(54) УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИЕр, р,-ч f^,,.-, .^ ,f*^i—4-*4».''i\,,-OJ-i ,-л '••; ;1А1ЕНТНО^ГЕА;{::г:П"Л-^: | 1971 |
|
SU307868A1 |
| Промышленный робот для контактной сварки | 1978 |
|
SU730511A1 |
| Сварочные клещи для контактной точечной сварки | 1985 |
|
SU1291333A1 |
| Клещи для контактной точечной сварки | 1977 |
|
SU737161A1 |
| Устройство для контактной точечной сварки | 1979 |
|
SU941077A1 |
| СВАРОЧНЫЕ КЛЕЩИ | 2009 |
|
RU2449869C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| Клещи для сварочных точечных машин | 1986 |
|
SU1375421A1 |
| Устройство для контактной точечной сварки | 1977 |
|
SU778970A1 |
| Устройство для контактной много-элЕКТРОдНОй СВАРКи | 1978 |
|
SU795814A1 |
1
Изобретение относится к машиностроению, в частности к производству оборудования для контактной сварки.
Известно устройство для контактной точечной сварки, содержащее консоли с электродами, размещенные на корпусе, сварочный трансформатор, вторичный виток которого соединен через гибкие шины, контакты и подпружиненные приводные толкатели с электродами 1.
Однако данное устройство не позволяет вращать консоли с электродами, что снижает маневренность и технологические возможности устройства.
Цель изобретения - обеспечение вращения.
Указанная цель достигается тем, что корпус выполнен с полыми осями, на которых установлены с возможностью вращения консоли, внутри осей размещены толкатели с контактами, при этом корпус снабжен закрепленными с наружных сторон консолей вилками, в которых установлены толкатели.
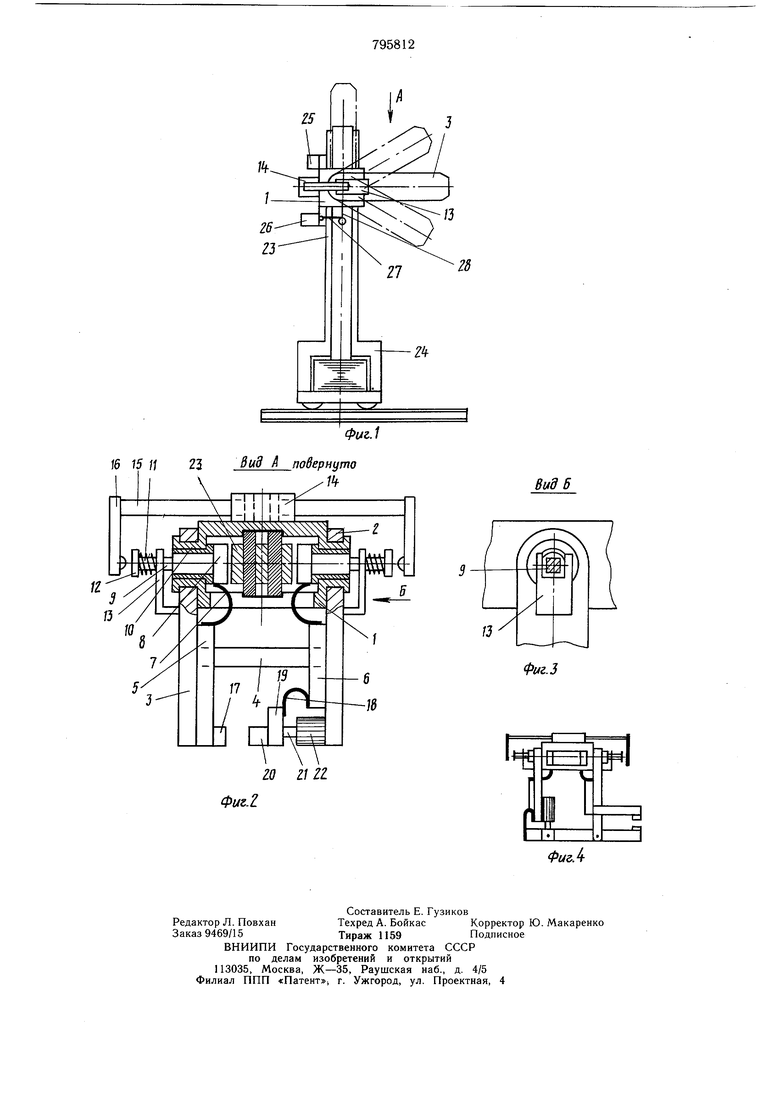
На фиг. 1 изображено устройства для контактной точечной сварки; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид по Ь
на фиг. 2; на фиг. 4 - показан вариант установки клещей.
