in- - i
730465
сона 12 выполнено таплоизоляционпое покрытие с целью снижения теплоотвода.
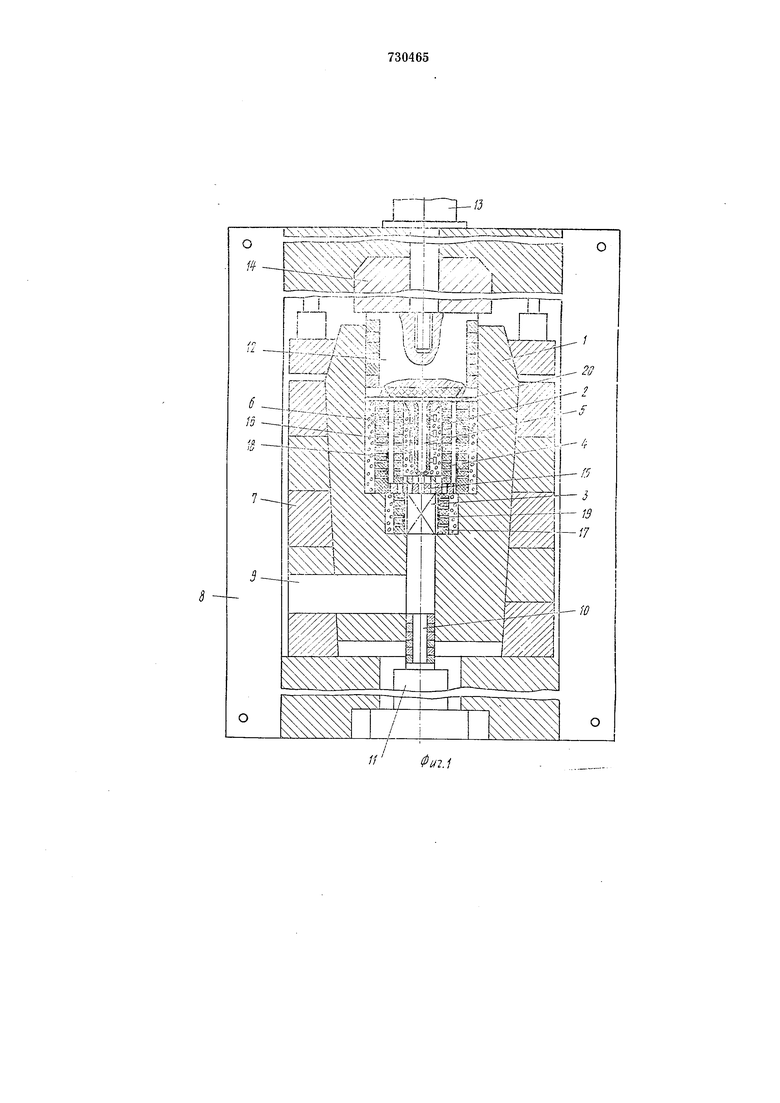
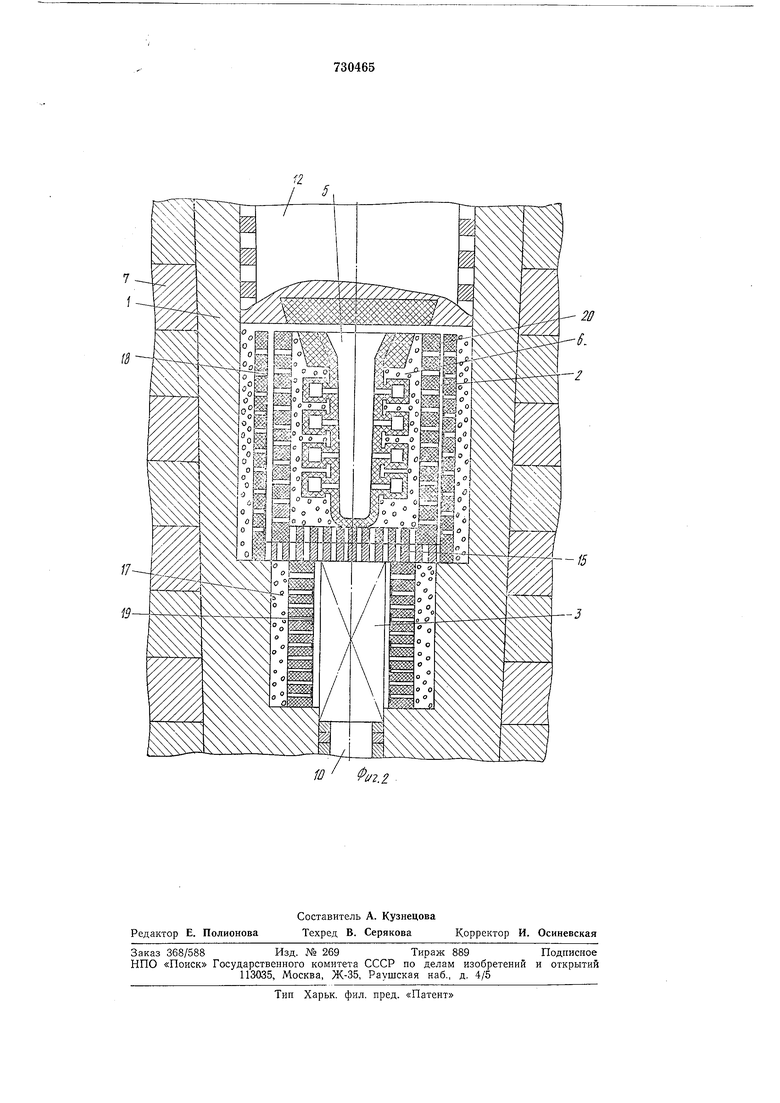
Верхний и нижний отсеки разделяются решеткой 15. В отсеках установлены кераоличесмие вставки 16 и 17 с нагревательными элементами 18 и 19. Во вкладыше 2 и аста.вках 16 и 17 выиолнены оквозные отверсхия. В верхн-ей части формы установлены экзотерм,ические вставки 20.
