результате чего возникает местный перегрев соприкоснувшихся участков проволок и обрыв их. Кроме того, возможны обрывы нагреваемых проволок за счет оттягивания их от скобы при проталкивании заправляемой проволоки.
Цель изобретения - обеспечить заправку изделий и снизить обрывы при заправке.
Это достигается тем, что погружатель снабжен контактирующими устройствами в виде стоек с составными головками, при этом верхняя часть головки выполнена конусной формы из электроизоляционного материала, а нижняя часть - с пазами, расположенными по обе стороны относительно стойки, и имеет износостойкие вставки, размещенные в пазах, причем под износостойкими вставками выполнены канавки для прохода изделий.
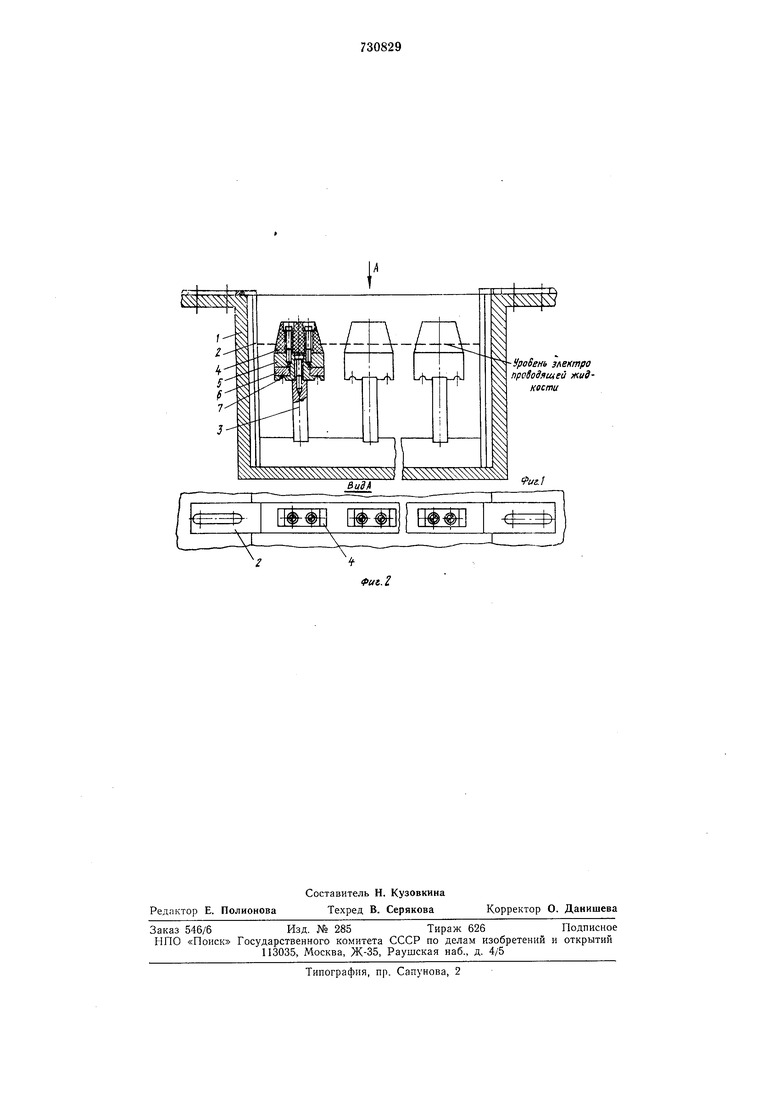
На фиг. 1 показана установка, поперечный разрез; на фиг. 2 - вид по стрелке А на фиг. 1.
Установка для электроконтактного нагрева иредставляет собой заполненную электронроводящей жидкостью ваину 1 и погружатель в виде скобы 2, опущенной в эту ванну. На скобе 2 установлены контактирующие устройства в виде вертикальных стоек 3 с головками в количестве, равном (или больщем) половине количества обрабатываемых нитей металла. При этом верхняя часть 4 головки выполнена конусной формы и из электроизоляционного материала и частично выстуиает над поверхностью электропроводящей жидкости, а в нижней части 5 головки выполнены назы, расположенные слева и справа от стойки 3, в которых размещены износостойкие вставки 6 или ролики. Каждой паре соседних проволок соответствует определенная стойка с головкой, под которую этн проволоки заводятся Б каиавкн 7, выполненные в нижней части 5 головки, одна - справа, другая - слева от стойки. Отсюда количество стоек равно (или больще) половине количества обрабатываемь1х нроволок.
