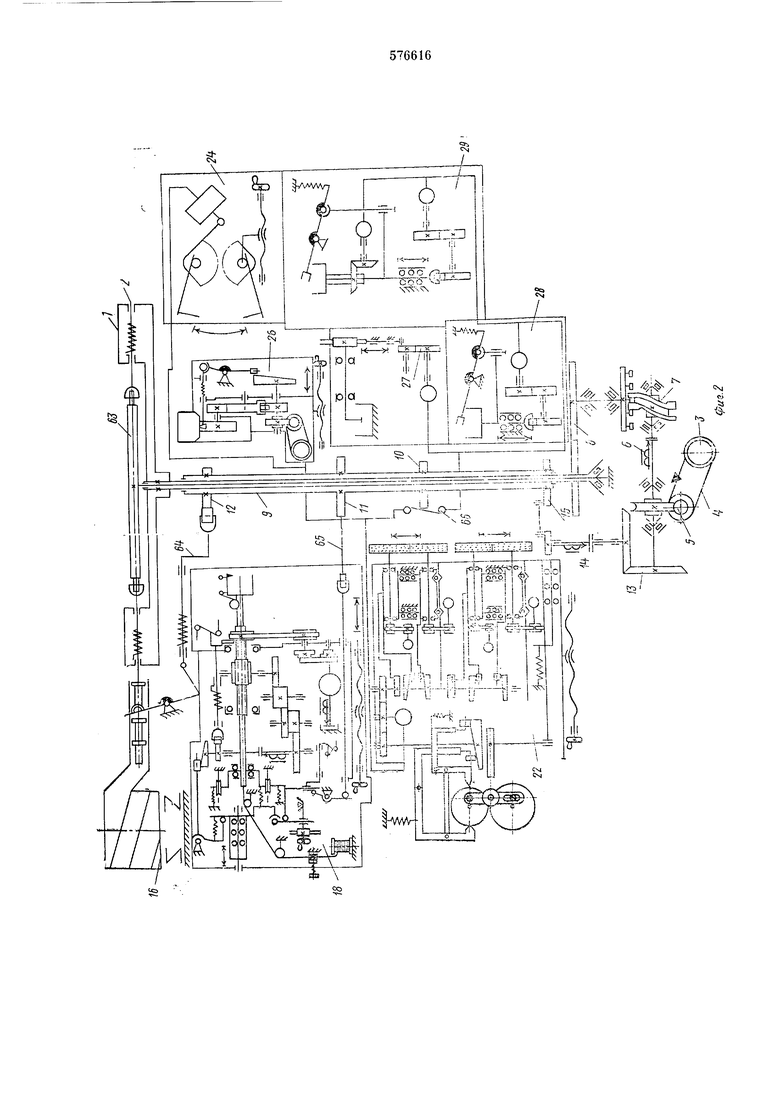
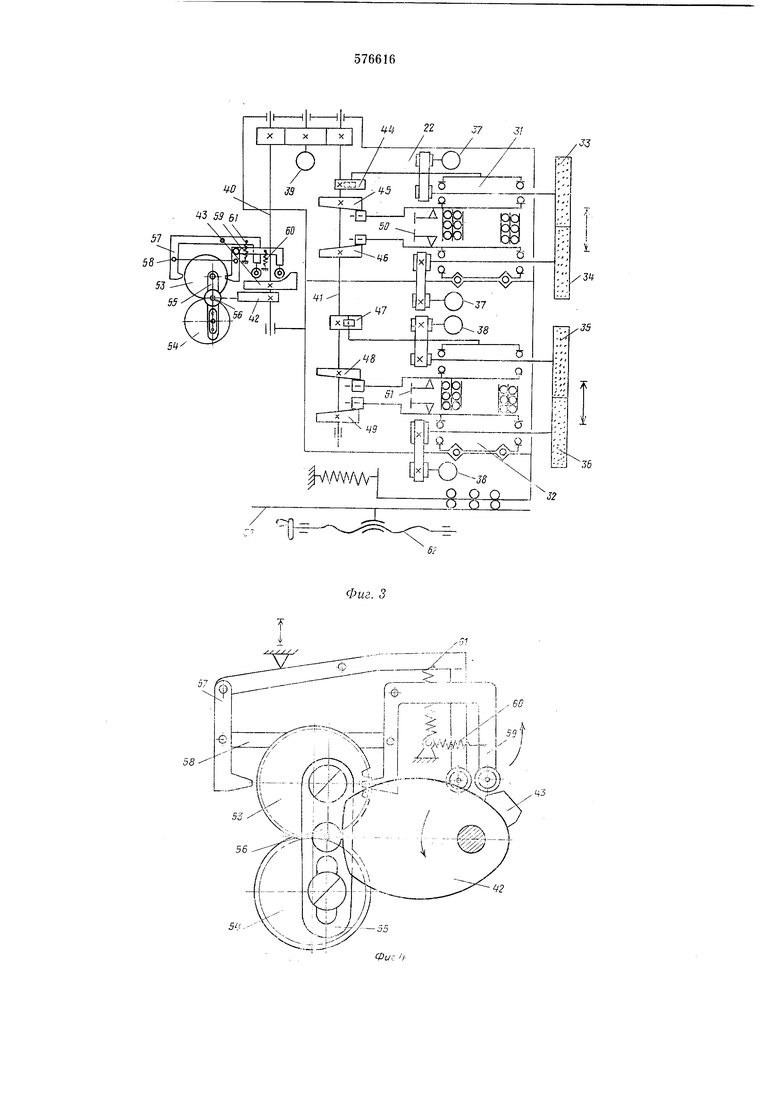
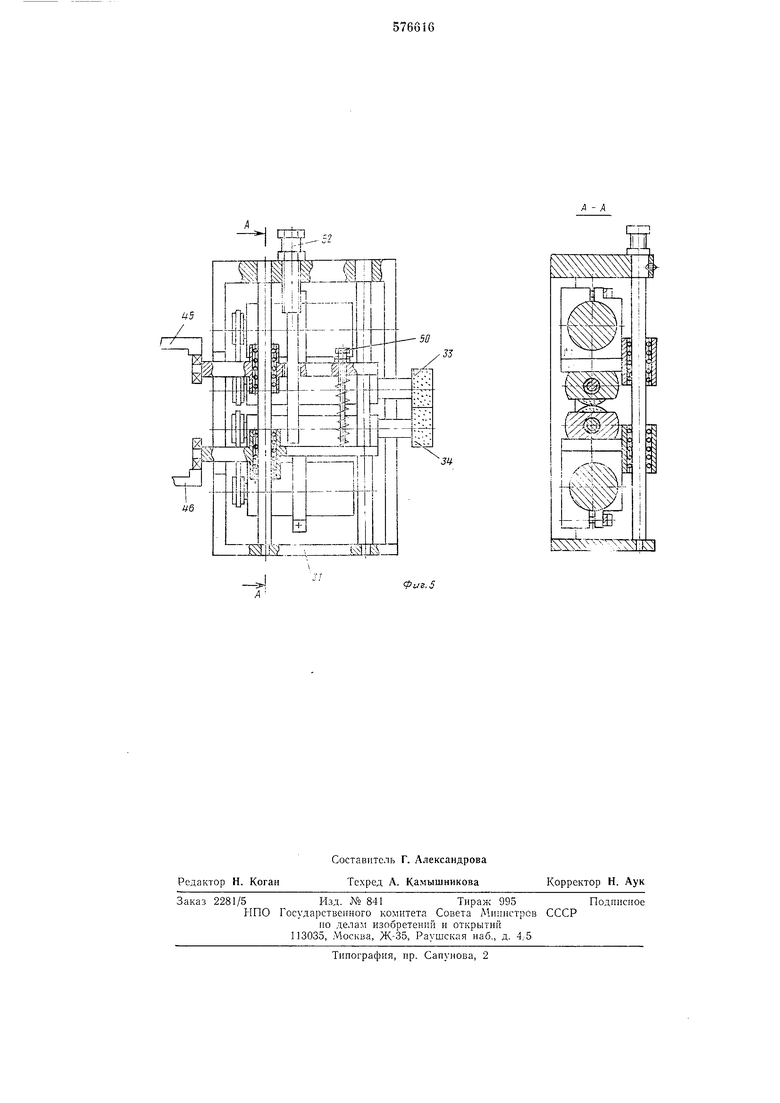
13, электромагнитной муфты 14 и кривошипно-шатуиного механизма 15 для поворота распределительного вала па заданный угол; бункерное устройство 16 с направляющими 17, обеспечивающими ориентацию каркасов катушек в заданном положении; рабочие механизмы, состоящие из трех универсальпых намоточиых головок 18, 19, 20, каждая из которых снабжена индивидуальным приводом, программным устройством, обеспечивающим раскладку провода и получение заданного количества витков, приспособлением 21 для одновременной намотки двух или трех проводов разного диаметра; два механизма 22, 23 зачистки выводных концов электрических катушек, два механизма 24, 25 резки выводных концов в размер, каждый из которых снабжен системой рабочих ножей, производящих резку в размер; механизм 26 промежуточной приклейки обмоток к каркасам 6, состоящий из индивидуального привода и дозирующего устройства; механизм 27 крепления выводных концов и обмоток, состоящий из ванны с термопластической пастой, снабженной системой обогрева, привода и кулачкового рычажного механизма для ианееения пасты; механизм 28 напесепия флюса, снабженный индивидуальным нриводом, ванной с флюсом и устройством для направления выводных концов; механизм 29 лужения, содержащий ванну с припоем, снабл енную системой подогрева и приводом, осуществляющим подъем и поворот ванны, а также устройством для нанравления выводных концов. Каждый механизм 22 и 23 зачистки выводных концов электрических катущек состоит из основания 30, на котором на шариковых направляющих установлены корнуса 31 и 32 спаренных зачистных дисков 33, 34, 35, 36 с иидивидуальными приводами 37, 38 и смонтирован привод 39 с распределительными валами 40 и 41 и с механизмом возвратно-поступательного перемещения зачистных абразивных дисков перпендикулярно оси зачищаемого провода. Распределительный вал 40 выполнен с двумя кулачками 42 и 43, причем кулачок 42 предназначен для подвода зачистных дисков в рабочую зону и перехода их с выводных