осях основных роликов П-образными рычагами, на свободных концах каждого из которых размещен подъемный дополнительный ролик, при этом основной ролик имеет цилиндрические участки раз,ного диаметра и расположенный между ними переходной
конический участок, а его привод связан с приводом дополнительного ролика. ,,
Кроме того, пpивt5д дополнительного ролика выполнен-цепным.
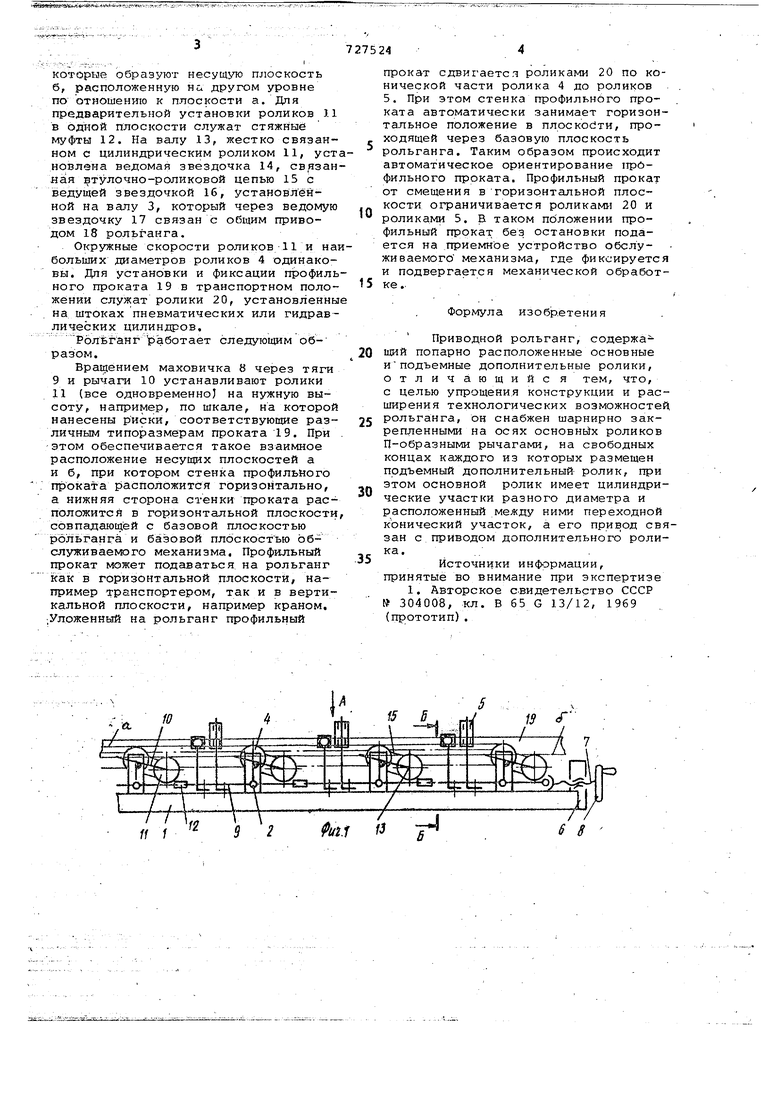
На фиг. 1 схематически изображен общий вид рольганга; на фиг. 2 - вид А на фиг Л (рольганг в плане) ; на фиг. - разрез В-Б фиг.1 (схе0ма ориентировки профильного проката).
На раме 1 рольганга с помощью кронштейнов 2 закреплены установленные на валах 3 коническо-цилинярические основные ролики 4. Несущая
5 плоскость а, проходящая через наибольшие диаметры коническо-цилиндрических роликов, является базовой плоскостью рольганга и устанавливается на одном уровне с базовой плос0костью обслуживаемого механизма.. На у раме 1 установлены также упорные ролики 5 и кронштейн 6, в котором имеется резьбовое отверстие для винта 7 с маховиком 8. Тяга 9 соединена шарнир5но со всеми рычагами iО,установленными шарнирно на валах 3, и через винт 7 управляет одновременным подъемом и опусканием цилиндрических подъемных дополнительных роликов 11,
0
которые образуют несущую плоскость 6, расположенную на другом уровне по отношению к плоскости а. Для предварительной установтси роликов 11 в одной плоскости служат стяжные муфты 12. На валу 13, жестко связанном с цилиндрическим роликом 11, устновлена ведомая звездочка 14, связанная втулочно-роликовой цепью 15 с ведущей звездочкой 16, установленной на валу 3, который через ведомую звездочку 17 связан с общим приводом 18 рольганга.
Окружные скорости роликов 11 и набольших диаметров роликов 4 одинаковы. Для установки и фиксации птрофильного проката 19 в транспортном положении служат ролики 20, установленны на штоках пневматических или гидравлических цилиндров,
Рольганг работает следующим образом.
Вра11 ением маховичка 8 через тяги 9 и рычаги 10 устанавливают ролики 11 (все одновременно) на нужную высоту, например, по шкале, на которой нанесены риски, соответствующие различным типоразмерам проката 19. При этом обеспечивается такое взаимное расположение несуцщх плоскостей а и б, при котором стенка профильного проката расположится горизонтально, а нижняя сторона стенки проката расположится в горизонтальной плоскости совпадающей с базовой плоскостью рольганга и базовой плоскостью обслуживаемого механизма. Профильный прокат может подаваться на рольганг как в горизонтальной плоскости, например транспортером, так и в вертикальной плоскости, например краном, -.Уложенный на рольганг профильный
прокат сдвигается роликами 20 по конической части ролика 4 до роликов 5. При этом стенка профильнбго проката автоматически занимает горизонтальное положение в плоскойти/ проходящей через базовую плоскость рольганга. Таким образом происходит автоматическое ориентирование 1трбфильного проката. Профильный прокат от смещения в горизонтальной плоскости ограничивается роликами 20 и роликами 5. Е таком положении профильный прокат без остановки подается на приемное устройство обслуживаемого механизма, где фиксируетс и подвергается механической обработке.