Устройство для контактной точечной сварки состоит из корпуса 1, снабженного полыми осями 2, на который установлены консоли 3 клещей 4. На консолях 3 расположены токопроводы 5 и 6, связанные гибкими щинами 7 с контактами 8, расположенными друг против друга и связанными с толкателями 9. Толкатели 9 пропущены через полые оси 2 и изолированы от них втулками 10. На толкателях смонтированы пружины 11, расположенные между головкой 12 и вилками 13, в которых снаружи корпуса установлены толкатели. Вилки 13 закреплены на консолях 3 корпуса 1, снабженного приводом 14 перемещения толкателей 9. На штоках 15 привода 14 смонтированы кронштейны 16, охватывающие головки 12 толкателей 9. На токопроводе 5 закреплен электрод 17, а токопровод 6 связан гибкой шиной 18 с электрододержателем 19, на котором закреплен электрод 20. Электрод одержатель 19 связан со штоком 21 привода 22. Контакты 8 охватывают шины 23 сварочного трансформатора 24. Устройство снабжено приводом перемещения 25 и приводом поворота 26 клещей 4, шток 27 которого связан с кронштейном 28 клеш,ей.
Работает сварочное устройство следуюшим образом.
Перед началом работы в зависимостн от принятой схемы сварки изделия составляется программа перемещений сварочных клещей относительно шин 23 свароч1ного трансформатора 29, поворота клещей 4 и перемещения устройства вдоль направляющих. В качестве позиционных приводов и программоносителей используют известные устройства. После составления программы изделие подают на рабочую позицию и включают устройство, которое приводом 26 согласно заданной программы перемещается в исходное положение и дается команда на привод 22 клещей 4, который электродом 20 прижимает свариваемую точку изделия к электроду 17. После этого включается сварочный ток, и указанная точка сваривается. По окончании сварки клещи перемещаются на следующую точку и процесс сварки повторяется до полной приварки частей изделия, расположенных в вертикальной плоскости. Для сварки точек, расположенных под углом или на различных горизонтальных уровнях и т. д., приводом 26 изменяют ориентацию сварочных клещей с электродами относительно изделия. При сварке точек, расположенных в горизонтальной плоскости, устройство перемещают вдоль направляющих. Изменяя установку клещей (фиг. 4), можно дополнительно расширить технологические возможности устройства. При перемещении клещей относительно шин 23 контакты 8 не касаются шин, так как пружины 11 отводят контакты от шин. В указанном положении шины находятся и при повороте клещей 4, которые поворачиваются приводом 26. Во время поворота вилки 13 поворачивают
толкатели 9, а вместе с ними и контакты 8, обеспечивая одновременное движение токоведущих частей. После остановки электродов 17 и 20 около каждой свариваемой точки каждый раз вслед за сжатием дается команда на привод 14, который перемещает штоки 15 и кронштейнами 16 сжимает толкатели 9, воздействуя на головки 12. Через толкатели 9 контакты 8 прижимаются к щинам 23, обеспечивая надежный контакт токоведущих частей перед пропусканием сварочного тока.
Таким образом, устройство обеспечивает свободный поворот консолей и их перемещение относительно шин без трения между токоведушими элементами: контактами и шинами. Исключение трения между токоведушими элементами позволяет снизить мощность привода перемещения клещей и их поворота.
Формула изобретения
Устройство для контактной точечной сварки, содержащее консоли с электродами, размещенные на корпусе, сварочный трансформатор, вторичный виток которого соединен через гибкие шины, контакты и подпружиненные приводные толкатели с электродами, отличающееся тем, что, с целью обеспечения врашения консолей, корпус выполнен с полыми осями, на которых установлены с возможностью вращения консоли, внутри осей размещены толкатели с контактами, при этом корпус снабжен закрепленными с наружных сторон консолей вилками, в которых установлены толкатели.
Источники информации, принятые во внимание при экспертизе 1. Мирлин Г. А. Сварка в автостроении М., «Машгиз, 1963, с. 124-125.