концов одной обмотки на последующие, а кулачок 43 служит для передачи возвратно-поступательпого перемещения механизму зачистки. На распределительном валу 41 установлены кулачки 44, 45, 46, 47, 48, 49, из которых 44 и 47 служат для перемещения корпусов 31 и 32 с зачистными дисками 33, 34, 35 и 36 вдоль обрабатываемых выводных концов, а кулачки 45, 46, 48, 49 раскрывают зачистпые диски при подходе к обрабатываемым выводным концам и сжимают их в процессе обработки выводных концов обмоток.Для регулировки толщины снимаемого слоя эмалевой изоляции на корпусах 31 и 32 установлены регулируемые упоры 50 и 51. Перемещение зачистных дисков по высоте осуществляется при помощи винта 52. Механизм возвратно-поступательного перемещения зачистных дисков перпендикулярпо оси зачищаемого провода содержит два зубчатых колеса 53 и 54, находящихся в зацеплении, на которых эксцентрично относительно осей вращения установлена пластина 55, несущая на себе опорный ролик 56. Рычаг 57 шарнирно соединен пластиной 58 с фиксирующим рычагом 50. Рычаги 57 и 59 нопеременно взаимодействуют с одним из зубчатых колес 54 и 53. Для равномерного перемещения опорного ролика одно из зубчатых колес механизма должно иметь меньшее количество зубьев по отношению к другому. Фиксация механизма возвратно-поступательного перемещения опорного ролика осуществляется пружиной 60, а выход рычага 57 из зацепления с зубчатым колесом 54 - пружиной 61. Такое конструктивное вынолнение механизма обеспечивает равномерное перемещение опорного ролика и тем самым при помощи кулачка 42 постоянное изменение точки соприкосновения зачистных дисков с обрабатываемым проводом. Регулировка положения головки для зачистки изоляции осуществляется при помощи винтовой пары 62. Сброс готовых катушек в тару осуществляется при помощи неподвижного кулачка 63. Рабочие механизмы автомата установлены в базовое отверстие верхнего диска станины в нужной технологической последовательности при изготовлении электрических катушек взаимодействуют со штоками 64, 65 и переключателем 66, расположенными на станине. Автомат работает следующим