1
Изобретение относится к оборудованию для Производства изделий с винтовой канавкой, преимуодественно сверл, прокаткой.
Известен инструмент для продольно-винтовой прокатки изделий с винтовой канавкой, преимущественно сверл с симметричным профилем поперечного сечения на сдвоенной заготовке, содержащий пару диаметрально расположенных «спиночных и пару «канавочных сегментов, установленных относительно оси прокатки под углом, соответствующим углу винтовой канавки прокатываемого изделия.
Однако таким инструментом прокатывают большой процент сверл с искривлением продольной оси.
Для уменьшения прогиба продольной оси заготовки в предлагаемом инструменте «спиночные сегменты выполнены с длиной рабочей поверхности, большей длины рабочей поверхности «канавочных сегментов, и установлены со смещением рабочих поверхностей преимущественно на половину разности углов сегментов.
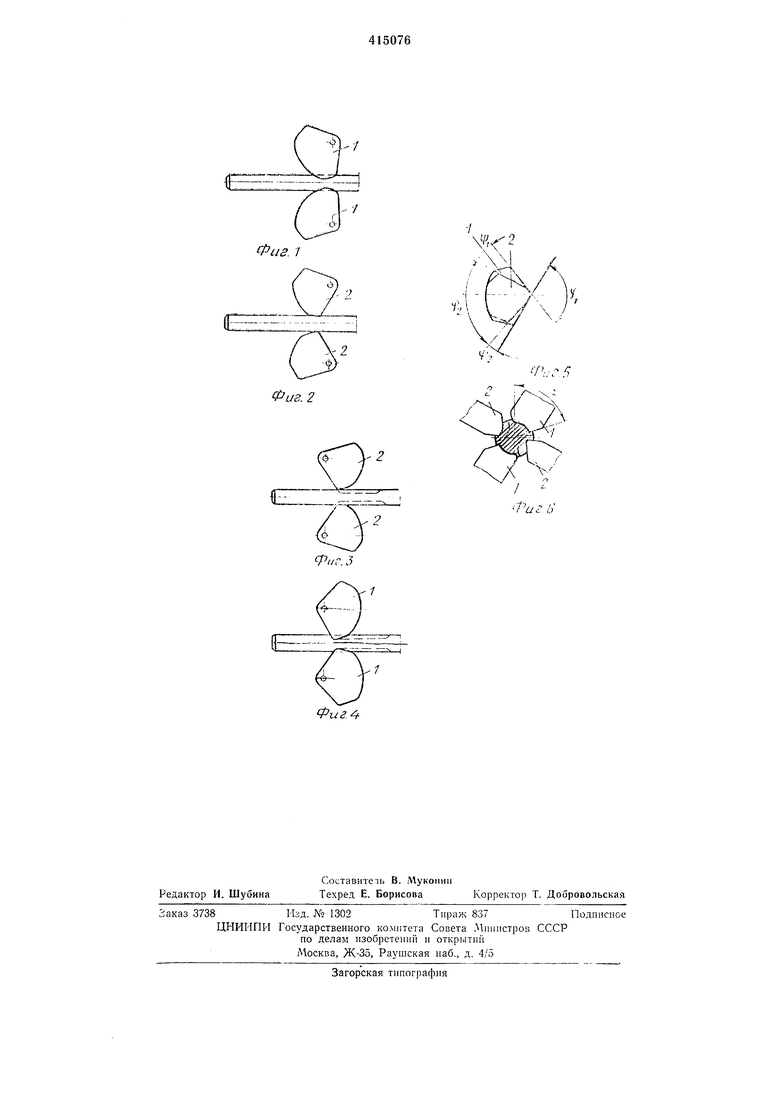
На фиг, 1 и 2 показана схема установки двух нар прокатных сегментов описываемого станка, иллюстрирующая их относительное положение в момент входа в прокат «канавочной пары, формирующей профиль канавочных поверхностей сверла; на фиг. 3 и 4 - то же, относительное положение обеих пар сегментов
в момент выхода из проката «канавочной пары сегментов; на фиг. 5 - исполнение и относительное положение на шпинделях сегментов; на фиг .6 - поперечное сечение изделия в зоне деформирования его инструментами.
