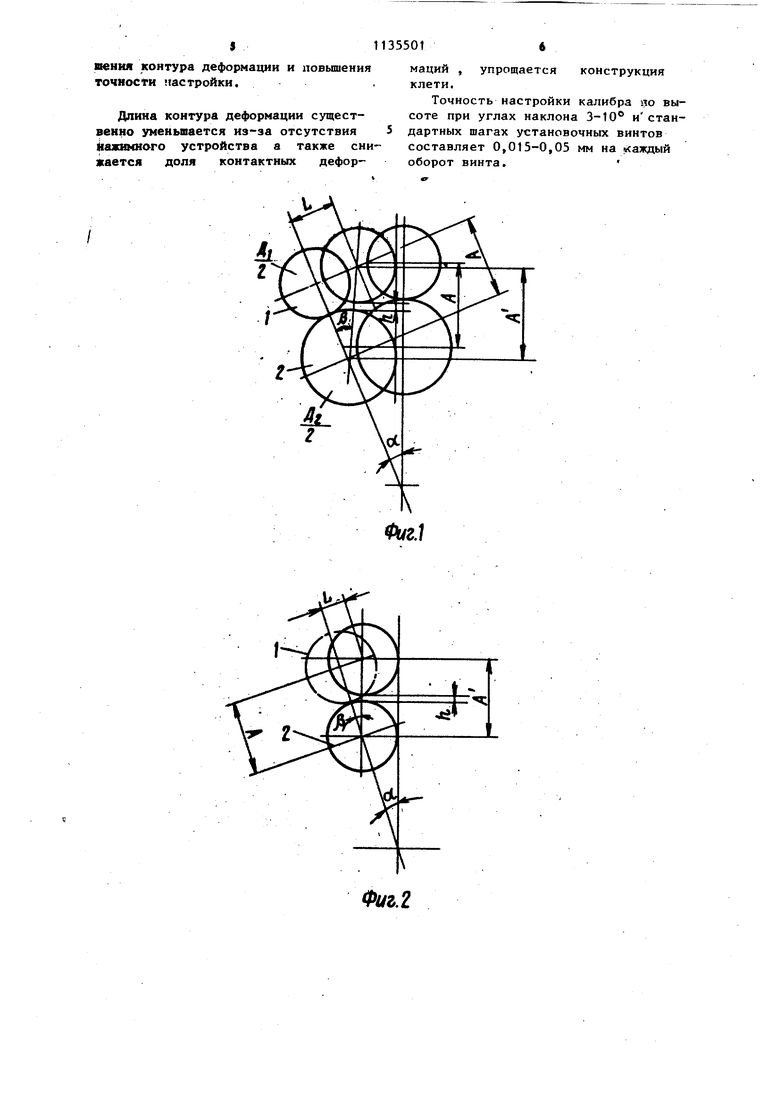
1 Изобретение относится к обработке металлов давлением, например прокатке или болочению, и может быть приме нено для получения сортовых профилей полос и лент. Известен способ прокатки металла нежду холостым и приводным валками, которьй предполагает смещение холос.того валка относительно приводного 2в направлении, противоположном направлению прокатки, что позволяет уменьшить давление на валки и повысить точность прокатки О. Недостаток данного способа - огра ниченная производительность, так как при наличии холостого валка мала величина допустимого обжатия по усло виям захвата металла валками. Наиболее близким по технической сущности к предлагаемому является способ обжатия в валках, включающий настройку калибра по оси и высоте, настройку равных углов полосы на обоих валках и устранение непрямолинейности полосы перемещением по крайней мере одного из валков относительно другого С23. Однако настройку размера калибра по-высоте производят при помощи винтового нажимного устройства, ось винта которого совпадает или параллельна плоскости прокатных валков. Тогда при перемещении по крайней мере одного из валков по или против направления прокатки изменяется расстояние между осями прокатных валков или, что то же, размер калибра по высоте. Это явление снижает производительность за счет уменьшения выхода годного по геометрическим раз мерам. Соответственно высота расточки окна станины для размещения подушек прокатных валков больше их суммарной высоты на величину полного хода нажимного винта. Но деформация | ажимиого винта приводит к увеличению отклонения размера проката от настроечного. Цель изобретения f повышение производительности за счет повышения выхода годного и стабилизации процесса захвата полосы валками. Поставленная цель достигается тем, что согласно способу обжатия в валках, включающему настройку калибра по оси и высоте, настройку равных углов захвата полосы на обоих валках и устранение непрямолиней01ности полосы перемещением по крайней мере одного из валков относительно другого, валок перемещают относительно другого в плоскости, расположенной под углом к-плоскости прокатки, при этом угол предварительно устанавливают путем совместного поворота комплекта валков в вертикальной плоскости, проходящей через ось прокатки, и определяют из выражений 5in(/)-oi) + D2 ZA 2Ь + Б,В2 где Г и D - диаметры прокатных валков;высота калибра; межцентровое расстояние между осями валков; угол совместного поворота валков от вертикали; угол наклона линии, соединяющей центры прокатных валков к плоскости наклона комплекта валков после их совместного поворрта. На фиг. 1 и 2 приведена схема регулировки калибра по высоте; на фиг. 3-7 - варианты исполнения устройств и отдельных его узлов. Верхний 1 и нижний 2 прокатные валки (фиг. 1-3) установлены на подшипниках (не показаны) в подушках 3 и 4, размещенных в прямоугольных расточках станины 5, сопряженной с плитовиной 6 клетки через