1
Изобретение относится к области изготовления слоистых изделий из предварительно сформованных заготовок с последующим их соединением.
Известно устройство для получения воздухонаполненного пленочного материала из термопластов, содержащее размоточный узел, валки обогрева, формующий барабан, прижимные валки, дублирующий вал и приемный узел 1.
Недостатком устройства является малая прочность склеивания пленок, что приводит к их расслоению и потере упругих свойств.
Наиболее близким по технической сущности и достигаемому результату является устройство для получения воздухонаполненного пленочного материала из термопластов, содержащее смонтированные на станине размоточный узел, узел нагрева пленок, (формующий барабан, установленный на полом валу, имеющем отверстия для подвода и отвода рабочей среды, и выполненный в виде двух концентрично располо йенных полых цилиндров с торцовыми стенками, наружный из которых имеет формующие полости.
дублирующий и охлаждающий валки и приемный узел 2.
Недостаток устройства заключается в том, что формующие полости барабана связаны с зоной разрежения каналами малого диаметра, в результате чего ограничивается скорость откачки воздуха из формующих полостей и снижается скорость формования, а следовательно и производительность устройства, а сами каналы часто засоряются.
Кроме того, в известном устройстве воз10можно образование на пленке усадочных складок, что ухудщает качество получаемого материала.
Целью изобретения является повыщение производительности устройства за счет ин15 тенсификации процессов формования и охлаждения пленок.
