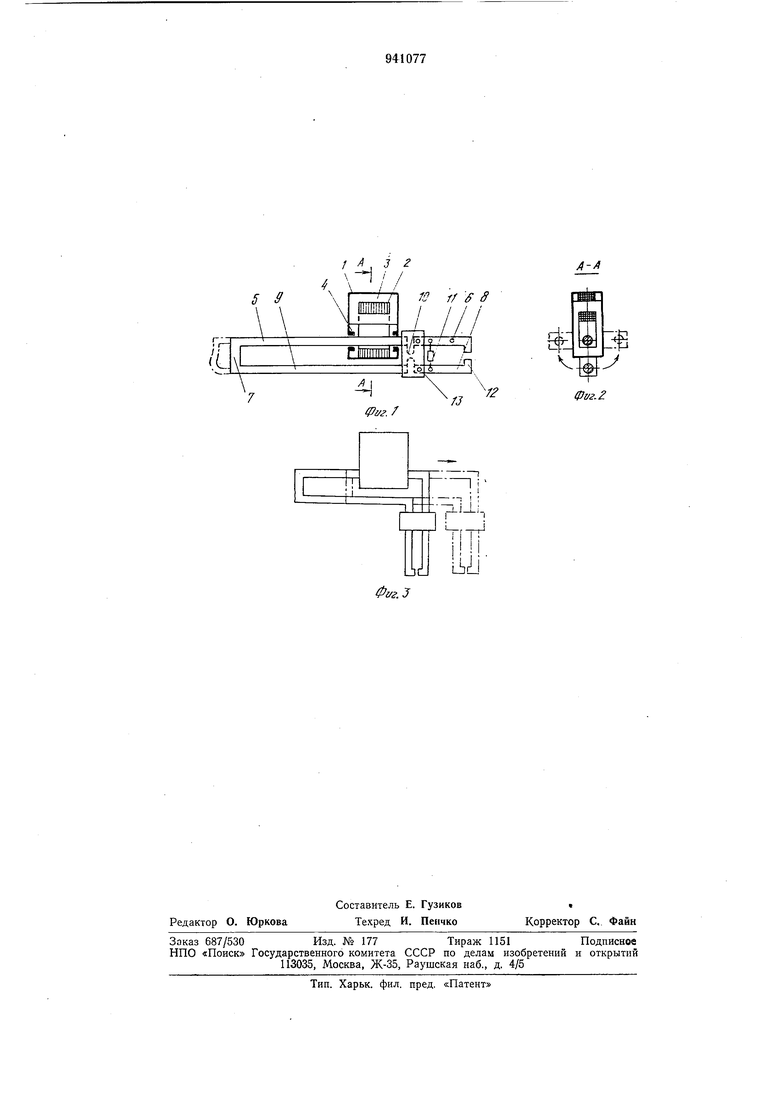
Токопроводы 5 и 9 соединены гибкими шинами ,10 с электрододержателями 6 и 8, связанными с ириводом 11. Электрододержатели 6 и 8 снабжены электродами 12. Электрододержатели 6 и 8 с электродами
12и привод сжатия 11 образуют сварочные клещи 13.
Работает устройство следующим образом.
Для сварки заданных точек изделия электроды 12 ориентируют в нространстве относительно свариваемых точек. У подвесных машин это выиолняется вручную, а при установке устройства на промышленный робот - приводами перемещения по заданной программе. Для этого устройство выводится в исходное положение, и клещи
13с электродами 12 гаеремещаются к исходной точке. При этом токопроводы 5 и 9 вторичного витка перемещаются относи тельно магнитопровада 3 трансформатора. Как только электроды 12 достигнут заданной точкн, перемещение прекращ ается, по команде привод 11 сжимает электродами 12 изделие и осуществляется сварка. Вслед за эти1М электроды 12 р-азжимаются, и клещл перемещаются на требуемый шаг для постановки следующей точки.
При расположении свариваемых точек под углом к горизонтальной плоскости клещи 13 поворачиваются на оси - токопроводы 5 на требуемый угол, и электроды 12 выводятся на заданную точку. Затем клещи 13 пол этим же углом 1перемещают к следующей точке и т. д. до окончаиия сварки всех заданных точек, но уже в прямоугольной системе координат.
