Изобретение относится к металлургии и может быть использовано при прокатке неравнополочных угловых профилей или подобных профилей. Известен способ прокатки с такой ориентацией исходной заготовки относительно элементов неравнополочного углового профиля, при котором на формирование кромок полок профиля и угла в стыке полок идут грани заготовки ClX Наиболее близким к предлагаемому является способ прокатки неравнополочных угловых профилей, включающий прокатку квадратной заготовки в первом диагональном фасонном калибре с формированием вершины угла в стыке наружных граней полок профиля на верхней стороне раската и выступа и впалхин на нижней стороне раската 123. К недостаткамизвестного способа прокатки неравнополочных уголков следует отнести большие обжатия в черновых фасонных калибрах при прокатке квадратного раската на диагональ, что необходимо для четкого оформления наружного угла в стыке полок. Цель изобретения - качественное выполнение наружного угла стыка поло при меньших обжатиях в черновых калибрах. Поставленная цель достигается тем, что согласно способу прокатки нераанополочных угловых профилей в фасонных калибрах, включающему прокатку квадратной заготовки в .первом диагональном фасонном калибре с фор мированием вершины угла в стыке наружнь1х граней полок профиля на верх ней стороне раската и выступа и впадин на нижней стороне раската, в первом фасонном калибре полут гают си метричный относительно вертикальной оси профиль и задают его во второй фасонный калибр, скантованный верши ной наружного угла в сторону меньше полки на угол, определяемый из выра жения , -г где b - смещение в горизонтальном направлении вершин наружного угла профиля относительно ее положения в первом фасонном калибре; Ь - расстояние от наружного угла профиля до оси его кантовки, причем во втором фясортиом калибре формируют вершину yrjra в стыке наружных граней полок профиля из ребра заготовки и удерживают раскат выступами и впадинами калибра, повторяющими очертания профиля, получаемого из первого фасонного калибра. Преимущества предлагаемого способа прокатки заключаются в улучшении качества оформления угла при вершине полок, что особенно необходимо при прокатке легированиогсз металла, а также в том, что уменьшение величины обжатий металла в черновых калибрах ликвидирует возможные пробуксовки валков и улучшает технико-экономические показатели при прокатке. При использовании предлагаемого способа расширяются возможности прокатных станов в отношении прокатки крупных для данного стана неравнополочных уголков, так как их в этом случае можно прокатывать с меньшими суммарными обжатиями, ч,ем по известному способу. Основные приемы способа прокатки разработаны и испытаны на стане 500 при прокатке неравнополочных уголков 160/100 с толщинами полок 9, 10, 12, 14 мм. При этом даже при прокатке таких крепких марок стали, как 10Г2С1, 09Г2Д,- ЮХСНД, угол при вершине выполняется в пределах, допускаемых стандартом, тогда как при применявшемся ранее способе прокатки с ориентацией в угол в стыке полок граней заготовки качество выполнения угла при вершине значительно хуже. На фиг. 1-4 представлена последовательность прокатки профиля в черновых фасонных калибрах. При прокатке во втором фасонном калибре раскат кантуется на угол, определяемый соотношением 4ci . где Ъ - отклонение вершины следующего по ходу прокатки калибра от вертикали, проходящей через центр поворота раската; Ь - расстояние от центра поворота раската до его вершины. Для предупреждения раската от сваливания в первом и втором фасонных калибрах на ручьях верхнего 1 и нижнего 2 валков предусматриваются выемки 3, а па нижнем ВЛ.ЧКР - и выступы 4, удерживающие раскат. Во и IopoM фасонном калибре пыступы и вырмки
3I
на ручьях нерхнечо и нижнего RJIMKOB повторяют соответструняцир очертания первого фасонного калибра в повернутом на угол сс положении. В ттом случае раскат четко фиксируется ими при прокатке, что обеспечивает устойчивость процесса.
При прокатке по предлагаемому способу отпадает необходимость в смятиИ верхнего угла квадратного раската при прокатке его на диагональ, как это предусмотрено в известном способе, так как этот угол раската смещается в угол калибра, определяющий стык полок профиля. За счет этого облегчаются условия захвата металла и улучшается оформление угла при вершине неравнополочного углового профиля, что положительно сказывается особенно при прокатке легированного металла.
Пример. Прямоугольную заготовку сечением 160x190 мм нагревают до 1200 С и прокатывают в ящичном калибре (фиг. 1) до сечения 170х 170 мм. Затем раскат раскантовывается на А5 (как показано на фиг. 1 пунктиром), и прокатывается в первом фасонном калибре на диагональ, в этом калибре происходит смятие нижнего угла раската. После прокатки в первом фасонном калибре (фиг. 2) раскат самопроизвольно раскантовывается вершиной в сторону малой полки неравнополочного уголка на угол 180 (показано на фиг. 2 пунктиром)
-,74
тт р таком положении прокатывается во втором фасонном калибре (фиг.. 3), ориентируя получентте кромок полок и угла при вершине профиля из углов заготовки.
Использование предлагаемого способа прокатки неравнополочньгх угловых профилей обеспечивает улучшение оформления угла в стыке полок, так как величины вертикального обжатия металла в этой области значительно больше, чем по известньп -( способам, уменьшение величины обжатия в черновых калибрах;, так как исключается смятие верхнего угла раската из калибра (фиг. 2), как это предусматривается известнь1м способом прокатки, за счет чего расширяются возможности прокатных станов в отношении прокатки крупных угловых профилей. Кроме того, расширяются возможности прокатных станов в отношении прокатки крупных неравнополочньгх уголков, так как профили можно прокатать при меньших сзммарных .обжатиях и с лучшим оформлением чем по известному способу.