Это достигается тем, что устройство снабжено продольными и поперечными перегородками, закрепленными на полом валу, и перфорированной прокладкой, размещенной
2С между наружным и внутренним цилиндрами формующего барабана, причем внутренний цилиндр выполнен с отверстиями, расположенными соосно формующим полостям
наружного цилиндра и имеющими диаметр, превышающий диаметр перфораций прокладки. С целью повыщения качества пленочного материала за счет устранения усадочных складок, узел нагрева пленок выполнен в виде двух обогреваемых валков с различными диаметрами.
Такое выполнение устройства повышает его производительность за счет интенсификации процессов формования и охлаждения пленок, улучщается качество пленочного материала.
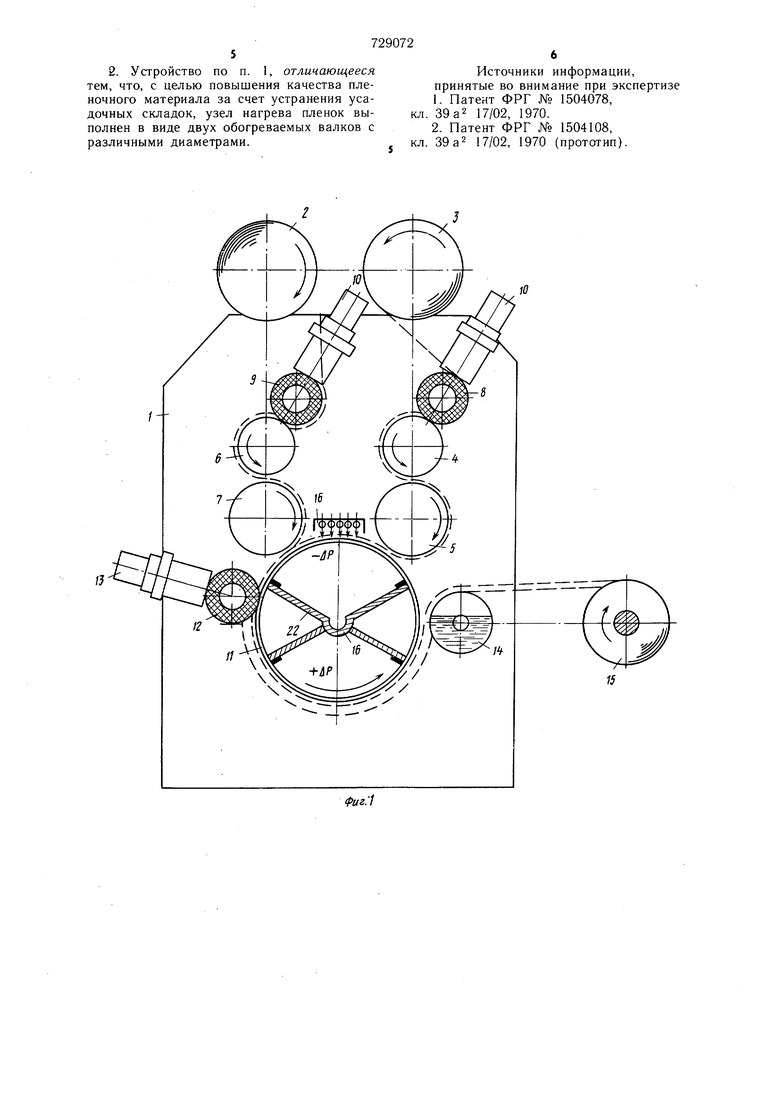
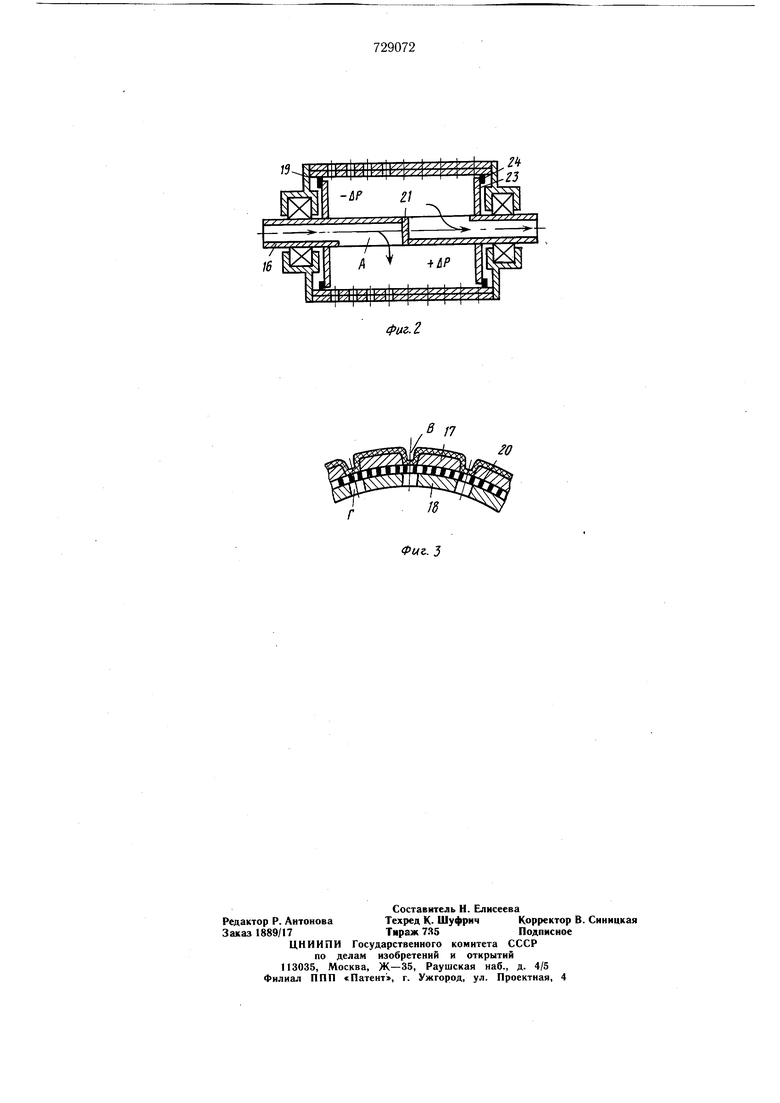
На фиг. 1 изображено устройство в разрезе; на фиг. 2 - формующий барабан, продольный разрез; на фиг. 3 - формующий барабан, частичный поперечный разрез.
Устройство для получения воздухонаполненного пленочного материала содержит смонтированные на станине 1 размоточный узел,,включающий бобины 2 и 3 для пленок, узел нагрева пленок в виде двух групп обогреваемых валков 4, 5 и 6, 7, причем валки 4 и 6 имеют меньший диаметр, два валка 8 и 9, прижимаемые к валкам 4, 6 пневмоцилиндрами 10. На станине 1 смонтированы также формующий барабан 11, дублирующий валок 12, связанный с пневмоцилиндром 13, охлаждающий валок 14, приемный узел 15 и нагреватель 16 формующего барабана 11.
