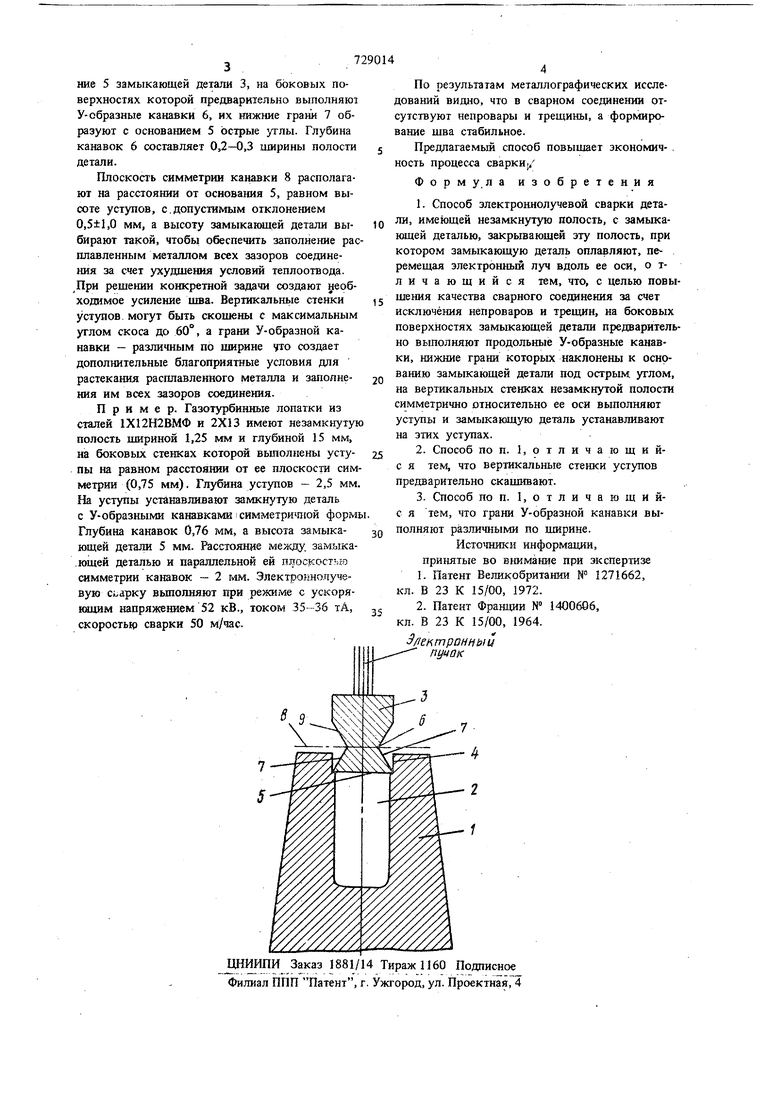
Изобретение относится к области электроннолучевой сварки и может быть использовано в энергомашиностроении, а также в судостроительной и авиационной промьпцленностях. Известен способ электроннолучевой сварки крышки в отверстие детали, предусматривающи наличие на крышке выступа, с которого начинают, а затем заканчивают процесс сварки 1 Однако этот способ иевозможно применять для деталей, имеющих малую ширину. Известен способ электроннолучевой сварки детали, имеюц1ей незамкнутую полость, с замы кающей деталью, закрьтвающей эту полость, пр котором замыкаюшую деталь сплавляют, перемещая электронный луч вдоль ее оси 2. Этот способ является наиболее близким к изобретению по технической сущности и доста гаемому результату. Недостатком этого способа является низкое качество сварного соединения за счет обра зования непроваров и трещин из-за неточного сплавления нижней части замыкакоцей детали. Цель йзобретешш - повыщение качества сварного соединения за счет исключения непроваров и трещин. Это достигается тем, что на боковых поверхностях замьпсающей детали предварительно выполняют У-образные канавки, нижние грани которых наклонены к основанию замыкающей детали под острым углом. На вертикальных стенках незамкнутой полости симметрично относительно ее оси вьшолняют уступы и замьп ающую деталь устанавливают на этих выступах. Кроме того, вертикальные стенки уступов предварительно скашивают, а грани У-образной канавки вьшолняют различными по ширине. На чертеже показана схема, реализации способа. В детали 1, имеющей незамкнутую полость 2, симметрично ее оси и на расстоянии от нее, равным полуширине замыкающей детали 3, выполняют уступы 4. Ширину замыкающей детали выбирают равной Ц2-1,3 ширины полости детали. Глубина уступов одинакова и ее выбирают в зависимости от конкретной задйчи до 5 мм. На уступах детали 1 ; размешено основа
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки деталей | 2018 |
|
RU2681067C1 |
| Способ сварки трением деталей неравновеликих сечений | 1978 |
|
SU706217A1 |
| Способ сварки плавлением плакированных материалов | 1980 |
|
SU925574A1 |
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной и толстостенной деталей, выполненных из разнородных алюминиевых сплавов | 2022 |
|
RU2803446C1 |
| Способ изготовления сварных образцов | 1987 |
|
SU1433695A1 |
| Способ сварки поперечных стыков фасонных профилей | 1980 |
|
SU948588A1 |
| РАМА БОКОВАЯ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА ШТАМПОСВАРНОЙ КОНСТРУКЦИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566798C2 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2021 |
|
RU2789951C1 |
| Способ электронно-лучевой сварки | 1989 |
|
SU1691009A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