Формула изобр.етения
Приводной рольганг, содержащий попарно расположенные основные иподъемные дополнительные ролики, отлича.ющийс я тем, что, с целью упрощения конструкции и расширения технологических возможносте рольга нга, он снабжен шарнирно закрепленными на осях основных роликов П-образными рычагами, на свободных концах каждого из которых размещен подъемный дополнительный ролик, при зтом основной ролик имеет цилиндрические участки разного диаметра и расположенный между ними переходной конический участок, а его привод свзан с приводом дополнительного ролика.
Источники инф.эрмации, принятые во внимание при экспертизе
1. Авторское с-видетельство СССР № 304008, кл. В 65 G 13/12, 1969 (прототип).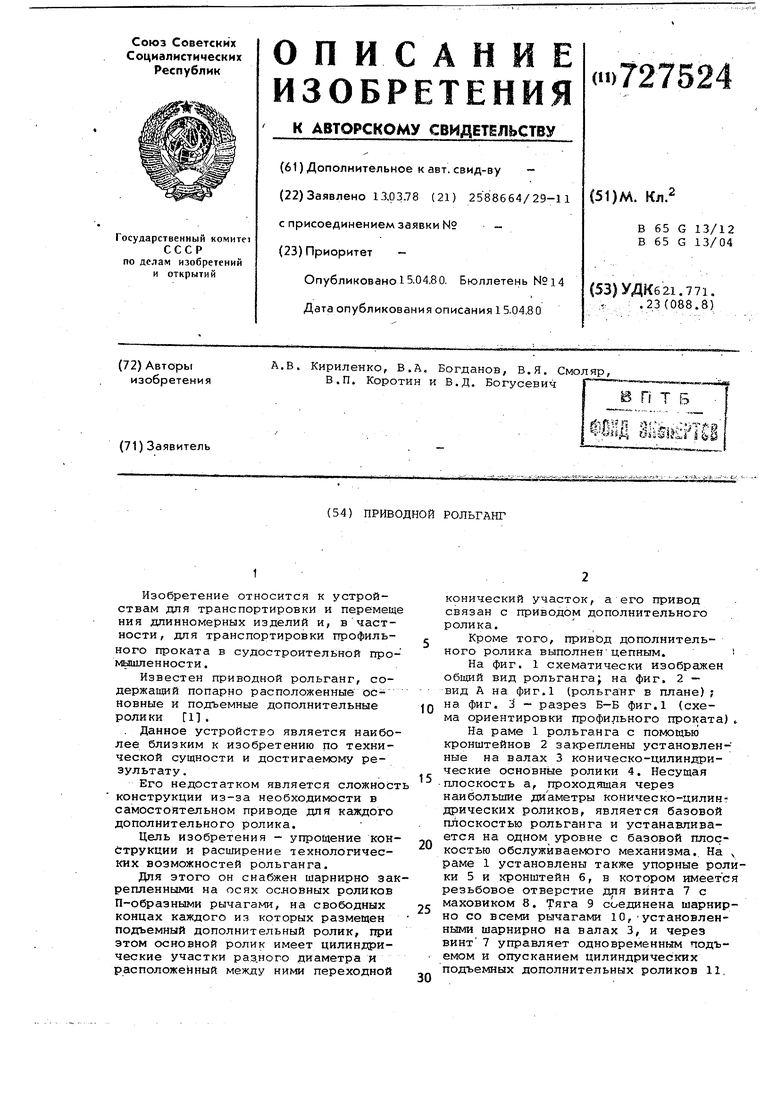
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи изделий на конвейер | 1979 |
|
SU854833A1 |
| СУШИЛКА РОЛИКОВАЯ СЕКЦИОННАЯ С СОПЛОВЫМИ КОРОБАМИ, ПРИВОДОМ И МЕХАНИЗМАМИ ЗАГРУЗКИ И ВЫГРУЗКИ С ЛЕНТОЧНЫМ КОНВЕЙЕРОМ | 2009 |
|
RU2430004C1 |
| Приводной рольганг | 1990 |
|
SU1722973A1 |
| МНОГОЭТАЖНАЯ МЕХАНИЗИРОВАННАЯ АВТОСТОЯНКА | 2002 |
|
RU2238381C2 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| КОЛЕСНЫЙ РОЛЬГАНГ | 1997 |
|
RU2155111C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ И ТРАНСПОРТИРОВКИ ЦИЛИНДРИЧЕСКОГО ПРОКАТА ЧЕРЕЗ НАГРЕВАТЕЛЬНУЮ ПЕЧЬ | 2001 |
|
RU2218529C2 |
| Устройство для передачи штучных грузов с одного конвейера на дрYгой | 1984 |
|
SU1244063A1 |
| Рольганг для перемещения цилиндрических изделий | 1990 |
|
SU1720948A1 |
У/////////7//////////////////7/УЛ
,--:
.J
5-6
И
