1
Известен пневматический калибр для измерения среднего диаметра резьбы, содержащий направляющую, имеющую резьбу, профиль которой соответствует профилю контролируемой резьбы, и снабженную каналом для подачи рабочей среды и двумя радиальными отверстиями-соплами, диаметрально расположенными и сообщенными с каналом для подачи рабочей среды.
Предлагаемый калибр отличается от известных тем, что отверстия-сопла расположены одно против другого, выполнены на выходе в виде щели, длина каждой из которых равна нескольким шагам резьбы.
Такое выполнение калибра создает условия для измерения собственно среднего диаметра.
Для повышения точности измерений вершины витков резьбы, через которые проходит щель, не прорезаны на некоторую ве1ЛИЧину, а во впадинах витков резьбы установлены радиально подпружш1енные щторки, упирающиеся в Вершины выступов контролируемой резьбы.
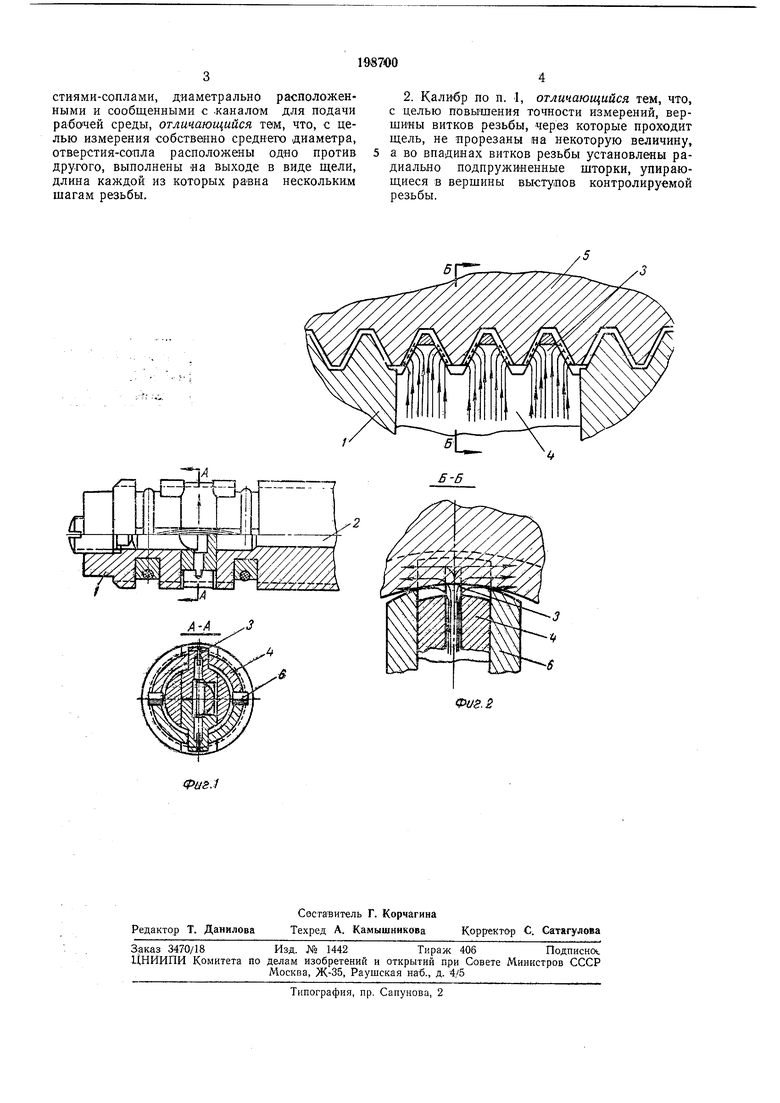
На фиг. 1 изображен описываемый калибр; на фиг. 2 - контроль среднего диаметра резьбы.
среды и двумя радиальными отверстиямисоплами 3 и радиально подпружиненные шторки 4. Сопла диаметрально расположены одно против другого, выполнены на выходе в виде щели, длина каждой из которых равна нескольким шагам резьбы, и сообщены с каналом 2. Вершины витков резьбы, через которые проходит щель, не прорезаны на некоторую величину, а во впадинах витков резьбы
установлены шторки 4. Направляющая / имеет резьбу, профиль которой соответствует профилю контролируемой резьбы.
Измерение калибром производится следующим образом. При ввинчивании калибра в
измеряемую деталь 5 шторки 4 все -время прижаты к вершинам измеряемой резьбы усилием своих пружин 6. После этого в сопла подается сжатый воздух от пневматической измерительной системы. В процессе измерения
калибр может перемещаться относительно измеряемой резьбы.
Предмет изобретения
1. Пневматический калибр для измерения среднего диаметра резьбы, содержащий направляющую, имеющую резьбу, профиль которой соответствует профилю контролируемой резьбы, и снабженную каналом для подачи
стиями-соплами, диаметрально расположенными и сообщенными с .каналом для подачи рабочей среды, отличающийся тем, что, с целью измерения собственно среднетх) диаметра, отверстия-сои л а расположены одно против другого, выполнены «а выходе в виде щели, длина каждой из которых равна нескольким шагам резьбы.
2. Калибр по п. 1, отличающийся тем, что, с целью повышения точности измерений, вершины витков резьбы, через которые проходит щель, не прорезаны еа некоторую величину, а во впадинах витков резьбы установлены радиально подпружиненные шторки, упирающиеся в вершины выстулов контролируемой резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический калибр для измерения среднего диаметра резьбы | 1977 |
|
SU727988A1 |
| Пневматический калибр для измерения среднего диаметра резьбы | 1977 |
|
SU637707A1 |
| Пневматический калибр для контроляСРЕдНЕгО диАМЕТРА РЕзьбы | 1979 |
|
SU807056A1 |
| Деформирующий метчик | 1978 |
|
SU721206A1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| Пневматический резьбовой калибр | 1947 |
|
SU82396A1 |
| СПОСОБ ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ КОНИЧЕСКИХ РЕЗЬБОВЫХ КАЛИБРОВ-ПРОБОК | 1997 |
|
RU2127863C1 |
| Способ комплексного контроля профиля и диаметра наружной резьбы деталей калибром с резьбовыми полукольцами и устройство для его осуществления | 1989 |
|
SU1693352A1 |
| Пневматическое устройство для контроля среднего диаметра резьбы | 1980 |
|
SU911154A1 |