цилиндрическую опору 7, ось которой совпадает с плоскостью симметрии прямоугольных расточек станины 5. Межцентровое расстояние А между осями прокатных валков 1 и 2, лежащими в плоскости, параллельной оси расточки, равно полусумме диаметров их бочек, и клеть может поворачиваться относительно опоры 7. При повороте клети на угол d относительно вертикальной плоскости или относительно оси прокатки и последующем перемещении по крайней мере одного из прокатных валков относительно другого, например верхнего 1 относительно неподвижного нижнего 2 вала, до положения, когда плоскость, асательная к бочкам валков 1 и 2 ерпендикулярна оси прокатки, измеиится межцентровое расстояние между осями валков до величины А , а следовательно, и высота калибра h (фиг. 1; и 2). В случае равенства диаметров валков (фиг. 2) высота калибра определяется из выражения
Ь А / cos /ь - D ,
где |Ь - угол, равный углу d. , наклона прокатной клети к оси прокатки;
В - диаметр валка. Величины D , А и 1i известны. Следовательно, перед настройкой клет ее необходимо развернуть на угол ct определяемый по известным соотноше- ниям, и переместить по крайней мере однн из валков относительно другого на величину L А t о для получения заданной высоты калибра (фиг. 2). При настройке клети с валками неравного диаметра (фиг. 1) из геометрических отношений находят перемещение L валка, углы наклона клети ot и валков у5 определяют по зависи мостям
; co5/l 2A( -, sll(p-o)D2-D l21 tD/D2 npHDj- D j 5in(d-(5)-D,, ,
где D и В ДИ ГРЬпрокатных валков.
Прокатная клеть (фиг. 3 и А) содержит также устройство 8 осевой регулировки прокатных валков 1 и 2 и устройство 9 их плоскопараллельного перемещения. Ширина прямоугольной расточки станины 5 больше ширины подушек 3 и 4 с накладками 10. На станине 5 закреплен уровнемер 11 угла поворота клети. Станина 5 снабжена кроме того стяжками 12, взаимодействующими с плитовиной 6. На контактирующих поверхностях подушек 3 и 4 установлены съемные прокладки 13, а на противолежащих поверхностях, контактирующих со станиной 5, про- . кладки 14; Устройство 9 снабжено отсчетной шкалой 15.
Настройку клети осуществляют следующим образом.
После установки валков 1 и 2 с подушками 3 и 4 в расточку станины 5 клети и соединения подушек 3 и 4 с устройством 8 осевой регулировки
и устройством 9 их перемещения осуществляют с помощью устройства 8 осевую нас/тройку калибров известным способом. С помощью съемных накладок 10 обеспечивается совмещение плоскости прокатных валков 1 и 2 с осью опоры 7, а прокладками 13 и 14 устанавливают заданное межцентровое расстояние А между валками 1 и 2 при постоянной высоте расточки станины 5. Посредством стяжек 12 станину 5 с валками 1 и 2 поворачивают на расчетный et относительно вертикали и устройством 9 перемещают по крайней мере один валок относительно другого до получения требуемой высоты калибра li . Величину угла поворота определяют по уровнемеру 11, величину перемещенияпо отсчетной шкале 15 устройства 9.