Формующий барабан 11 установлен на полом валу 16, имеющем отверстия А и Б для подвода и отвода рабочей среды, и выполнен в виде двух концентрично расположенных полых цилиндров 17 и 18 с торцовыми стенками 19, разделенных перфорированной прокладкой 20. Наружный цилиндр 17 формующего барабана 11 выполнен с формующими полостями В, а внутренний 18 - с отверстиями Г, расположенными соосно формующим полостям наружного цилиндра 17 и имеющими диаметр, превышающий диаметр перфораций прокладки 20. Полый вал-16 имеет внутреннюю перегородку 21, а также наружные продольные 22 и поперечные 23 перегородки с уплотнениями 24, разделяющие внутреннюю полость формующего барабана 11 на зоны разрежения и избыточного давления, связанные через отверстия А и Б и полые концы вала 16 соответственно с устройствами отсоса и нагнетания (на чертеже не показаны).
Устройство работает следующим образом.
С бобины 3 первая пленка поступает на валки 4 и 5 и нагревается с обеих сторон, при этом валком 8 она прижимается с помощью пневмоцилиндра 10 к валку 4, и, проходя по валку 5, имеющему больший диаметр, растягивается, устраняя тем самым усадочные складки. Далее пленка попадает на формующий барабан 11, на котором происходит формование ячеек за счет перепада давления, появляющегося при отсосе воздуха, например, вакуумнасосом
(на черт, не показан) в период перекрытия формующих полостей В пленкой. Перед подачей пленки на барабан 11 последний нагревается с помощью нагревателя 16.
Одновременно с бобины 2 поступает вторая пленка на валки 6 и 7, имеющие одинаковые геометрические размеры с валками 4 и 5 соответственно. Пленка прижимается к валку 6 валком 9, нагревается до пластического состояния, растягивается и поступает на участок формующего барабана 11
в с отформованной первой пленкой. Затем обе пленки попадают под дублирующий вал 12 и свариваются, при этом в ячейках первой пленки остается закапсулированный воздух.
При дальнейщем вращении формующего барабана 11 пленка попадает на участок зоны избыточногодавления, где охлаждается. Давление воздуха, создаваемое в зоне вентилятором (на черт, не показан ), способствует легкому съему готовой воздухонаполненной пленки с барабана.
После съема с барабана готовая пленка огибает охлаждающий валок 14, где дополнительно охлаждается, после чего посту5 пает в приемное устройство 15.
Предлагаемое устройство обеспечивает увеличение скорости формования и охлаждения пленок, что повышает его производительность. Кроме того оно устраняет возможо ность образования складок на разогретой пленке, что повышает качество готовой продукции.
Формула изобретения
1. Устройство для получения воздухонаполненного пленочного материала из термопластов, содержащее смонтированные на станине размоточный узел, узел нагрева пленок, формующий барабан, установленный на полом валу, имеющем отверстия для подвода и отвода рабочей среды, и выполненный в виде двух концентрично расположенных полых цилиндров с торцовыми стенками, наружный из которых имеет формующие полости, дублирующий и охлаждающий валки и приемный узел, отличающееся тем, что, с целью повышения производительности устройства за счет интенсификации процессов формования и охлаждения пленок, устройство снабжено продольными и поперечными перегородками, закрепленными на полом валу, и перфорированной прокладкой, размещенной между наружным и внутренним цилиндрами формующего барабана, причем внутренний цилиндр выполнен с отверстиями, расположенными соосно формующим полостям наружного цилиндра и имеющими диаметр, превышающий диаметр перфораций прокладки.
2. Устройство по п. 1, отличающееся тем, что, с целью повышения качества пленочного материала за счет устранения усадочных складок, узел нагрева пленок выполнен в виде двух обогреваемых валков с различными диаметрами.
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ № 1504078, кл. 39 а 2 17/02, 1970.