Экономический эффект получится, как и в диагональном методе,- за счет ориентации в кромки полок углов заготовки, так как при этом на кромках исчезнут трещины, ликвидируется огневая зачистка заготовки перед прокаткой и сократится расход металл на единицу продукции.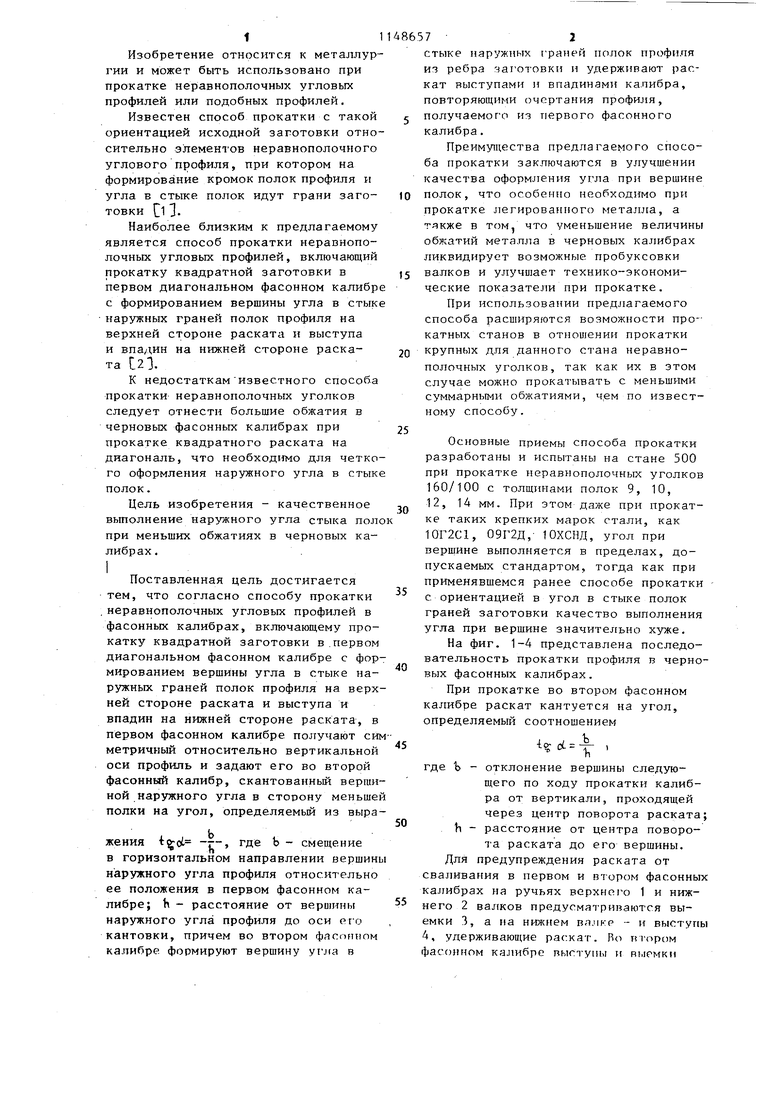
| название | год | авторы | номер документа |
|---|---|---|---|
| НОВЫЙ СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288048C1 |
| Способ прокатки несимметричных профилей швеллерной формы | 1986 |
|
SU1400675A1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| Способ прокатки угловой стали | 1987 |
|
SU1447435A1 |
| СПОСОБ ПРОИЗВОДСТВА ФАСОННЫХ ПРОФИЛЕЙ | 2001 |
|
RU2212288C1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1993 |
|
RU2103078C1 |
| СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2004 |
|
RU2254942C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ ШВЕЛЛЕРНОЙ ФОРМЫ | 1997 |
|
RU2133159C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| Способ прокатки угловых профилей | 1987 |
|
SU1424878A1 |
СПОСОБ ПРОКАТКИ НЕРАВНОПОЛОЧНЫХ УГЛОВЫХ ПРОФИЛЕЙ в фасонных калибрах, включающий прокатку квадратной заготовки в первом диагональном фасонном калибре с формированием вершины угла в стыке наружных граней полок профиля на верхней стороне раската и выступа и впадин на нижней стороне раската, отличающийс я тем, что, с целью качественного выполнения наружного угла стыка полок при меньших обжатиях в черновых калибрах, в первом фасонном калибре получают симметричный относительно вертикальной оси профиль и задают его во второй фасонный калибр, скантованньй вершиной наружного угла в сторону меньшей полки на угол, опреде.пяемый из выражения i ot « где Ъ - смешение в горизонтальном направлении вершины наружного угла профиля относительно ее положения в первом фасонном калибре; Ь расстояние от вершины наружного угла профиля до оси его кантовки, причем, во втором фасонном калибре формируют вершину угла в стыке наружных граней (Л полок профиля из ребра заготовки и удерживают раскат выступами и впадинами калибра, повторяющими очертания профиля, получаемого из первого фасонного калибра. СХ) О) ел Nj
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Научно-технический бюллетень института | |||
| Черметинформация, 1961, № 17, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, рис | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