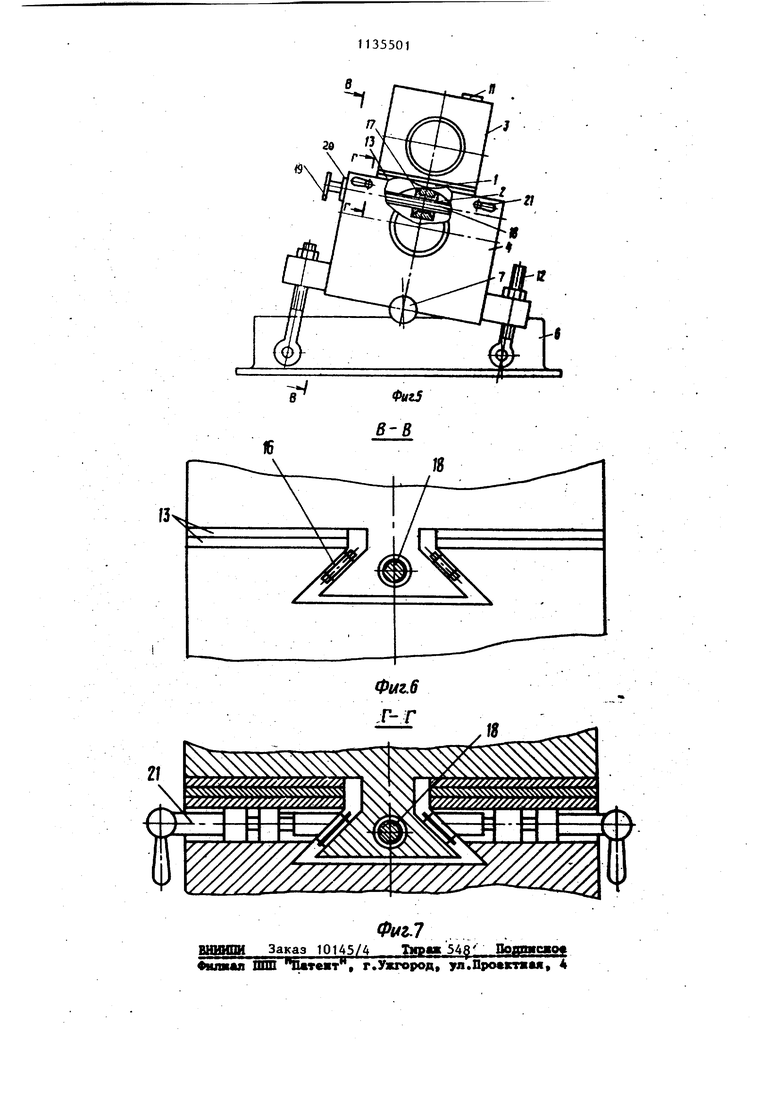
Устройство бесстанинной конструкции (фиг. 5-7) содержит подушки 3 и 4 с установленными в них на подшипниках (не показаны) прокатными валками i и 2, взаимодействующие с нижними подушками 4 цилиндрические опоры 7, опертые на плитовину 6, н стяжки 12, скреплякидие нижние подушки 4 с плитовиной 6. Верхняя 3 и нижняя 4 подушки соединены- посредством пазов, например ласточкиного паза, нд подшипниках 16 качения. Между верхней 3 и нижней 4 подушками установлены съемные прокладки 13 для установки заданного межцентровогр расстояния мезцду валками 2 и 1. В выступающей части нижней прокладки 13 верхней подушки 3 установлена и жестко зафиксирована гайка 17, сопряженная с винтом 18 уст ройства 19 перемещения подушки 3. Устройство 19 перемещения снабжено отсчетной шкалой 20, а верхняя .подУшка 3 - уровнемером 11 угла поворота. Подушки 3 и 4 стопорят от перемещения посредством эксцентриковых фиксаторов 21.
Настройка калибра по высоте аналогична описанной для устройства (фиг. 1-3).Осевой настройки нет, а осевое совпадение калибров достигается соответствующей тгехнологией обработки калибров и их сборки.
Применение предлагаемого способа обеспечивает более высокую производительность и точность геометрических размеров за счет ликвидации возвратно-поступательного перемещения по крайней мере одного из валков, уменьшения контура деформации и повышения точности частройки.
Длина контура деформации существенно уменьшается из-за отсутствия Йажимнаго устройства а также снижается доля контактных деформаций , упрощается конструкция клети.