Работает устройство следующим о,бразом. В исходном положении нуа.нсои 10 опущен в .нижнее положение, а пуансон 12 поднят. Верхний И нижний отсеки разогреты нагревателями 1,8 и 19 до заданной начальной темтературы. Вкладыш 2 с формой 5 и гранулированной засыикой 6 нагревается специальны|М стоящим рядом нагревательHbiiM устройством до температуры .примерно 50° С выше температуры заливаемого сплава. Далее заливается жидкий металл в форму 5 и вкладыш 2 быстро помещается в обойму / на решетку 15, пуансон 12 вводится в обойму 1 и запирается выд)вижной балкой М. Далее через паз 5 на луаисон 10 устанавливается .коитейнер 3 с переохлажденным газом 1И посредством гндроцилиндра 11 подается в отсек под решеткой 15. В результате быстрого нагрева оболочки контейнера происходит быстрое испарение газа и повышение давления, при этом возрастающее давление удерживается пуансонами 10 и 12 и передается на несущую станину 8.
За счет высокой газопроницаемости вставок и (ВКладыша (за счет отверстий) и гранулированной засыпки быстро исчезают градиенты давления, в результате чего газовое давление в отсеках становится всесторонним, что предотвращает разрушение стенок фор1мы 5, вкладыша 2 и стенок вставок 16 и 17.
По мере испарения газа из контейнера 3 пуансон 10 посредством гидродилиндра // поднимается, выбирая освободившийся Объем, и таким образам доходит до решетки 15, что позволяет поднять давление до 10000 ати.
С момента постановки вкладыша 2 в обойму / залитый .металл получает направленное тепловое воздействие (разогрев верхиих горизонтов |формы за счет экзотермическнх вставок 20 и захолаживание снизу в результате испарения газа из контейнера 3) и воздействие высокого давления, что существенно повышает (качество литого металла.
После охлаждения отливки до заданной темтературы производя вытяжку пуансонов 10 и 12, снимают оставшееся давление и дальнейшим ходом пуансона 10 вверх выталкивают вкладыш 2 с формой 5 из обоймы 1. Далее процесс иовторяется. Предлагаемое изобретение позволяет отливать под давлением тонкостенные фасонные детали ка,к .из легкоплавких, так и тугоплавких металлов, ири этом величина избыточнего давления может быть достигнута от 00 до 10000 ати, в зависимости от свободного объема в рабочем пространстве ствола и количества вводимого переохлажденного газа.
Формула изобретения
Устройство для литья с кристаллизацией под давлением тонкостенных отливок,
содержащее несущую статшу, обойму, пуансон, вкладыш с размещенной в нгм литейной фор|Мой, контейнер с переохлажденным газом, отличающееся тем, что, с целью повышения качества отливок, оно
снабжено решеткой, разделяющей внутреннюю полость обоймы на верхний отсек для размещения литейной форумы и нижний для размещения контейнера, с керамическими вставками с электронагревателя-ми, установлбнными в обоих отсеках обоймы, при этО;М в стенках вкладыша и керамических 1вставок выполнены сквозные отверстия.
Источник информации, принятый во внимание ори э(копертизе:
1. Заявка 2425805/02, кл. В 22 D
27/10, 1976, по которой принято решение о выдаче автор1ского свидетельства.
/J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья | 1976 |
|
SU655475A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| Устройство для кристаллизации под давлением | 1977 |
|
SU770653A1 |
| Способ литья заготовок под давлением | 1989 |
|
SU1839122A1 |
| Устройство для литья с кристаллизацией под давлением | 1977 |
|
SU728991A1 |
| СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1989 |
|
RU2048954C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2328359C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2323802C9 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ ЛИТЬЯ МЕТАЛЛОВ И ИХ СПЛАВОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2238819C1 |