Втулка изготовлена .из диэлектрического термостойкого абразивного материала, что дает стабильность межэлактродного зазора, а иаКо.нечник карандаша Ньклолнен ai3 изоля ционного материала, что гарантирует отсутствие коротких замьжавий и 1возмо/юность наносить четкую мар,кир0)вку с иостояпной толп,иной лл-ШИЙ обводки. Абразивные втулки иозволяют удалять тонкие окисные 1иленк1и на легкопассивирующихся Материалах, а также загрязнения Одновременно с эле/ктроХИМ|Ическим 1мар;кированием, что расширяет технологи чеокие юозМОЖности процеСса.
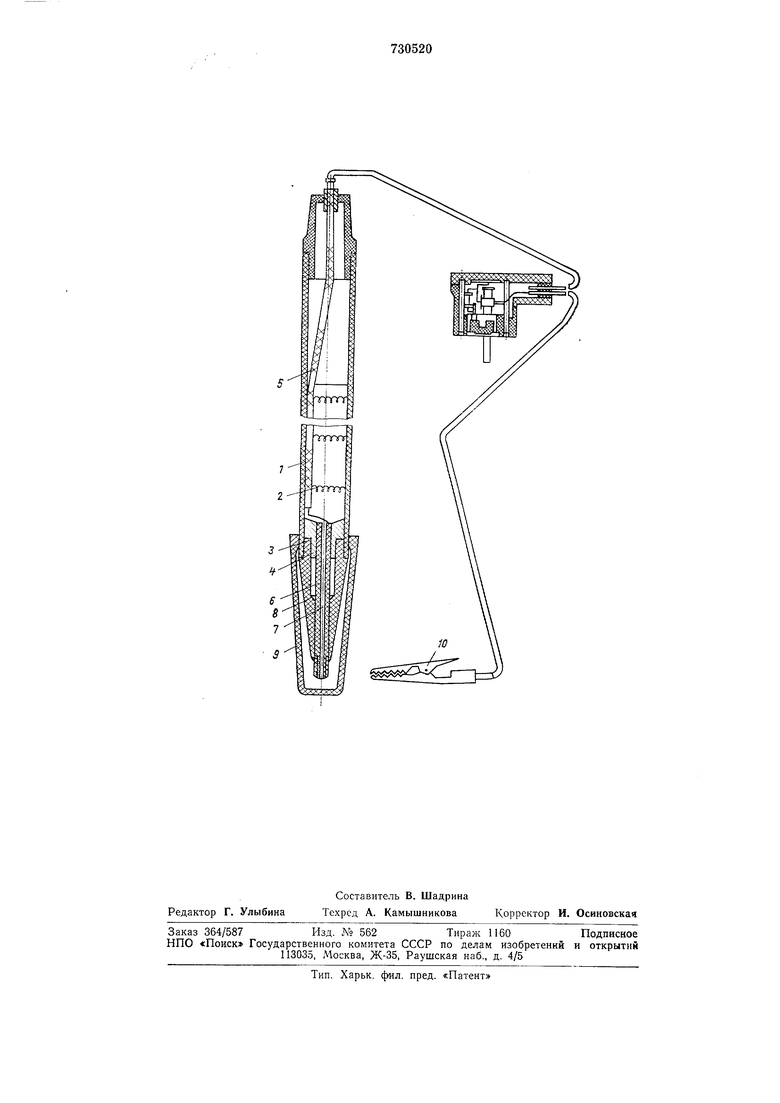
На чертеже представлен лрибор для Электрохими1чео сого марКираваНИя.