Если группа свариваемых точек расположена, например, в горизонтальной плоскости, то в этом случае электроды 12 перемещаются в цилиндрической системе координат, т. е. каждый раз после сварки очередной точки электроды 6 поворачивают на заданный угол.
Сочетая перемещение электродов 12 в прямоугольной системе координат с вращением их в цилиндрической системе коордииат, можно обеспечить сварку точек, 5 расположеиных в пространстве в различных комбинациях.
Изобретение позволяет обеспечить электродам дополнительную степень свободы движения относительно магнитопровода 0 трансформатора. Эт,о позволяет прн неподвижном трансформаторе вращать электроды в цилиндрической системе координат, сочетая это движение с перемещением электродов относительно магнитопровода, что значительно р(асщиряет технологические возможности устройства и увеличивает производительность.
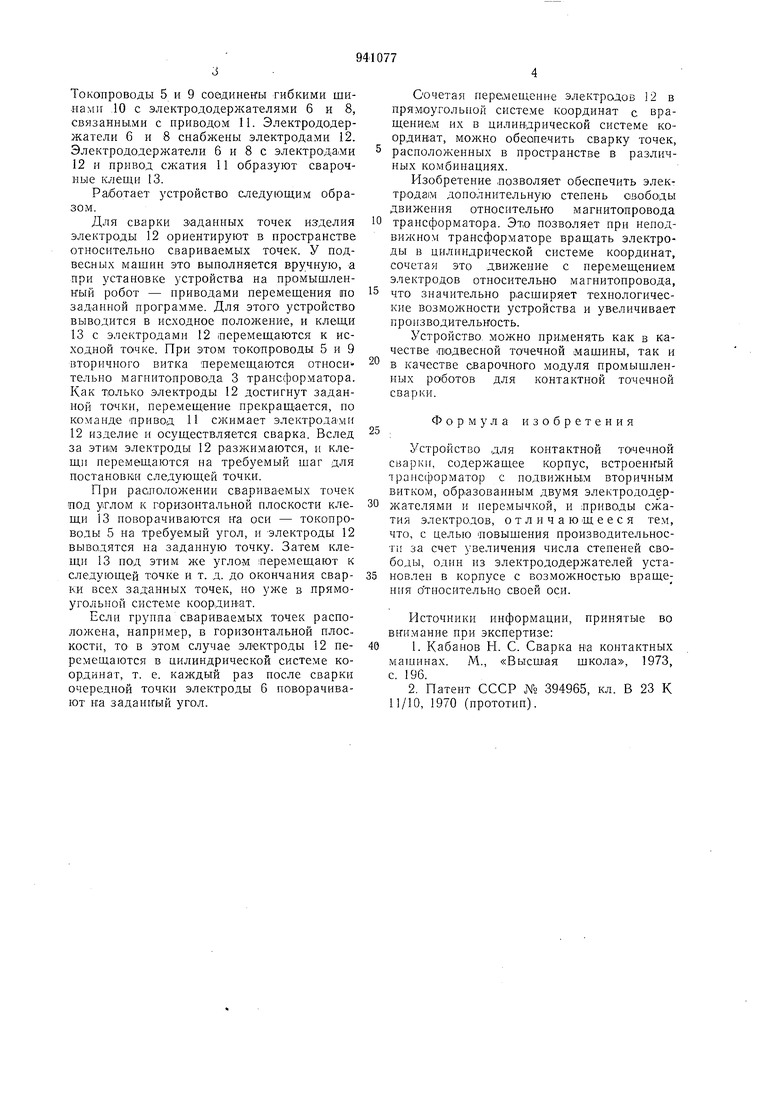
Устройство, можно применять как в качестве подвесной точечной машины, так и
В качестве сварочного модуля промышленных роботов для контактной точечной сварки.
