1
Изобретение относится к области по рошковой металлургии, в частности к устройствам для экструзии материалов, и может быть применено для приготовления высококачественного пресс-порошка.
Известно устройство для выдавливания металлов, содержащее валок с ребордами и установленную между ними матрицу JYJ
Однако устройство не обеспечивает требуемого качества пресс-порошка, так как степень сжатия за один проход составляет 1,1-1,2 , что является недостаточным. Увеличение же степени сжатия (уменьшение зазора между валком и матрицей) приводит к закупориванию матри цы.
Наиболее близким к предложенному по технической сущности и достигаемом} результату является устройство для экструзии материалов, включающее вращающиеся навстречу один другому валки и формующий инструмент для экструдирова ния профиля Z.
. Это устройство также не обеспечивает требуемого качества пресс-порощка, так как степень сжатия за один проход составляет 1,1-1,2. Увеличение же степени сжатия путем уменьщения диаметра отверстия формующего инструмента приводит к закупориванию формующего инструмента.
Целью изобретения является повыщение качества обрабатываемых материалов.
Это достигается тем, что один из валков выполнен с ребордами, а формующий инструмент - в виде пары ножей, установленных между ребордами под валками при этом, по крайней мере, один из ножей выполнен с возможностью перемещения.
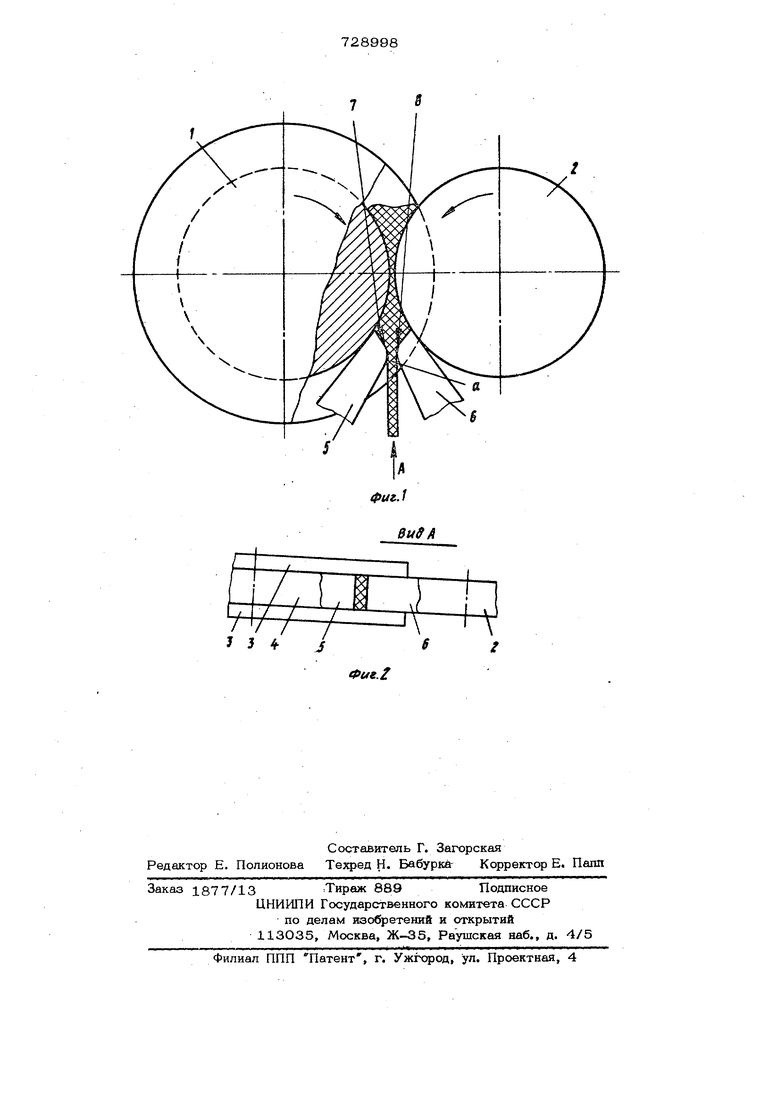
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1.
Устройство содержит врлщаюшлеся навстречу один другому волки 1 и 2.
На валке 1 выполнены реборды 3, обхватывающие валок 2 и образующие ручей 4 Под валками 1 и 2 между ребордами 3 по ширине ручья 4 вплотную к валкам 1 и 2 установлены ножи 5 и 6 с неко- .торым зазором а между их поверхностями 7 и 8. По крайней мере, один из ножей 5 или 6 установлен с возможностью перемещения.
Устройство работает следующим образом.
Материал при вращении валков 1 и 2 навстречу один другому захватывается ими, затем срезается ножами 5 и 6 и экструдируется между их поверхностями 7 и 8 и ребордами 3 за счет сил трения возникающих при прохождении материала между валками 1 и 2.
Установка формующего- инструмента нпосредственно под валками обеспечивает необходимое усилие для продавливания , материала через отверстие формующего инструмента.
Изменение отверстия формующего инструмента путем изменения зазора а осуществляется перемещением, по крайне мере, одного из ножей 5 или 6. Этим регулируется степень сжатия материала, что также приводит к повышению качества. Выполнение одного из ножей с возмо ностью перемещения обеспечивает то, что поверхности 7 и В при перемещении ножей 5 или 6 очищаются, например, при взаимодействии одна с другой. Это обеспечивает полную очистку устройства,
что в ряде случаев необходимо, например, при обработке различных материалов, когда недопустимо попадание одного из них в другой.
Выполнение формующего инструменту в виде пары ножей, установленных под валками между ребордами одного из них, позволяет. увеличить давление внутри Miacсы при экструдировании и тем самым в 1,7 раза увеличить степень сжатия повысить качество пресс-порошка.
Формулаизобретен
и Ж
1.Устройство для экструзии иатер йлов, включающее вращающиеся навстречу один другому валки и формующий инстрЬ мент для экструдирования профиля, о т;л-ичающееся тем, что, с цельно повышения качества обрабатываемых мЬ- териалов, один из валков выполнен с рё- ребордами, а формующий инструмент - в виде пары ножей, установленных между ребордами под валками.,
2.Устройствопо п. 1, отличающееся тем, что, по крайней мере один из ножей выполнен с возможность перемещения..
Источники информации, принятые во внимание при экспертизе
1 Патент Франции № 2128843, кл. В 21 С 23/ОО, опублик. 1972.
2. Авторское свидетельство СССР № 448957, кл. В 29 В 1/О8, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для экструзии материалов | 1981 |
|
SU959923A2 |
| Технологический инструмент сварочной клети | 1989 |
|
SU1731339A1 |
| Ленточный пресс | 1980 |
|
SU937148A1 |
| ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 1973 |
|
SU389928A1 |
| Прессующий валок для компактирования порошковых материалов | 1986 |
|
SU1489824A1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2000 |
|
RU2231439C2 |
| ЛИНИЯ НЕПРЕРЫВНОЙ ПРЯМОЙ ПРОКАТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457068C1 |
| Ленточный пресс для формования керамических изделий | 1981 |
|
SU961958A1 |
| Вальцы для экструзии полимерных материалов | 1973 |
|
SU448957A1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
У 5
