Изобретение относится к машинострое нию, в частности к станкостроению, и может быть использовано для перемещения рабочих узлов станков, в том числе тяжелых, в режиме подачи или установоч ных перемещений на неограничиваемое расстояние. Известны устройства для периодического прямолинейного перемещения подвиж ной детали, содержащие привод в виде кинематической пары с выдвижным стерж нем, в которых для увеличения длины перемещения исполь ется принцип перехвата, реализуемый с помощью подвижно опоры, соединенной с выдвижным стержнем и периодически контактирующей с перемещаемой деталью при помощи ее зажима l. В период холостого хода выдвижного стержня этот зажим освобождается, а перемещаемая деталь зажимается на неподвижном основании машины. По этому принципу устроен, наприм, механизм для подачи пруткового материа ла на револьверном станке, где подвижная опора, снабженная автоматическим зажимом подающей штанги, находится на конце штока гидроцилиндра, закрепленного на неподвижном основании. Другой зажим, удерживающий подающую штангу в период холостого хода поршня, также устанорпен на основании механизма. О&нако с помощью подобных устройств чельзя непрерывно перемещать подвижный узел машины. Для обеспечения непрерывного и плавного перемещения подвижных узлов машин, в том числе тяжелых металлорежущих станков, на длину, превьппающую ход привода,предлагаемое устройство дополнительно снабжено идентичным pивoдoм перемещения подвижного узла и командным узлом, попеременно управляющим движением под- вяжйых опор и включением прихватов. Кроме того, каждая из подвижньГх опор .снабжена приводом ее ускоренкого холостого хода.
Шаг устройства, т. е. путь, проходимый узлом между моментами включения винтовых пар, выбирается из условий жесткости.
При ословном, многошаговом исполнении устройства направляющие для подвижных опор располагаются на неподвижном основании устройства (на станине станка). При особом, двухшаговом исполнении устройства возможна инверсия его основных частей, т. е. направляющие йля подвижных опор могут быть расположены на перемещаемом узле. В двухшаговом исполнении не требуется холостого перегона подвижных опор.
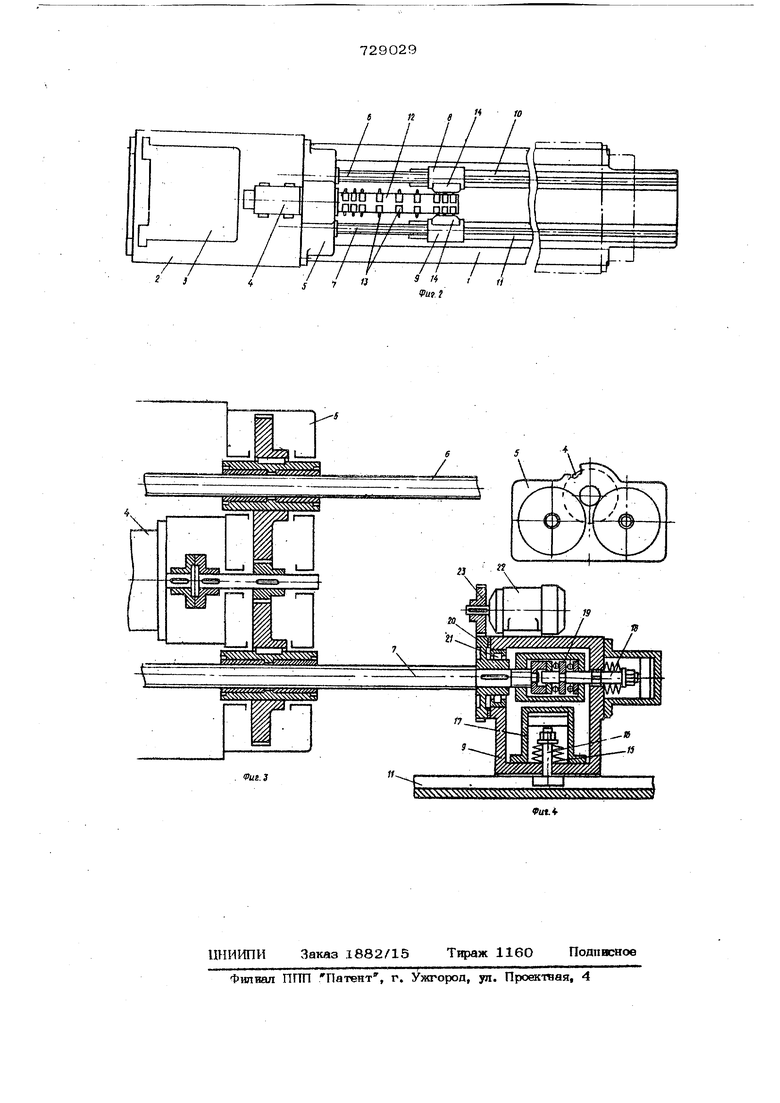
На фиг. 1 показан общий вид устройства с винтовыми передачами, установленного на тяжелом металлорежущем станке для перемещения саней фрезерной или расточной стойки, вид спереди; на фиг. 2 - вид сверху на указанное устройство; на фиг. 3 дана конструктивная кинематическая схема устройства с применением двух шариковинтовых передач и высокомоментного электродвигателя; на фиг. 4 - схема расположения осей в редукторе, изображенном на фиг. 3.
