(54) УСТРОЙСТВО ДЛЯ СНЯТИЯ ОБЛОЯ С ПЛАСТМАССОВЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия облоя с пластмассовых изделий | 1982 |
|
SU1085840A2 |
| Устройство для снятия облоя с арматуры пластмассовых деталей | 1980 |
|
SU903154A1 |
| Устройство для удаления облоя с арматуры деталей из полимерных материалов | 1976 |
|
SU729070A1 |
| Устройство для механической обработки пластмассовых изделий | 1981 |
|
SU1024287A1 |
| Устройство для механической обработки пластмассовых изделий | 1990 |
|
SU1742081A1 |
| Устройство для обрезки торцового облоя | 1988 |
|
SU1623853A1 |
| Штамп для обрезки облоя | 1987 |
|
SU1523240A1 |
| Инструмент для удаления облоя с пластмассовых изделий | 1980 |
|
SU876466A1 |
| Станок для механической обработки пластмассовых деталей | 1980 |
|
SU973381A1 |
| Установка для обрезки облоя | 1991 |
|
SU1780945A1 |
1
Изобретение относится к механической обработке полимерных материалов и может быть использовано для чистовой обработки изделий после их прессования.
Известно устройство для обработки цилиндрических деталей, содержащее два вращающихся в противоположные стороны с различной скоростью, резиновых диска для придания обрабатываемой детали вращательного движения и одновременно по,ступательного в зону обработки, где производится снятие грата по окружности торца изделия, приводимого во вращение щлифовальным кругом 1.
Такое устройство непригодно для снятия облоя за одну установку по цилиндрической поверхности и п0 двум торцам деталей.
Наиболее близким к предложенному из известных является устройство для снятия облоя с пластмассовых изделий, содержащее обрабатывающий инструмент, состоящий из поворотного от привода ролика с насечкой на цилиндрической поверхности и установленного к нему с зазором опорного элемента. В известном устройстве опорный элемент выполнен в виде щестерни, обеспечивающей поддержку, перемещение и съем облоя с арматуры, запрессованной в пластмассу 2.
Такое выполнение опорного элемента не позволяет обрабатывать в предложенном устройстве цилиндрические изделия сложной формы.
Цель изобретения - обеспечение возможности обработки цилиндрических деталей сложного профиля.
10 Это достигается тем, что в устройстве для снятия облоя с пластмассовых изделий, содержащем обрабатывающий инструмент, состоящий из поворотного от привода ролика с насечкой на цилиндрической поверхности и установленного к нему с зазором опорного элемента, опорный элемент выполнен в виде охватывающих ролик двух последовательно расположенных кольцевых секторов с насечкой на обращенных к ролику цилиндрических поверхностях, образующих с поверхностью ролика зазор, сужающийся в направлении вращения последнего, причем сектор, расположенный по ходу вращения ролика первым, подпружинен к ролику, а второй закреплен неподвижно и снабжен
расположенными на торцовых поверхностях режущими кромками.
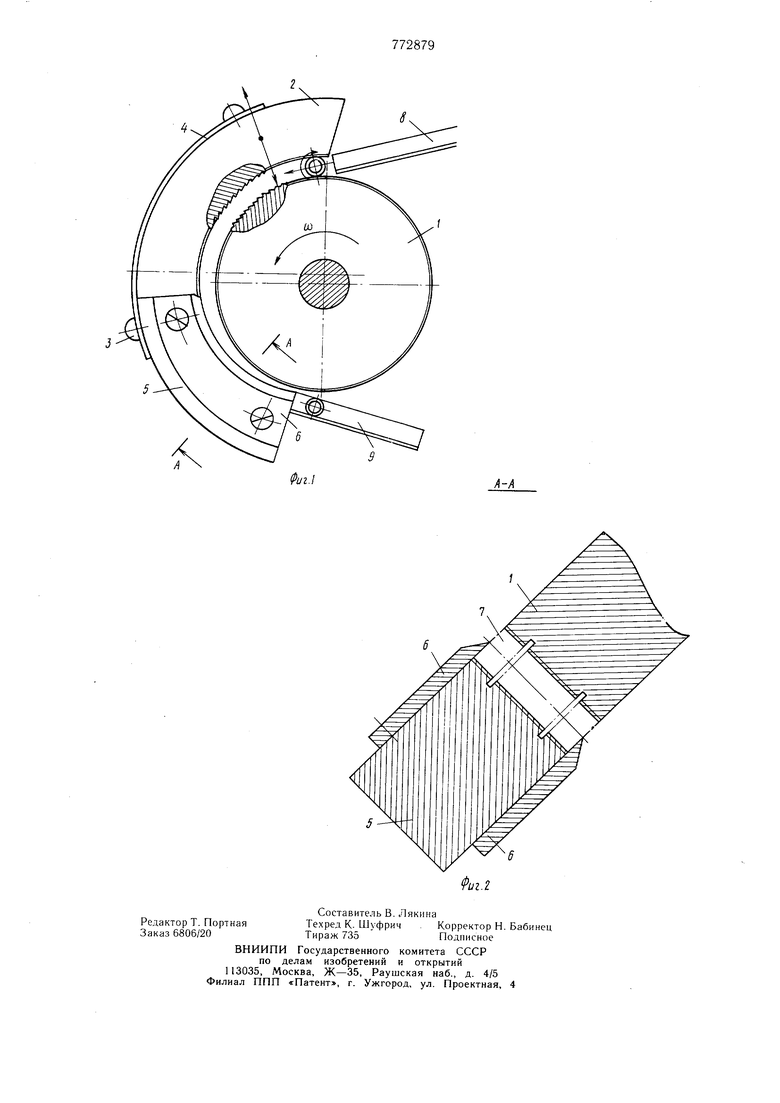
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство состоит из ролика 1 с приводом от электродвигателя и редуктора (на чертеже не показаны). На цилиндрической поверхности ролика 1 выполнена насечка. С переменным зазором в радиальном направлении относительно ролика 1 установлены два кольцевых сектора. Сектор 2 имеет возможность качания вокруг оси 3 и подпружинен пластинчатой пружиной 4 в сторону ролика 1, сектор 5 закреплен неподвижно. Качающийся и принудительно поджимаемый к обрабатываемой детали сектор 2 обеспечивает возможность обработки деталей, имеющих значительный разброс размеров выступающего на диаметре и подлежащего снятию облоя.