iIIpHi6op 1содерж1ит источник нитания и ручку, состоящую из и о лого iKopmyca /, в котором размещается резервуар с электролитом или тамлон 2, нролнтанный электролитом. В нижней части корпуса / раснолагается наконечник 5 из изоляилюнноГО материала, к наму приклеена токоп/роводящая втул1ка 4, на которую технологический ток подается с -источника л.итаиия через провода 5, через нейтральные отверстия на1конечи1ика 5 и втул1ки 4 проходит катиллярио-1пори1стый стержень 6, 1внутр,и которого -раополагается |Катод 7 из материала, стойкого к окислеиию, напр/имер Нлатины. (Катод 7 лр,и1пая1и к токоподводящей втулке 4. Снизу на капиллярно-пористый стержень 6 одета 1втул ка 5 из термостойкого диэлектрИчеСКого абразишного материала, наружной поверхностью она запрессовала в 1изолЯ|Циопный наконечниж 3. Для предохранен-ия от повреждения стержня 6 в нерабочем толожении устройства и от щысыхания элекрроллта служит жолпа чок 9. Опти1мальный зазор между катодом 7 и pai6oi4H,M торщом кагаилляр.нонпористого стержня 6 составляет 2-10 и создается при ломощи электрохимического тразления на обратной полярности. Время тра1вления при этом выбирается опытным (путем.
АЦ-ЮД через зажи1М «крокод.и.ч 10 Подключается к металлич1ескому листу, па который помещаются металлические детали.
Устройство для электрохимического маркирования работает следующим образом.
В;ключснием источЕИ.ка питамия в сеть переменного тока щылрямленный ток напряжением 14-16 В подается через катод иа юмоченный электролитом 1кап.иллярнопористый стержень, второй полюс подводится через 1пр01вод и зажи.м «крокодил на деталь.
Эле(ктролит в зону маркирования подается из смоченного электролитом тампона илл резервуара через капиллярно-пористый пишущий стержень.
5 При паличии электролита на маркируемой поверхности между катодом и деталью через за.М|Кнутую электрическую цепь протекает электрический ток.
MapiKHpoBianiHe пр1И1бором осуществляется перемещением пищущего (Стержня по маркируемой поверхности. Выделяющееся при элвктрохимичеоком процессе тепло не ухудшает качества маркироаюи, т. е. калиллярионпористый стержень заключен
в «рубашку термостойкой керамнки. При этом короткие замыкания полностью исключены даже при наж1име на ручку прибора, так KaiK достаточно твердая керамика позволяет сохраН ить постоянство межэлектродного зазора. При электрохи.мическом -маркировании покрытых топкими ойиснымП пли загрязпениями деталей, абразивные свойства втулки поз1воляют -удалять эти пленки в местах маркировки.
Техн,ико-зконоМИчеокая эффективность применения прибора, складывается из повьгшепия надежности выпускаемой продукции и повышения юроизводительности
0 труда при сра впении с мар1кированием деталей тр-адипиониым способо,м со сменнымн клеймами, что В случае часто меняюЩейся инфар;ма:Н|ии иепроизводительио и требует больших затрат па инструмент.
Некоторые детали имеют слишком малую площадку под 1клеймо,м и ма,ркировать их ранее было «евозможло, а данный пр1ибор позволил решить эту проблему.
Формула и 3 oi6 р е т е л и я
Прибор для электрохимического .маркирования, содержащий корпус с наконечНИ1КОМ, IB котором размещен диэлектрический, насыщенный электролитом .капиллярнонпорпстый стэржень с катодо:м, причем на rapiue прибора установлена изоляцион1ная втулка, о т л 1Ич а ю щи и с я тем, что, с целью повышения надежности
работы и качества обработки, упо.мянутая изоляционная втулка выполнена из термостойкого абразивного .материала.
Источник инфор|мации, принятый во внимаиие при экспертизе:
1. Авторское свидетельство
СССР 476123, кл. В .23 Р 1/04, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТЕЙ МАТРИЧНОЙ СИМВОЛИКОЙ | 2007 |
|
RU2345872C2 |
| Устройство для электрохимического маркирования непрофилированным электродом | 1985 |
|
SU1288006A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581537C2 |
| Устройство для электрохимического маркирования | 1989 |
|
SU1701453A1 |
| Способ размерной электрохимической обработки | 1981 |
|
SU965694A1 |
| Устройство для электрохимического маркирования | 1982 |
|
SU1033277A1 |
| Устройство для электрохимического маркирования цилиндрических деталей | 1983 |
|
SU1096067A1 |
| Устройство для электрохимического маркирования | 1989 |
|
SU1808552A1 |
| ПЛАЗМОТРОН С ЖИДКИМ ЭЛЕКТРОЛИТНЫМ КАТОДОМ | 2005 |
|
RU2286033C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАБЛОНА | 2014 |
|
RU2581538C2 |