образом. Включением привода поворотного стола I производится устаповка его в одну из рабочих позиций. При этом происходит отключение электромагнитной муфты 6 привода поворотного стола и включение электромагнитной муфты 14 механизма управления распределительным валом, который при помощи кулачков включает в работу индивидуальные приводы исполнительных механизмов, осуществляющих технологические операции изготовления электрических катушек. Включение и работа исполнительных механизмов автомата при изготовлепии электрических катушек производится в следующей последовательности. Каркас катушки из вибробункера 16 по направляющим 17 поступает в приемник механизма подачи. От кулачка 12 распределительного вала 9 через шток 64 происходит включение механизма подачи каркасов и последующая досылка каркаса па оправку 2 поворотного стола; кулачки распределительного вала 9, механизм управления которого включается после смены позиций, включает соответствуюЩие рабочие механизмы. Так, при воздействии кулачка 11 распределительного вала 9 на шток 65 включается привод универсально-намоточной головки 18, производящей первую обмотку. От кулачка 11 распределительного вала 9 включается привод универсально-намоточной головки 19 и происходит намотка второй обмотки. Кулачок 10 распределительного вала 9 при помощи переключателя 66 включает привод 39 механизма зачистки выводов 22 за счет кулачка 42, который, обкатываясь но онорному ролику 56, осуществляет подачу раскрытых зачнстных дисков на обрабатываемые выводные конны катушек. При достижении конечной точки движения зачистные диски под воздействием кулачков 45, 46, 48 и 49 сжимаются и при номоидн кулачков 44 и 47 начинают расходиться в противоположном направлении на длину зачищаемых выводных концов. После зачистки нервых выводных коннов зачистные диски при помощи кулачков 45, 46, 48 и 49 раскрываются и под воздействием кулачка 42 переходят на следующую обмотку, где процесс повторяется. По окоичаиии зачистки выводных концов катущки зачистные диски раскрываются и под воздействием кулачка 42 отходят в исходное иоложение.