На внутренних цилиндрических поверхностях кольцевых секторов 2 и 5 выполнена напильниковая насечка. Ширина секторов 2 и 5 равна длине готовой детали. Причем поверхности с насечкой обращены в сторону рабочей поверхности приводимого во вращение ролика 1 и расположены эксцентрично относительно нее.
На торцовых поцерхностях кольцевого неподвижного сектора 5 закреплены ножи 6 с наклонной режущей кромкой, обращенной в сторону ролика 1. Профили цилиндрической поверхности ролика 1, обращенных к ролику цилиндрических поверхностей кольцевых секторов 2 и 5 соответствуют конфигурации цилиндрически} поверхностей обрабатываемой детали 7 (см. фиг. 2), поступающей в зону обработки по подводящему лотку 8. После обработки детали по лотку 9 поступают в приемник.
Устройство работает следующим образом:
От электродвигателя через червячный редуктор вращение передается ролику 1. Обрабатываемые детали 7 (фиг. 2) (например, каркас катущек радиоаппаратуры) по подводящему лотку 8 поступают в зону обработки. Ролик 1 насечкой на цилиндрической поверхности захватывает деталь 7 и сообщает ей сложное (вращательное плюс поступательное круговое) движение.
В результате взаимодействия детали 7 с рифлеными поверхностями ролика 1 и кольцевых секторов 2 и 5 по мере ее продвижения в направлении вращения ролика 1 производится снятие облоя по ее цилиндрической поверхности. При дальнейшем перемещении детали 7 в зону неподвижного сектора 5 в результате взаимодействия ее с ножами 6 происходит обрезка облоя по торцам. После окончательной обработки по цилиндрической поверхности и торцам де0 тали 7 по лотку 9 поступают в приемник.
Предложенное устройство позволяет снимать облой с деталей со сложной конфигурацией профиля цилиндрических поверхностей, причем за одну установку облой удаляют как с образующих, так и с торцовых
поверхностей. По сравнению с известным это устройство проще и надежнее в работе и имеет более щирокое применение.
Формула изобретения
Устройство для снятия облоя с пластмассовых изделий, содержащее обрабатывающий инструмент, состоящий из поворотного от привода ролика с насечкой на цилиндрической поверхности и установленного к нему с зазором опорного элемента, отличающееся тем, что, с целью обеспечения возможности обработки цилиндрических деталей сложного профиля, опорный элемент
30 выполнен в виде охватывающих ролик двух последовательно расположенных кольцевых секторов с насечкой на обращенных к ролику цилиндрических поверхностях, образующих с поверхностью ролика зазор, сужающийся в направлении вращения последнего,
3 причем сектор, расположенный по ходу вращения ролика -первым, подпружинен к ролику, а второй закреплен неподвижно и снабжен расположенными на торцовых поверхностях режущими кромками.
jjИсточники информации,
принятые во внимание при экспертизе 1. Завгородний В. Механизация и автоматизация переработки пластических масс, М., «Мащиностроение, 1970, с. 547-548, рис. 292.
5 2. Авторское свидетельство СССР
№ 401522, кл. В 29 С 17/12, 1971 (прототип).