На направляюпгах станины 1 (см. фиг. 1 и 2) установлены сани 2, несущие стойку 3 (со шпиндельной бабкой, не изображенной на чертеже) и перемещаемые электродвигателем 4. К торцовой плоскости саней прикреплен редуктор 5, в котором установлены две одинаковые вращающиеся гайки шариковых ходовых винтов 6 и 7 (см. фиг. 2 и 3)
Применение высокомоментного электродвигателя позволяет осуществить необходимую редукцию одной парой зубчатых колес, при этом нет необходимости в каком либо устройстве для устранения зазора в данном зубчатом зацеплении.
Концы ходовых винтов соединены с подвижными опорами 8 и 9, установленными на своих направляющих 10 и 11, которые расположены на станине 1 между ее основными направляющими, предназначенными для перемещения саней 2.
Командный узе.л выполнен в виде кронштейна 12 (см. фиг. 1 и 2), раэмещенного между подвижными опорами, прикрепленного своим основанием к корпусу редуктора 5 и несущего комплект датчиков 13, взаимодействующих с упорами 14, которые установлены на подвижных опорах 8 я 9. Датчики расположены ва кронштейне 12 двумя одинаковыми рядами, в каждом из которых они
поставлены симметрично относительно середины хода подвижных опор. Следовательно, цикл работы командного уст ройства не зависит от направления движения саней 2.
Корпус подвижной опоры зажимается на своей направляющей пакетом тарельчатых пружин 15 (см. фиг. 4) через болт 16, для отжима которого выполнен гидроцилиндр 17.
Другой пакет тарельчатых пружин и второй гидроцилиндр воодействуют таким же образом на тягу 18, которая через упорный подшипник 19 замыкает тормозной диск 20, что одновременно обеспечивает подлежащую осевую жесткость крепления ходового винта при его включении в работу. Радиальной опорой конца ходового винта служит подшипник. Для быстрого вращения ходового винта при холостом перегоне подвижной опоры на ее корпусе установлен маломощ ный асинхронный электродвигатель 22 с зубчатым колесом 2 3, входящим в заЦепление с колесом - тормозным диском 2Oi
На протяжении крайнего шага работает одна из винтовых передач, а командный узел отключается путевым выключателем 24 (см. фиг. 1).
Устройство в своем основном (многошаговом) исполнении работает следук щим образом.
В крайнем левом положении саней 2 (см. фиг. 1 и 2) одна из подвижных опор зажата, например опора 8, а ее ходовой винт 6 заторможен. Опора 9 и ее ходовой винт 7 освобождены (в оба гидроцилиндра 9 подано давление). При включении электродвигателя 4 сани перемещаются при помощи винта 6, а винт 7, увлекаемый своей гайкой свободно вращается в подшипниках 19 и 21 (см. фиг. 4), вследствие чего опора 9 перемещается вместе с санями. Для гарантии совместного вращения гайки и освобожденного винта между крошитейнами 12 и каждой подвижной опорой 8 и 9 имеется автоматическая фрнкЦионная оценка, которая одновременно служит тормозом, сокращающим продолжительность некоторых переходных процессов.