В процессе отхода в исходное положение кулачок 43 выводит из зацепления с зубчатым колесом 53 фиксирующий рычаг 59, одновремеино шарнирно связанный пластиной 58 рычаг 57 входит в зацепление с зубчатым колесом 53 и при помощи кулачка 43 осуществляет поворот зубчатых колес 54 и 53, вследствие чего пластина 55, несущая на себе опорный ролик 56, перемещается на щаг; при этом перемещается опорный ролик 56, который, в свою очередь, при помощи кулачка 42 изменяет точки соприкосновения зачистных дисков с обрабатываемыми выводными концами. При следующем движении зачистных дисков на обрабатываемые выводные концы процесс повторяется.
Переключатель 66 нод воздействием кулачка 10 распределительного вала 9 включает привод механизма 26 промежуточной приклейки, который приклеивает вторую обмотку к каркасу. При помощи переключателя 66 включается механизм резки выводных концов 24, обеспечивающий резку в размер выводных концов второй обмотки. При дальнейщем движении распределительного вала включается
привод универсально-намоточной головки 20 с приспособлением 21, которое производит намотку тремя проводами разного сечения третьей обмотки, укладывая ее на поверхность второй обмоткп. Последующим воздействием кулачка 10 распределительного вала на переключатель 66 включается привод головки для зачистки изоляции 23, происходит зачистка выводных концов третьей обмотки. Далее от
переключателя 66 включается прнвод механизма 27 нанесения термопластической пасты, производящего крепление выводных концов и обмоток к каркасам. От переключателя 66 включается механизм 25 резки выводных концов, обеспечивающий резку в размер выводных коннов первой и третьей обмоток. После отрезки выводных концов в размер включается механизм 28 нанесения флюса, производящий флюсованне зачнщенных выводных
концов обмоток. Аналогнчно от переключателя 66 включается прнвод механизма лужения, осуществляющий облуживание выводных концов обмоток.
Сброс готовых катущек в тару производится при воздействии неподвижного кулачка 63 на щтоки 2 поворотного стола 1, служащие оправками для каркасов катунтек.
Формула изобретения
Автомат для изготовлення электрических катущек по авт. св. oYg 474859, отличающийся тем, что, с целью повьтщения качества зачистки выводных концов обмоток и увеличения срока службы зачистных абразивных
дисков путем изменения места контактирования с зачищаемым проводом в иронессе зачистки, привод возвратно-поступательного перемещения механизма зачистки выводных концов электрических катущек выполнен в виде
двух находящихся в зацепленнн зубчатых колес с неодинаковым количеством зубьев, соединенных между собой эксцентрично установленной относительно осей нх вратцення пластиной, несущей опорный ролик, и системы
щарнионо связанных между собой рычагов, каждый из которых нопеременно взанмодействует с одним из зубчатых колес. MA/yv4 Щ
73
LIU J6
,
i .
J
Q
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления электрических катушек | 1973 |
|
SU474859A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU720549A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU736189A2 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU728175A1 |
| Автомат для изготовления электрических катушек | 1981 |
|
SU1023419A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СПАРЕННЫХ СЕРИЕСНЫХ | 1973 |
|
SU388307A1 |
| Автомат для изготовления электрическихКАТушЕК | 1979 |
|
SU807396A1 |
| Автомат для изготовления электрических катушек | 1985 |
|
SU1359809A1 |
| Автомат для изготовления электрических катушек | 1980 |
|
SU888228A2 |
| Автомат для изготовления электрических катушек | 1982 |
|
SU1046788A1 |

,
53
--€Ш4
52 Ll
W iT
J Ж l: : ----Г 1
ih
ЗЦфиг. 5