Длина дуги ф1 рабочего участка сегментов «спиночной пары (фиг. 5) больше соответствующей длины сегментов ф2 «канавочной пары на длину дуги, определяемую суммой заходного и выходного участков сниночного профиля.
Ф1 Р2 + Vi -Ь
Сегменты 1 спиночного профиля характерны тем, что формируют участки сверла с небольщим перепадом профиля по высоте и вследствие этого оказывают на прокат сравнительно небольшие деформирующие усилия, но имея при этом большой угол контакта е
(фиг. 6) с прокатываемой заготовкой, обеспечивают правильную установку заготовки по отношению к этой паре сегментов.
Когда в прокат внедряется вторая пара - «канавочные сегменты 2, формирующие профиль с большим перепадом по высоте и воздействующие на прокат с большими деформирующими усилиями, они встречают заготовку, уже обжатую «спиночными сегментами (подобно своеобразной подвижной цанге); заготовка вследствие этого приобретает дополнительную жесткость и оказывает большее сопротивление изгибу и уводу при воздействии на нее неуравновешенных сил, возникаюш;их при неодновременном вводе канавочных сегментов.
В пронессе прокатки заготовок с симметричпым профилем таким же важным моментом оказывается последовательность выхода из проката сегментов «спиночной и «канавочной пары.
Наименьший изгиб оси проката получается при выводе из него первыми сегментов «канавочной пары (фиг. 4), так как при неуравновешенности сил, возникающих при выходе ceiментов «капавочпой пары, заготовка, находясь в контакте с сегментами «спиночной пары и поддерживаемая ими, приобретает большую жесткость, препятствуюш;ую ее изгибу и уводу.
Предмет изобретения
Инструмент для продольно-винтовой прокатки изделий с винтовой; канавкой, нреимуш,ественно сверл с симметричнылг профилем поперечного сечения на сдвоенной заготовке, содержаш,ей пару диаметрально расположенных «сниночных и пару «канавочных сегментов, установленных относительно оси прокатки под углом, соответствуюш,им углу винтовой канавки прокатываемого изделия, отличающийся тем, что, с целью уменьшения прогиба продольной оси заготовки, «спиночные сегменты выполнены с длиной рабочей поверхг ности, большей длины рабочей поверхносги «канавочных сегментов, и установлены со смешением рабочих поверхностей преимущественно на половину разности углов сегментов.
l
-, . „-..-ь.
. 7
Фиг. 2
Фиг S
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ винтовой прокатки спиральных сверл | 1960 |
|
SU132183A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| СПОСОБ ПРОДОЛЬНО-ВИНТОВОЙ НАКАТКИ СПИРАЛЬНЫХ ИЗДЕЛИЙ | 1971 |
|
SU292392A1 |
| Станок для фрезерования канавок и спинок спирального сверла | 1986 |
|
SU1349893A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| ЗАЖИМНОЙ ПАТРОН ДЛЯ ЦЕНТРОВАНИЯ СВЕРЛ С ПРОКАТАННОЙ РАБОЧЕЙ ЧАСТЬЮ | 1970 |
|
SU262587A1 |
| Способ прокатки изделий с винтовой поверхностью | 1977 |
|
SU730428A1 |
| СПОСОБ ПРОКАТКИ ПЛАШКАМИ ИЗДЕЛИЙ С ВИНТОВОЙ | 1973 |
|
SU384590A1 |
| Автомат для обработки изделий | 1982 |
|
SU1174233A1 |
| СПОСОБ И ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ СТАЛЬНЫХ ТРУБ | 2008 |
|
RU2401708C2 |