Точность настройки калибра iio высоте при углах наклона 3-10 и стандартных шагах установочных винтов составляет 0,015-0,05 мм на «каждый оборот винта.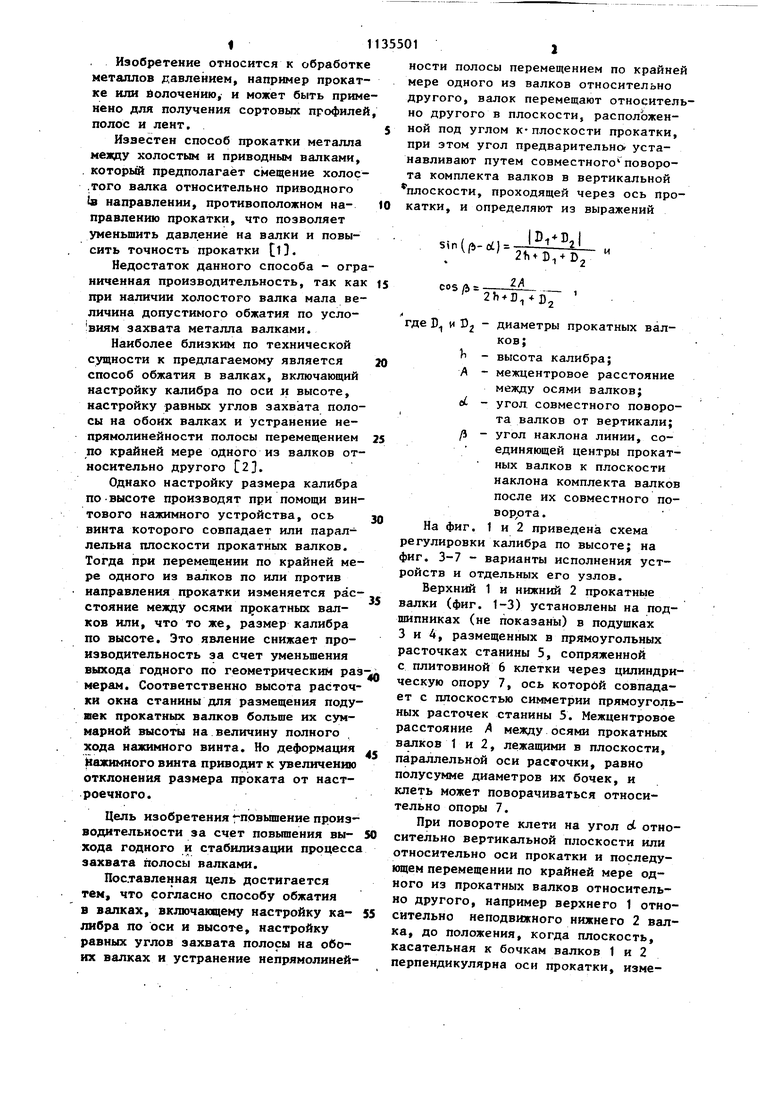

| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1986 |
|
SU1378962A2 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Роликовая клеть | 1983 |
|
SU1135517A1 |
| Рабочая клеть прокатного /роликового/ стана | 1984 |
|
SU1225625A1 |
| Роликовая клеть | 1985 |
|
SU1258525A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Прокатный стан | 1988 |
|
SU1600876A1 |


СПОСОБ ОБЖАТИЯ В ВАЛКАХ, включающий настройку калибра по оси и высоте, настройку равных углов захвата полосы на обоих валках и устранение непрянолинейности полосы перемещением по крайней мере одного из валков относительно другого, о т личающийся тем, что, с целью повьшения производительности за счет повышения выхода годного и стабилизации процесса захвата поносы валками, валок перемещают относительно другого в плоскости, расположенной под углом к плоскости прокатки, при этом угол предварительно устанавливают путем совместного поворота комплекта валков в вертикальной плоскости, проходящей через ось прокатки, и -определяют из выражений |D,-D,| Sin(/i-ot); и 21i + D + Dj 2А C05/i 21.D,.D2 Dj - диаметры прокатных валков; г 1 - высота калибра; А - межцентровое расстояние между осями валков; ot - угол совместного поворота комплекта валков от вертикали; /5 - угол наклона , соединяющей центры Прокатных валков, к плоскости наклона комплекта валков после их совместного поворота. СО СП :д
Фиг. 2
%u5
JSiM
.|
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР | |||
| Способ прокатки металлов | 1978 |
|
SU791435A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
