(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРОФИЛЬНЫХ ВОЛОКНИСТЫХ MATEPHAv OB
- , :, . ; -.1
Изобретение относится к переработке полимерных материалов и может быть использовано при изготовлении, например, стеклопластиков, получаемых методой протягивания пропитанных стекложгутов через формующую фильеру.
Известно устройство для пропитки стекловолокнистого материала, содержащее ванны со связующим, расположенные под слоем связующего в ваннах, ориентирующие ножи и отжимные элементы (1).
К недостаткам этого устройства относит- -, ся Boзмoжнoctь насыщения жгутов воздуш. ными включениями из-за расположения отжимных элементов, над уровнем связующего..
Наиболее близким к предлагаемому явлЯется устройство для формования прсм льных волокнистых материалов, содержащее ванну со связующим для пропитки жгутов, снабженнук) ориентирующими элементами и формующую фильеру (2J.
К недостаткам этого устройства относиться использование в качестве ориентирующих элементов валиков, создающих небольшие удельные давления для проникновения связующего в межволоконное простра HICTBO и возможность попадания воздущных включений при движении жгутов от ванны к фор-: мующей фильере.
Цель изобретения - улучшение условий .пропитки и качества получаемого материа.ла. ;, . ;,, .. ;,;:...;; ;,;-:; :;:;...
Указанная цель достигается тем, что в устройстве jaля формования профильных волокнистых материалов, содержащем ванну со связующим для пропитки жгутов, снэбto женную ориентируюшими элементами и . формуюЩук фильеру, ориен ирующне элементы выполнены в виде последовательно;расположенных отдельных блоков верхних и нижних ножей, причем блок установлены с зазором по отношению к днищу ванны для
IS прохождения под ними жгутов, пропитанных в предыдущих блоках, а кромки верхних ножей последнего блока установлены на ; уровне входного отверстия формующей филь- ; еры, расположенного ниже уровня связую- ; щего ванны, кроме того устройство снабжеко роликом, с эластичным покрытием, уста- ; иовленным с возможностью вращательного и поступательного движения отформующей фильеры к блокам верхних и. нижних ножей внутри слоя связующего и обр|атного движения над слоем связующего, причем над зоной движения ролика установлен бункер с порошковым наполнителем.
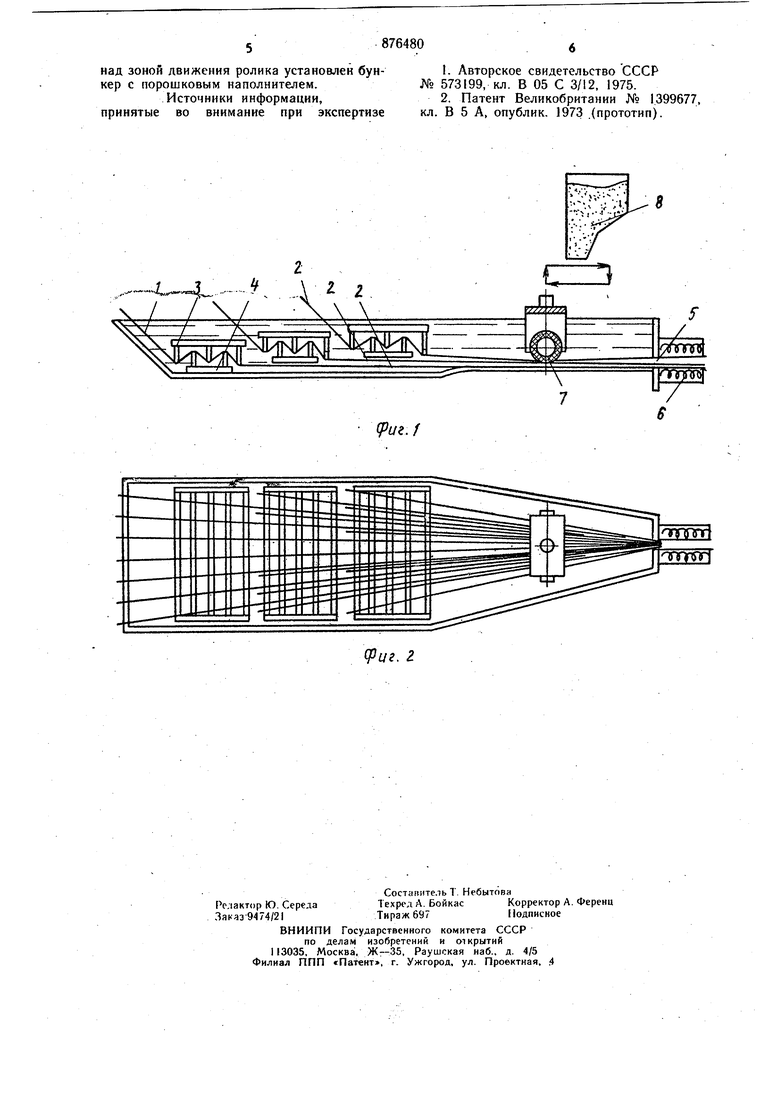
На фиг. 1 схематически изображен общий вид устройства; на фиг. 2 устройство, вид сверху.