2.Патент ФРГ № 1504108, кл. 39 а2 17/02, 1970 (прототип).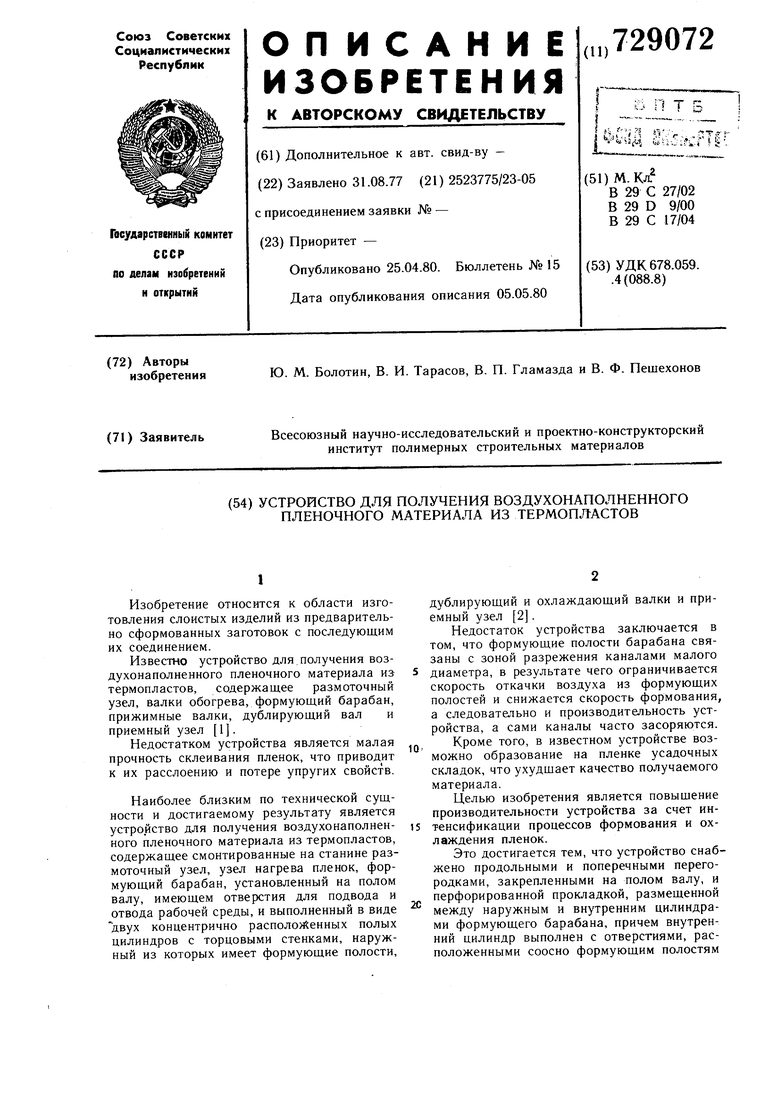

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОЙ АМОРТИЗИРУЮЩЕЙ ПЛЕНКИ | 1992 |
|
RU2031796C1 |
| Способ изготовления газонаполненной амортизирующей полимерной пленки | 1989 |
|
SU1699798A1 |
| Способ изготовления амортизирующего полимерного материала и устройство для его осуществления | 1990 |
|
SU1781084A1 |
| Устройство для резки рулонного материала | 2017 |
|
RU2653749C1 |
| Устройство для изготовления армированных пленочных изделий из полимерных материалов | 1981 |
|
SU956286A1 |
| СОСТАВ ДЛЯ НАНЕСЕНИЯ ФТОРПОЛИМЕРНОГО ПОКРЫТИЯ НА ПОЛИИМИДНУЮ ПЛЕНКУ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СОСТАВА НА ПОЛИИМИДНУЮ ПЛЕНКУ | 2011 |
|
RU2503691C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ПЛЕНКИ, КОТОРАЯ ОРИЕНТИРОВАНА ПОД УГЛОМ К СВОЕМУ ПРОДОЛЬНОМУ НАПРАВЛЕНИЮ | 2009 |
|
RU2498902C2 |
| Устройство для разделения слипшихся слоев рукавных полимерных пленок | 1979 |
|
SU789278A1 |
| ПРОИЗВОДСТВА АРМИРОВАННЫХПЛЕНОК из | 1972 |
|
SU330035A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ВОЗДУШНО-ПУЗЫРЧАТОГО АМОРТИЗАЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2332303C1 |
Фиг. 2
В ,7
/О
