1
Устройство предназначено .апя использования в прокатном производстве для автоматического управления электропроводом моталки непрерывного стана холодной прокатки.
Наиболее близким к предлагаемому по технической сущности и достигаеккэму результату является устройство для регулирования натяжения полосы по линии поточной обработки ленты и предназначен для автоматической стабилизации натяжения полосы. Устройство содержит регулятор, датчик и задатчик натяжения полосы, датчики скорости моталки, ширины и наличия полосы, задатчики ширины и толщины полосы, множительное звен.о, выход которого соединен с входом регулятора натяжения 1} .
Для получения плотной намотки первых витков Полосы в начале намотки рулона натяжение должно быть повыаенным, а перед выходом из стана заднего конца полосы, чтобы избежать продергивание полосы через валки последней клети, натяжение полосы должно быть снижено.
Невыполнение этих требований приьиднт к поперечному сдвигу витков, потере устойчивости .внутренних витков рулона или к свариванию витков полосы при обжиге, что ухудшает качество прокатки.
Целью изобретения является повышение качества прокатки продукции за счет автоматического задания величины натяжения полосы в процессе ее прокатки.
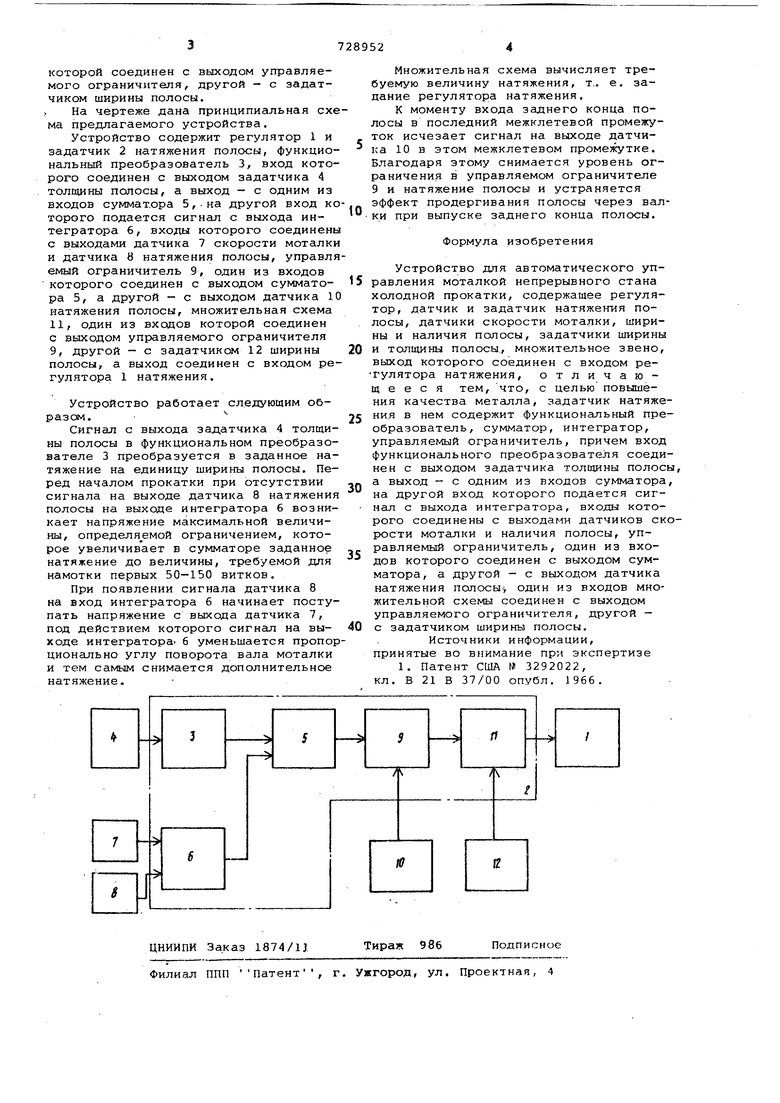
Это достигается тем, что в устройстве автоматического управления моталкой непрерывного стана холодной прокатки, содержащем регулятор,, датчик и задатчик натяжения полосы, датчики скорости моталки, ширины и наличия полосы, множительное звено, выход которого соединен с входом регулятора, и задатчики толщины и ширины полосы, задатчик натяжения содержит функциональный преобразователь, вход которого соединен с выходом задатчика толщины полосы, а выход - с одним из входов сумматора, на другой вход которого подается сигнал с выхода интегратора, входы которого соединены с выходами датчиков скорости моталки и натяжения полосы, управляемый ограничитель, один из входов которого соединен с выходом сумматора, а другой с выходом датчика натяжения полосы, множительная схема, один из входов которой соединен с ВЕЛХОДОМ управляемого ограничителя, другой - с эадатчиком ширины полосы. , На чертеже дана принципиальная сх ма предлагаемого устройства. Устройство содержит регулятор 1 и задатчик 2 натяжения полосы, функцио нальный преобразователь 3, вход кото рого соединен с выходом задатчика 4 толщины полосы, а выход - с одним из входов сумматора 5,.на другой вход к торого подается сигнал с выхода интегратора б, входы которого соединены с выходами датчика 7 скорости моталк и датчика 8 натяжения полосы, управл емый ограничитель 9, один из входов которого соединен с выходом сумматора 5, а другой - с выходом датчика 1 натяжения полосы, множительная схема 11, один из входов которой соединен с выходом управляемого ограничителя 9, другой - с задатчиком 12 ширины полосы, а выход соединен с входом ре гулятора 1 натяжения. Устройство работает следующим образом. Сигнал с выхода задатчика 4 толщины полосы в функциональном преобразователе 3 преобразуется в заданное натяжение