Нри работе устройства заправка проволоки осун;ествляется следующим образом. Проволока, . протянутая над устройством, заправляемая в контактирующее устройство, сразу укладывается на соответствующее ей место н погружается в жидкость, не касаясь нагреваемых нроволок. Поэтому исключаются обрывы проволок при заправке, а также облегчается заправка проволоки за счет ликвидации трудоемкой оиерации проталкивания ее между скобой н нагрсваемымн проволокамн.
Верхняя часть головки, частично выступающая над поверхностью электропроводящей жидкости (например, выступающая из расплава свинца, прикрытого известковой пушонкой) дает возможность сориентироваться при погружении проволоки в жидкость. Изготовление верхней части головки из электроизоляционного материала нозволяет осуществить безискровую и безобрывную заправку проволоки в контактнрующее устройство, так как заиравляемая нроволока инструментом прижимается к головке над поверхностью ванны и, двигаясь вниз, скользит по изолированной части головки,
ногрзжаясь в жидкость. Только в жидкости
проволока касается металлической части
головки - нижней части, а затем заводнтся
под износостойкне вставки или ролики.
Применение установки для электроконтактного нагрева проволоки и узкой ленты позволит облегчить заиравку, снизить количество обрывов, а также увеличить срок службы погружателей. Снижение обрывов металла нрн заправке в свою очередь дает
уменьшение отходов за счет меньщего количества заправочных концов, уменьщенне затрат труда, а также увеличение нроизводительности за счет достаточно быстрой н устойчивой занравки оборвавшихся по
разным причинам нитей металла.
Формула изобретения
Установка для электроконтактного нагрена протяжных изделий, содержащая ванну и установленный в ней погружатель изделнй, отличающаяся тем, что, с целью облегчения заправки изделий и снижения обрывов нрн заправке, погружатель снабжен контактирующими устройствами в виде стоек с составными головками, ири этом верхняя часть головки выполнена KOHjCной формы из электроизоляционного материала, а нижняя часть - с пазами, расположенными по обе стороны относительно стойки, и износостойкими вставками, размещенными в назах, причем под износостойкими вставками выполнены канавки для прохода изделий.
Источники информации,
принятые во внимание нри экспертизе
1.ПатентФРГ № 929438, кл. 21h 29/02, 1955.
2.Патент Австрии № 227347, кл.- 21К 38/01, опубл. 1962.
3.Бурков Г. Г. и Урин Л. Л. Установка для непрерывного натеитирования с электроконтактным нагревом. Бюллетень ЦНИНГМ, М., 1961, № 3, с. 42-45.
Уровень злектро прободящей }кидкости
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электроконтактного нагрева протяжных изделий | 1988 |
|
SU1558991A2 |
| Установка электроконтактного нагрева проволоки | 1981 |
|
SU1082836A1 |
| Установка электроконтактного нагрева протяжных изделий | 1980 |
|
SU931766A1 |
| Способ пуска установки электроконтактного нагрева | 1976 |
|
SU630296A1 |
| УСТРОЙСТВО для ЭЛЕКТРОКОНТАКТНОГО НАГРЕВАПРОВОЛОКИ | 1970 |
|
SU279682A1 |
| Установка для нанесения горячих покрытий на длинномерные изделия | 1982 |
|
SU1027278A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1971 |
|
SU314873A1 |
| ПРОВОЛОКОСШИВНОЙ СТАНОКВСЕСОЮЗНАЯnJTSrMTsjf „•?'CVli^'4i;.'-f'^S Л8Ьзг5йи !S,i.;S:J ^i-••:.^;•.'••|БИБ]=НОТЕНА | 1972 |
|
SU330957A1 |
| Устройство для острения концов из-дЕлий пЕРЕд зАпРАВКОй B ВОлОКу | 1979 |
|
SU812375A1 |
| ВПТ Бт^-тп qч^УйЩ Unusiniiaim'У*1Й UviUii^EАвторыВ. А. Россихин, А. М. Тейтельбаум, В. П. Богданов, А. П. Дубровин,В. К. Попов | 1973 |
|
SU403826A1 |