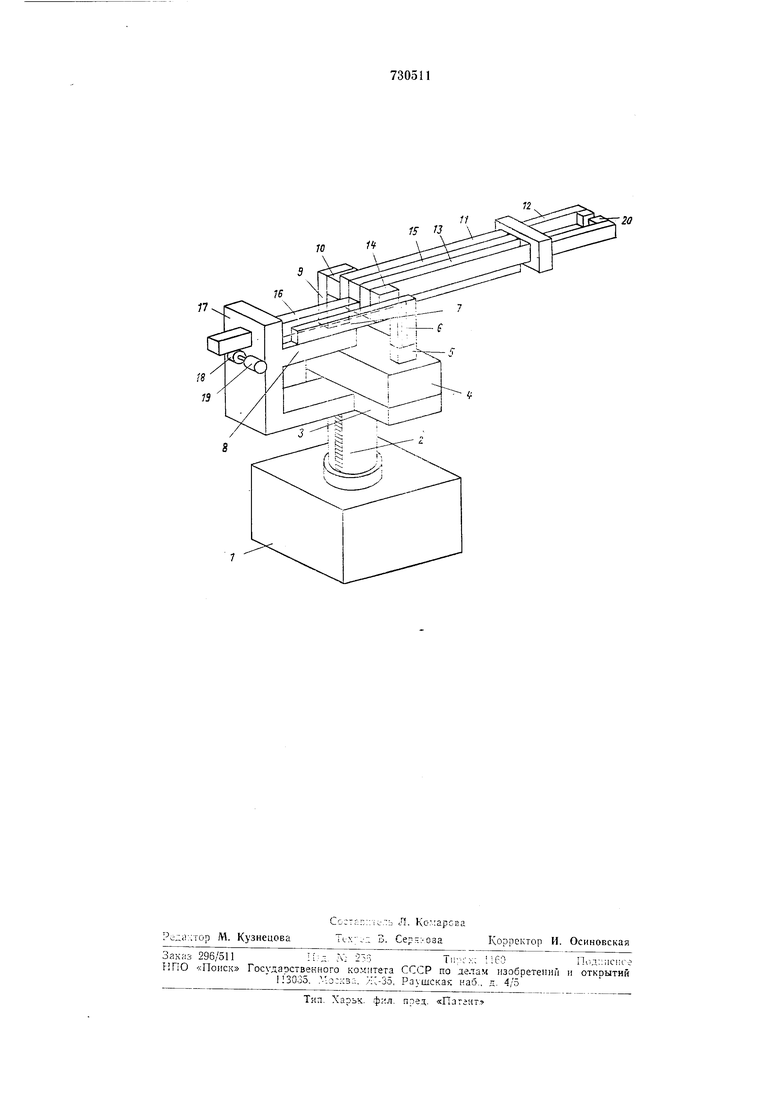
которой закреплен .неподвижный токосъемник 10, контактирующий с токопроводом // сварочных клещей 12. На другом токопроводе 13 закреплен подвижный токосъемник 14. Токопроводы // .и 13 смонтированы на плите 15 направляющей 16, расположенной в корпусе 17 платформы 3. С рейкой направляющей 16 связана щестеряя 18 шагового привода 19. На плите -16 закреплены клещи 12. Электрододержатели клещей связаны с токопроводами // и 13 и снабжены электродами 20. Длина шииы 6 равна пути перемещения клещей 12. В данном случае рассматривается рабочая длина, т. е. длина свободного конца 7 шины 6. Шина 9 установлена перпендикулярно к свободному конну 7 шины 6.
Работает .промышленный робот для контактной точечной сварки следующим образом.
Перед началом работы в зависимости от принятой схемы сварки изделия составляется программа перемещений сварочных клещей. В качестве лрограммоносителя используются известные устройства. После составления программы изделие подают на рабочую нозицию и включают робот. Сварочные клещи приводом 19 согласно заданной программе перемещают в исходное положение и дается команда на привод сжатия клещей 12, который электродами 20 сжимает свариваемую точку изделия. После этого включается сварочный ток и указалная точка сваривается. По окончании сварочные клещи перемещают на следующую точку и процесс сварки повторяется до полной приварки частей изделия, расположенных на заданном уровне в горизонтальной плоскости. При распололСении свариваемых точек под углом включается ло заданной программе привод поворота платформы, а при расположении точек по вертикали включается привод подъема или опускания платформы 3. Независимо от .места расположения клещей обеспечивается постоянная
длина сварочного контура, равная 21, где / - рабочая длина свободного конца 7 щины 6, равная рабочей длине токопровода //, соответствующие рабочему ходу сварочных клещей 12. Например, при увеличении токопровода // при перемещ-енин сварочных клещей 12 вправо автоматически уменьщается длина щины 6 и наоборот.
Таким образом, промышленный робот для контактной точечной сварки позволяет сократить длину сварочного ко.нтура в два раза, а дл.ину токопроводов в 1,6 раза по сравнению с известными решениями, так как используется только одна рабочая шина силового модуля вместо трех. Это дает возможность снизить мош.ность трансформатора и расход электроэнергии, а также - цветных металлов.
Формула изобретения
Промышленный робот для контактной точечной сварки, содержащий установленные на станине с возможностью вертикального перемещения и поворота сварочные клещи, соединенные токапроводами при помощи токосъемников с шинами сварочного трансформатора, отличающийся тем, что, с целью сокращения длины сварочного контура и токопроводоБ, одна из щин выполнена Г-образной, ее свободный конец направлен в сторону, противоположную сварочным клещам, вторая шина расположена перпендикулярно к свободному концу первой шииы и соответствующий ей токосъемник неподвижно закреплен на ней.
РТсточники информации, принятые во внимание при экспертизе:
1.Кочановский Н. Я. Машины для контактной электросварки, М.-Л., Госэнергоиздат, 1954, с. 318, фиг. 12-38.
2.Патент ФРГ .Yg 2233372, кл. В 23 К 11/10, 1975.
w
11
15 rj
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точеч-НОй СВАРКи | 1977 |
|
SU795812A1 |
| Устройство для контактной точечной сварки | 1979 |
|
SU941077A1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2008 |
|
RU2399468C2 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| Сварочные клещи для контактной точечной сварки | 1985 |
|
SU1291333A1 |
| Устройство для контактной точечной сварки | 1977 |
|
SU778970A1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2346794C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2304498C2 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ | 1997 |
|
RU2129481C1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИЕр, р,-ч f^,,.-, .^ ,f*^i—4-*4».''i\,,-OJ-i ,-л '••; ;1А1ЕНТНО^ГЕА;{::г:П"Л-^: | 1971 |
|
SU307868A1 |