на единицу ширины полосы. Перед началом прокатки при отсутствии сигнала на выходе датчика В натяжения полосы на выходе интегратора 6 возникает напряжение максимальной величины, определя емой ограничением, которое увеличивает в сумматоре заданное натяжение до величины, требуемой для намотки первых 50-150 витков. При появлении сигнала датчика 8 на вход интегратора б начинает поступать напряжение с выхода датчика 7, под действием которого сигнал на выходе интегратора- б уменьшается пропор ционально углу поворота вала моталки и тем самым снимается дополнительное натяжение. Множительная схема вычисляет требуемую величину натяжения, т.. е. задание регулятора натяжения. К моменту входа заднего конца полосы в последний межклетевой промежуток исчезает сигнал на выходе датчика 10 в этом межклетевом промежутке. Благодаря этому снимается урювень ограничения в управляемом ограничителе 9 и натяжение полосы и устраняется эффект продергивания полосы через валки при выпуске заднего конца полосы. Формула изобретения Устройство для автоматического управления моталкой непрерывного стана холодной прокатки, содержащее регулятор, датчик и задатчик натяжения полосы, датчики скорости моталки, ширины и наличия полосы, задатчики ширины и толщины полосы., множительное звено, выход которого соединен с входом регулятора натяжения, отличающееся тем, что, с целью повышения качества металла, задатчик натяжения в нем содержит функциональный преобразователь, сумматор, интегратор, управляемый ограничитель, причем вход функционального преобразователя соединен с выходом задатчика толщины полосы, а выход - с одним из входов сумматора, на другой вход которого подается сигнал с выхода интегратора, входы которого соединены с выходами датчиков скорости моталки и наличия полосы, управляемый ограничитель, один из входов которого соединен с выходом сумматора, а другой - с выходом датчика натяжения полосы один из входов множительной схемы соединен с выходом управляемого ограничителя, другой - с задатчиком ширины полосы. Источники информации, принятые во внимание при экспертизе 1. Патент США № 3292022, кл. В 21 В 37/00 опубл. 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления моталкой непрерывного стана холодной прокатки | 1984 |
|
SU1202653A1 |
| Устройство для автоматического управления моталкой стана холодной прокатки | 1982 |
|
SU1036419A1 |
| Устройство регулирования натяжения полосы в станах холодной прокатки | 1984 |
|
SU1227278A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Устройство для коррекции уставки натяжения на моталке стана холодной прокатки | 1982 |
|
SU1050771A1 |
| Устройство стабилизации ширины полосы на станах горячей прокатки | 1974 |
|
SU534265A1 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1982 |
|
SU1065051A1 |
| Устройство для регулирования толщины полосы | 1975 |
|
SU749478A1 |
| Устройство для управления скоростью механизмов стана холодной прокатки | 1977 |
|
SU692645A1 |
| Многодвигательный электропривод валков непрерывного стана холодной прокатки | 1986 |
|
SU1387162A1 |
