лигочную ванну 2 с блокаМИ верхних и нижних ножей 3 и 4, ориентнруюшне гребенки 5, .предвар.ительное формующее устройство 6 с лоластями 7, формующую фильеру 5И тявущий .Меха.незм 9.
Устройство работает следующим образом.
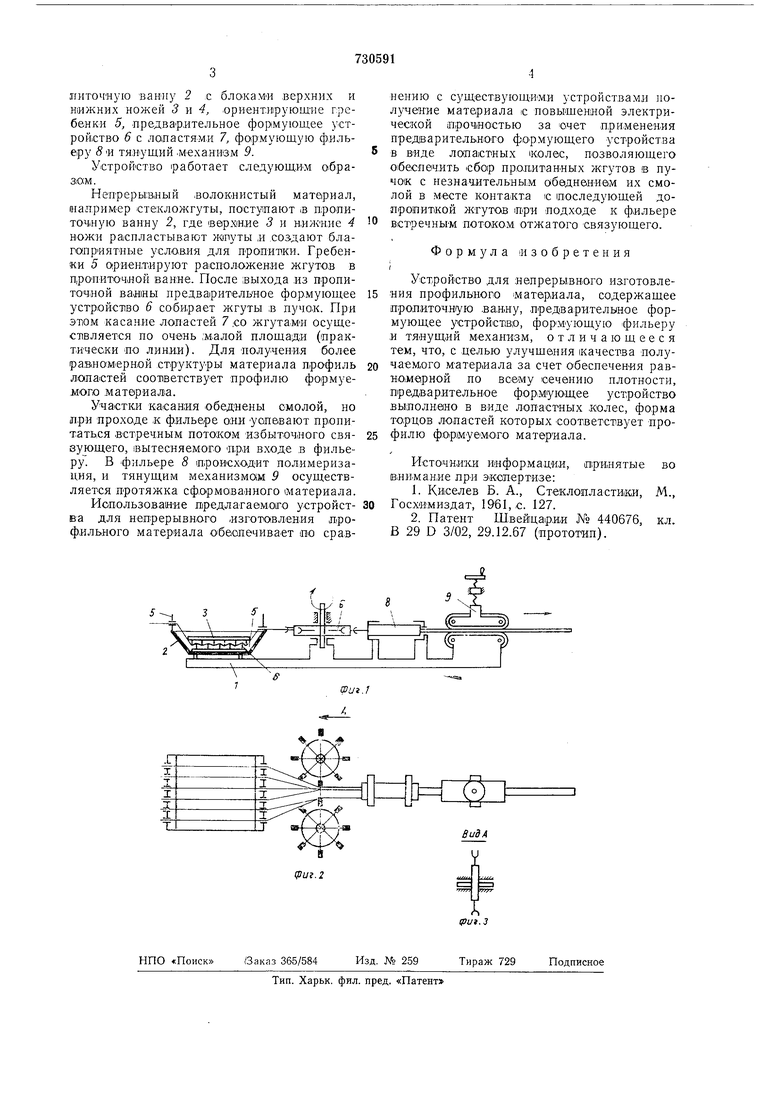
Непреры:Б,ный .волокнистый материал, например стекложгуты, поступают ,в П;ролиточную ванну 2, где верхиле 3 и нижние 4 ножи распластывают жгуты л .создают благоприятные усло,в.ия для пропитки. Гребенки 5 ориентируют расположение жгутов в пр0ниточ.ной вание. После выхода из пропиточаой ваины предварительное фор.мующее устройство 6 собирает жгуты ;в пучок. При эт|0м касание лопастей 7 .со жгутами осущест1вляется по очень .м.алой площади (практически по линии). Для Получения более равномерной структзры материала профиль лопастей соот1ветствует профилю формуемого .материала.
Участки касания обеднены смолой, но при проходе к фильере о:ни успевают пропитаться .встреч.ным потоком избыточного свя8у ющего, вытесняемого при входе в фильеру. В фильере 8 происходит полимеризация, и тянущим механизмам 9 осуществляется протяжка сформованного материала.
Использование предлагаемого устройства для непрерывного изготовл.ения лрофильного материала оббопечивает то сравнению с существующими устройствами нолучеяие материала с повышенной электрической прочностью за счет применения предварительного формующего устройства в виде лопастных колес, позволяющего О1беспе Ч.ить сбор пропитанных жгутов в пучок с незначительным обеднением их смолой в месте контакта с последующей допропиткой жгутов подходе к фильере встречным потоком отжатого связующего.