Устройство содержит ванну. I со связующим для пропитки жгутов 2 с ориентирующими элементами в виде последовательно расположенных отдельных блоков верхних
3 и нижних 4 ножей. Блоки ножей установлены с зазором по отнощению к днищу ванны 1 для прохождения под ними жгутов, пропитанных в ггредыдущих блоках. К -выходному отверстию ванны, расположенному ниже уровня связующего, примыкает входное отверстие 5- формующей фильеры 6, Кромки верхних ножей последнего блока ориентируют жгуты (гпц входе в фильеру 6 под слоем связующего.
Меж з,у последним блоком ножей и стенкой ванны 1 с выходным отверстием помещен ролик 7 с эластичным покрытием с приводом (не показан), обеспечивающим поступательное движение ролика в толще связующего от фильеры к блокам верхних и нижних ножей и обратное движение .над. слоем связующего. Ролик 7 обеспечивает допропитку жгутов и проникновение в материал порощкового наполнителя, подаваемого из бункера 8, устано&пенного над зоной движения ролика 7.
Устройство работает следующим образом Жгуты 2 со шпулярника поступают в ванну I несколькими рядами. Каждый ряд входит в свой блок верхних и нижних ножей. В блоках верхних 3 и нижних 4 ножей происходит распластывание и пропитка жгутов. Каждый последующий блок установлен с зазором с возможностью пропускания под собой ряда жгутов, пропитанных в: предыдущих блоках. После выхода из последнего блока жгуты оказываются собранными в единый распластанный пучок, расположение которого ниже уровня связующего обеспечивается взаимным расположе-. нием кромок верхних ножей последнего блока и формующей фильерой 6. В это время они подвергаются допропитке роликом 7 с эластичным покрытием. Ролик, двигаясь и вращаясь вокруг собственной оси, прижимается к пучку жгутов и осуществляет довытеснение воздущных включений. Кроме этого, ролик перемещивает связующее между ггоследним блоком ножей и стейкой ванны, примыкающей к формующей фильере 6 и позволяет избегать быстрой потери жизнеспоспособности связующего в этом районе. Введение порощковых наполнителей вызывает больщие трудности, связанные: с борьбой по устранению осаждения наполнителя, а также с увеличением его процентного содержания в материале. Применение
ролика и бункера 8, установленного над зоной движения ролика, помогает решению этого вопроса. Ролик способствует интенсивному проникновению дополнительного порощкового наполнителя, а также препятствует осаждению порощка на дно ванны, в результате чего можно получать материал с новыми свойствами в зависимости от вида наполнителя, например увеличение прочности (рубленое волокно, тальк и т. п.)
или увеличение магнитных свойств (железный порошок).
После допропитки жгуты 2 под слоем связующего (не поднимаясь выше уровня связующего в ванне) входят в примыкаюШую к ванне обогреваемую фильеру. Необходимость выполнения этого условия была вызвана тем, что жгуты, выходя на поверхность и собираясь в пучок перед фильерой над уровнем связующего, могут захватывать внутрь воздушные включения, ррсположенные между пропитанными жгутами, что отрицательно сказывается на величине электрической прочности вдоль волокна профильного стеклопластика.
Применение предлагаемого изобретения позволяет улучшить условия пропитки, качество получаемого материала и обеспечить возможность использования порощкового. наполнителя с целью получения новых свойств материала.,
Формула изобретения
1.Устройство для формования профильных волокнистых материалов, содержащее .ванну со связующим для пропитки жгутов, снабженную ориентирующими элементами
и формующую фильеру, отличающееся тем, что, с целью улучшения условий пропитки и качества получаемого материала, opnetfтирующие элементы выполнены в виде последовательно расположенных отдельных блоков верхних и нижних ножей, причем блоки установлены с зазором по отношению к днищу ванны для прохождения под ними жгутов, пропитанных в предыдущих блоках,
а кромки верхних ножей последнего блока установлены на уровне входного отверстия формующей фильеры, расположенного ниже уровня связующего ванны.
2.Устройство по п. 1, отличающееся тем, что, с целью обеспечения допропитки
жгутов и возможности использования порошкового наполнителя, устройство снабжено роликом с эластичным покрытием, установленным с возможностью вращательного и поступательного движения от формующей фильеры к блокам верхних и нижних внутри слоя связующего и обратного движения над слоем связующего, причем
над зоной движения ролика установлен бункер с порошковым наполнителем. Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 573199, кл. В 05 С 3/12, 1975.
2.Патент Великобритании № 1399677, кл. В 5 А, опублик. 1973 .(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного изготовления профильного материала | 1978 |
|
SU730591A1 |
| Устройство для пропитки нитей при формовании профильного волокнистого материала | 1980 |
|
SU903178A1 |
| Устройство для формования профильных волокнистых материалов | 1980 |
|
SU870175A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ НАПОЛНЕННЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2152307C1 |
| Способ изготовления профильных изделий | 1980 |
|
SU876479A1 |
| Устройство для пропитки нитей и отжима связующего | 1978 |
|
SU876194A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2082610C1 |
| Устройство для пропитки и отжима однонаправленных волокнистых композиционных материалов | 1990 |
|
SU1792838A1 |
| Способ изготовления стеклопластиковой арматуры и устройство для его осуществления | 1980 |
|
SU937207A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2133670C1 |