Перед концом первого шага путевой выключатель 24 вволит в работу командный узел, который замыкает тормоз винта 7 и зажимает его опору 9, чем включается в работу вторая винтовая передача. На протяжении некоторого
отрезка пути саней (порядка 10 мм) винты работают совместно с половинной нагрузкой. Далее отключается зажим опоры 8 и тормоз винта 6, вследствие чего этот винт разгоняется своей гайкой и ее стирателями, что прекращает перемещение опоры 8 относительно кронштейна 12 и они соединяются указанной выше автоматической фрикционной сцепкой. Полная нагрузка переходит на винт 7 и он ведет сани на протяжении второго шага их перемещения.
После прохождения санями некоторого пути (который гарантирует непрерывност работы устройства в случае включения в этот момент реверса саней) включает ся быстрый холостой перегон опоры 8 и она переходит в свое положение, в котором удерживается фрикционной сцепкой. Перёд окончанием работы винта 7 вновь включается перегон опоры 8 и она останавливается в одном из своих крайних исходных положений - в зависимости от направления движения саней. Таким образом, если на протяжении второго шага не был включен реверс саней, то опора 8 после второго этапа своего перегона займет крайнее правое положение и будет готова к включению винта 6. Перед окончанием работы винта 7 включается винта 6 и зажимается его опора 8, т. е. начинается третий шаг. Далее рассмотренный цикл может повторяться многократно. Оба винта со своими подвижными опорами работают в одинаковом цикле, который не зависит от направления движения саней.
Как следует из рассмотренного никла работы устройства, он не имеет связи с системой управления двигателем перемещения узла; командный узел выдает сигналы только в зависимости от велиЧИНЫ выдвижения каждого ходового винта.
Зажим подвижной опоры происходит при отсутствии ее перемещения относительно своей направляющей, т, е. без трения и износа.
того, в предлагаемом ус-гройстве возможно расположение ходовых винтов не параллельно, как показано на фиг. 1, 2, 3 и 4, а соосно, причем обе подвижных опоры устанавливаются в этом исполнении и на обшей направл$пощей. Конструкция опор и цикл работы устройства не изменяется.
15
Формула изобретения
1.Устройство длг перемещения подвижного узла, содерн ащее привод его перемещения, выполненный в виде подвижной опоры, периодически контактирующий при помощи прихвата с неподвижным основанием устройства, отличающееся тем, что, с целью обеспечения непрерывного движения подвижного узла ча длину, превышающую ход привода, устройство дополнительно снабжено идентичным приводом перемещения подвижного узла и командным узлом, попеременно управляющим движением подвижных опор и включением прихватов.
2.Устройство по п. 1, отличающееся тем, что каждая из подвижных опор снабжена приводом ее ускоренного холостого хода.
Источники информации, принятые во внимание при экспертизе
1. Тазьба Ш. Л, и Ушаков А. И. Модернизация металлорежущего оборудования, выпуск 3, ЦИТЭИН, № М-61-12/3, 1961, с. 9-1О. « го

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения подвижного узла | 1979 |
|
SU832878A2 |
| Устройство для перемещения подвижного узла | 1979 |
|
SU832877A2 |
| Электрогидравлический следящий привод | 1977 |
|
SU920267A1 |
| Устройство для перемещения узлов металлорежущих станков | 2023 |
|
RU2821246C1 |
| Устройство для переключения числа оборотов коробок скоростей металлорежущих станков и других машин | 1950 |
|
SU93542A1 |
| Устройство для перемещения подвижногоузлА МЕТАллОРЕжущЕгО СТАНКАОТНОСиТЕльНО НЕпОдВижНОгО | 1979 |
|
SU818812A1 |
| Горизонтально-расточной станок | 1980 |
|
SU956172A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК | 1990 |
|
RU2078652C1 |
| Устройство для установки крупногабаритного приспособления-спутника | 1984 |
|
SU1207723A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |