Изобретение относится к обработке металлов давлением н может быть использовано при изготовлении изделий с винтовым профилем, например концевого инструмента типа сверл.
Известен способ прокатки изделий с винтовой поверхностью, при котором производят нагрев прутка до температуры горячей деформации и последующую прокатку за один рабочий ход с помощью нескольких деформирующих инструментов, образующих замкнутый контур вокруг прутка, при этом оси деформирующих инструментов устанавливают под углом к оси лрутка. Недостатком известного способа является высокое требование к пластичности материала при температуре вальцовки, неуправляемось шагом прокатываемых винтовых поверхностей и малый запас прочности .прокатанного инструмента при диаметре свыше 15 мм.
Известен способ прокатки изделий с винтовой поверхностью типа сверл, при котором конец нагретой прутковой заготовки фиксируют в осевом налравлении, подают в зону деформации и деформируют за один рабочий ход несколькими деформирующими инструментами, образующими замкнутый контур вокруг прутковой заготовки. При прокатке изделий, зафиксированных только в осевом направлении, по известному способу малейщее торможение прутка нарущает правильность винтовой канавки, а в конце прутка профиль канавки становится некачественным, поэтому заготовку надо выбирать больше, чем длина изделия, чтобы отрезать конец с некачественным профилем канавки.
Целью изобретения является повышение
10 качества изделий и сокращение расхода металла.
Поставленная цель достигается тем, что в качестве деформирующих инструментов используют планетарные головки с роликами, перед деформированием конец заготовки дополнительно фиксируют в радиальном направлении, одновременно с подачей в зону деформации заготовку приводят во вращение, а деформирование осуществляют в
20 направлении от свободного конца заготовки к зафиксированному.
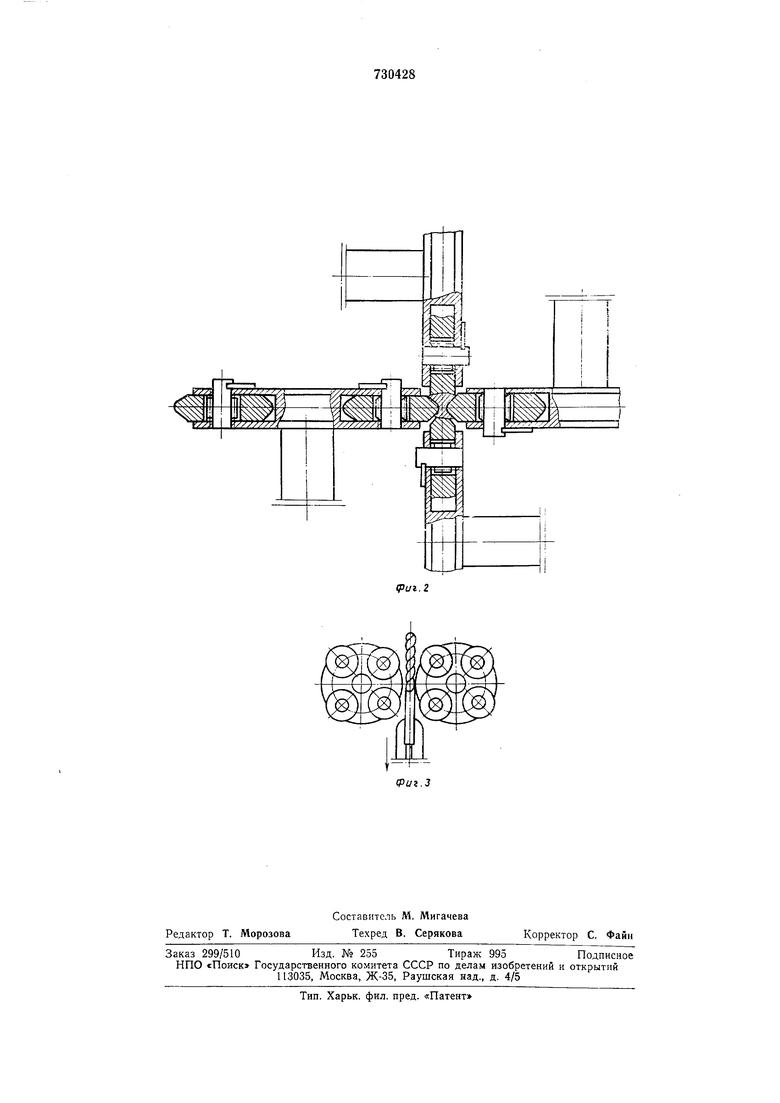
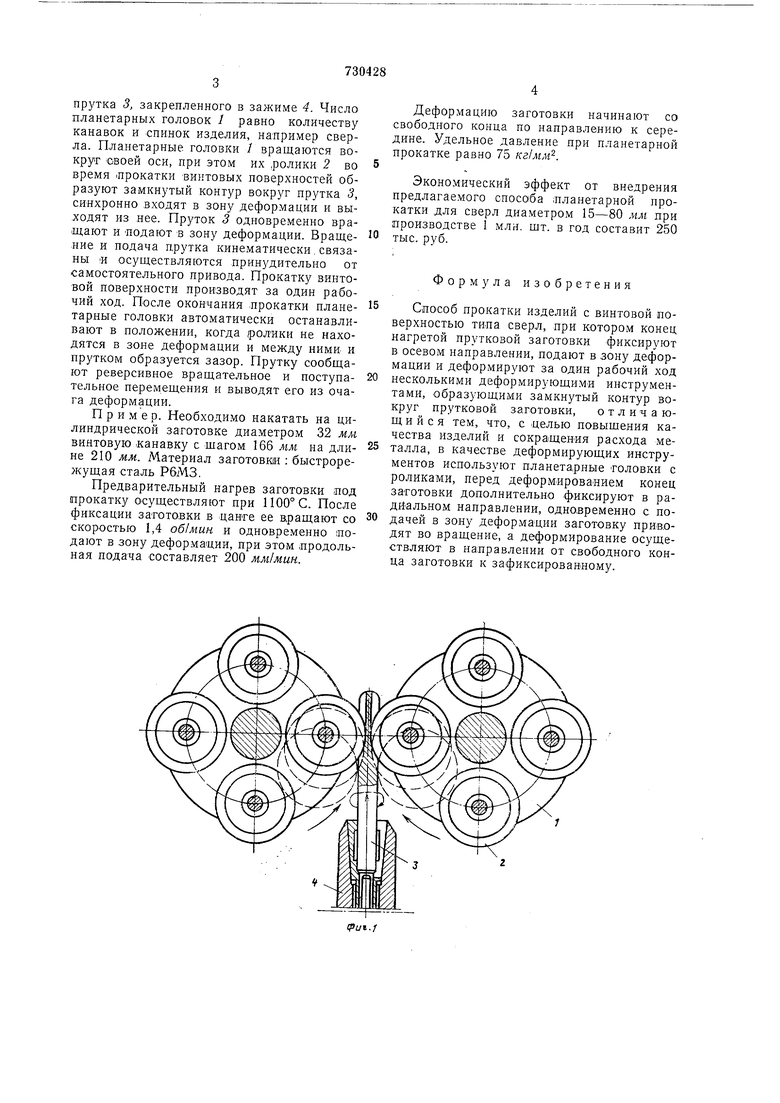
На фиг. 1 показано схематически образование винтовых новерхностей на прутке; на фиг. 2 - то же, вид сбоку; на фиг. 3-
25 положен)1е роликов планетарной головки при реверсе прутка.
Способ прокатки изделий с винтовой поверхностью осуществляют в клети планетарными головками / с роликами 2, располо30женными под углом к оси прокатываемого
прутка 3, закрепленного в зажиме 4. Число планетарных головок / равно количеству канавок и .спинок изделия, например сверла. Планетарные головки / вращаются вокруг Овоей оси, яри этом их .ролики 2 во время лрокатки винтовых поверхностей образуют замкнутый контур вокруг прутка 3, синхронно входят в зону деформации и вы.ходят из нее. Пруток 3 одновременно вращают и -подают в зону деформации. Вращение и подача друтка кинематически.связаны и осуществляются принудительно от самостоятельного привода. Прокатку винтовой поверхности производят за один рабочий ход. После окончания .прокатки планетарные головки автоматически останавливают в положении, когда /ролики не находятся в зоне деформации и между ними и прутком образуется зазор. Прутку сообщают реверсивное вращательное и поступательное перемещения и выводят его из очага деформации.
Пример. Необходимо накатать на цилиндрической заготовке диаметром 32 мм винтовую -канавку с шагом 166 мм на длине 210 мм. Материал заготовки : быстрорежущая сталь Р6МЗ.
Предварительный нагрев заготовки под прокатку осуществляют при 1100° С. После фиксации заготовки в цанте ее в,ращают со скоростью 1,4 об/мин и одновременно подают в зону деформации, при этом продольная подача составляет 200 мм/мин.
Деформацию заготовки начинают со свободного конца по направлению к середине. Удельное давление при планетарной прокатке равно 75 кг/мм.
Экономический эффект от внедрения предлагаемого способа планетарной прокатки для сверл диаметром 15-80 мл1 при производстве I млн. шт. в год составит 250 тыс. руб.
Формула изобретения
Способ прокатки изделий с винтовой поверхностью типа сверл, при котором конец нагретой прутковой заготовки фиксируют в осевом направлении, подают в зону деформации и деформируют за один рабочий ход несколькими деформирующи.мй инструментами, образующими замкнутый контур вокруг прутковой заготовки, отличающийся тем, что, с .целью повышения качества изделий и сокращения расхода металла, в качестве деформирующих инструментов используют планетарные головки с роликами, перед деформ.ирова-нием конец заготовки дополнительно ф.иксируют в радИальном направлении, одновременно с подачей в зону деформации за.готовку приводят во вращение, а деформирование осуществляют в направлении от свободного конца заготовки к зафиксированному.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| ИНСТРУМЕНТ ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1993 |
|
RU2109590C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1995 |
|
RU2091189C1 |
| Плоскопрокатный автомат | 1979 |
|
SU837523A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2721253C1 |
| Способ получения сплошных прутков | 1990 |
|
SU1776468A1 |
| Валковое устройство | 1987 |
|
SU1459802A1 |
| Автомат для поперечной прокатки | 1988 |
|
SU1588472A1 |
| ИНСТРУМЕНТ ДЛЯ ПРОДОЛЬНО-ВИНТОВОЙ ПРОКАТКИ | 1971 |
|
SU415076A1 |