Формула Изобретения i
Устройство .для .непрерывного изготовления профильного материала, содержащее проп;иточ.ную .ванну, предварительное формующее устройство, формующую фильеру .и тянущий механизм, отличающееся тем, что, с целью улучщения качества получаемого Материала за счет обесиечен-ия равно,мврной по вое)му сечению плотности, пред.вар.ительное формующее устройство выполнено в виде лопастных колес, форма торцов лопастей которых соответствует профилю формуемого материала.
Источники информации,
принятые внимание при экспертизе:
1.Киселев Б. А., Стеклопластики, Госхимиздат, 1961, с. 127.
2.Патент Ш.веЙ1цар.и,и № 440676, В 29 D 3/02, 29.12.67 (прототип).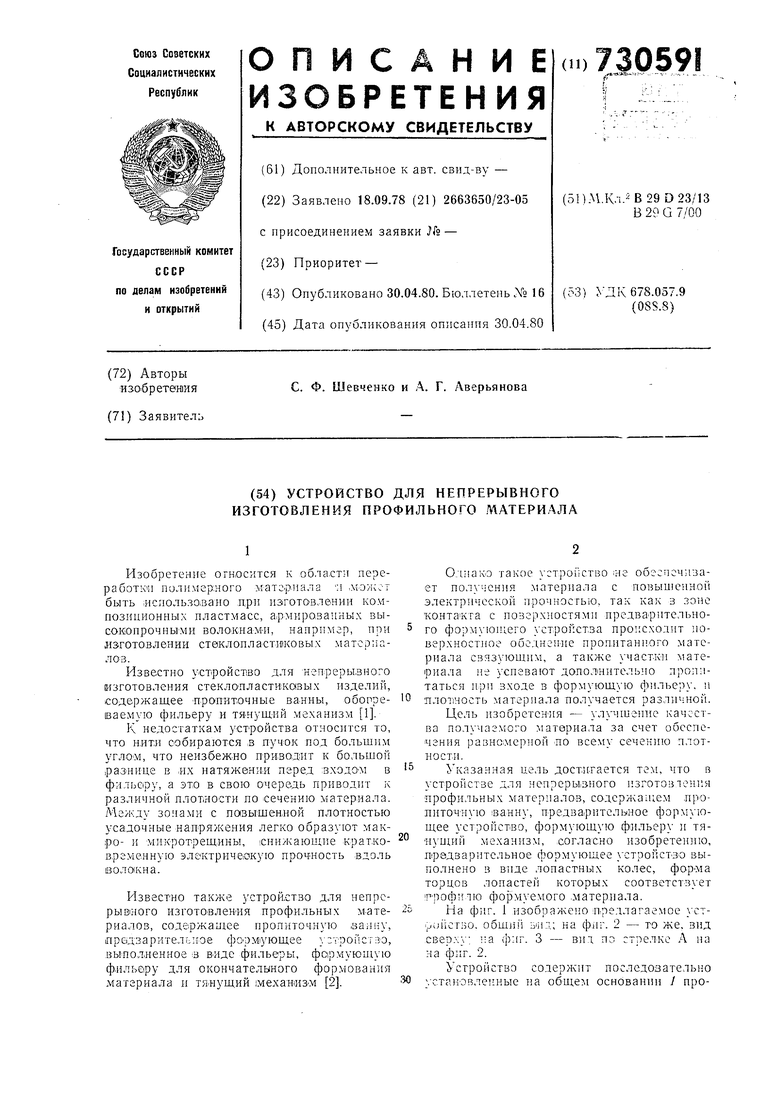
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ НАПОЛНЕННЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2112649C1 |
| СПОСОБ ФОРМОВАНИЯ НАПОЛНЕННЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2112650C1 |
| Устройство для формования профильных волокнистых материалов | 1980 |
|
SU870175A1 |
| Устройство для пропитки нитей и отжима связующего | 1978 |
|
SU876194A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2133670C1 |
| Устройство для формования профильных волокнистых материалов | 1980 |
|
SU876480A1 |
| КОМПОЗИТНАЯ АРМАТУРА И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ЕЕ ПРОИЗВОДСТВА | 2012 |
|
RU2522641C1 |
| Технологическая линия для изготовления композитной арматуры | 2022 |
|
RU2789909C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2005 |
|
RU2287646C1 |
| ФОРМОВОЧНЫЙ УЗЕЛ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ АРМАТУРЫ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ И СПОСОБ ФОРМИРОВАНИЯ СТЕРЖНЯ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2018 |
|
RU2682627C1 |