Формула изобретения
Устройство для контактной точечной сварки, содержащее корпус, встроенный трансформатор с подвижным вторичным витком, обр(азоваиным двумя электрододержателямн и перемычкой, и приводы сжатия электродов, отличающееся тем, что, с целью повыщения производительности за счет увеличения числа степеней свободы, один из электрододержателей устаиовлен в корпусе с возможностью враще НИИ Относительно своей оси.
Источники информации, принятые во внимание при экспертизе:
1. Кабанов Н. С. Сварка на контактных машинах. Л ., «Высщая щкола, 1973, с. 196.
2. Патент СССР 394965, кл. В 23 К 11/10, 1970 (прототип).
:
S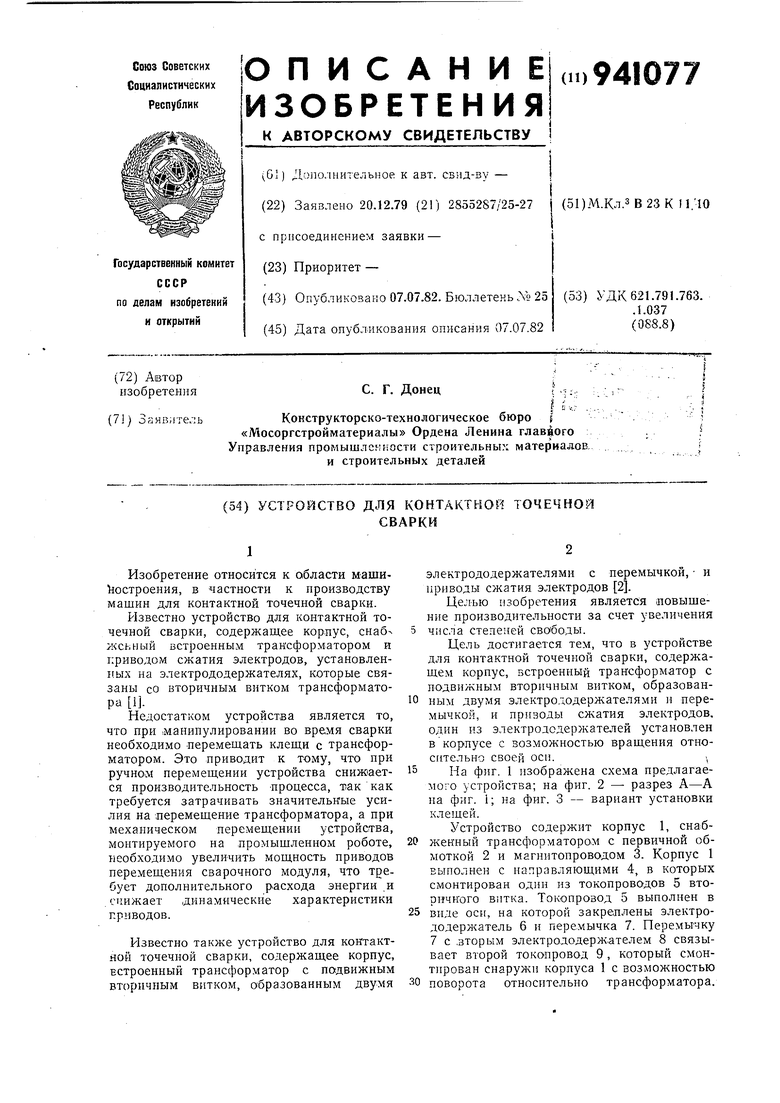
| название | год | авторы | номер документа |
|---|---|---|---|
| Промышленный робот для контактной сварки | 1978 |
|
SU730511A1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2013 |
|
RU2542187C2 |
| Сварочные клещи для контактной точечной сварки | 1985 |
|
SU1291333A1 |
| Устройство для контактной точеч-НОй СВАРКи | 1977 |
|
SU795812A1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2304498C2 |
| Устройство для контактнойТОчЕчНОй СВАРКи | 1978 |
|
SU799928A1 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1815076A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ УЗЛОВ | 1995 |
|
RU2100160C1 |
| Способ обучения промышленного робота | 1985 |
|
SU1340956A1 |
| СВАРОЧНЫЕ КЛЕЩИ | 2009 |
|
RU2449869C2 |