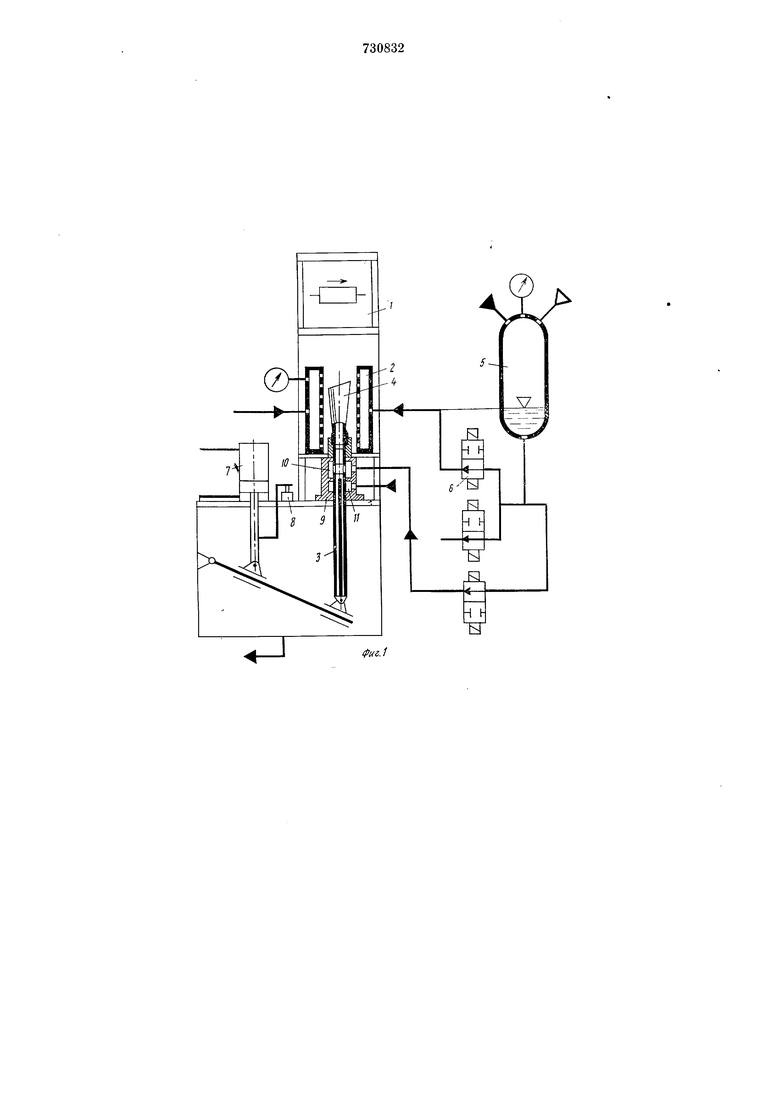
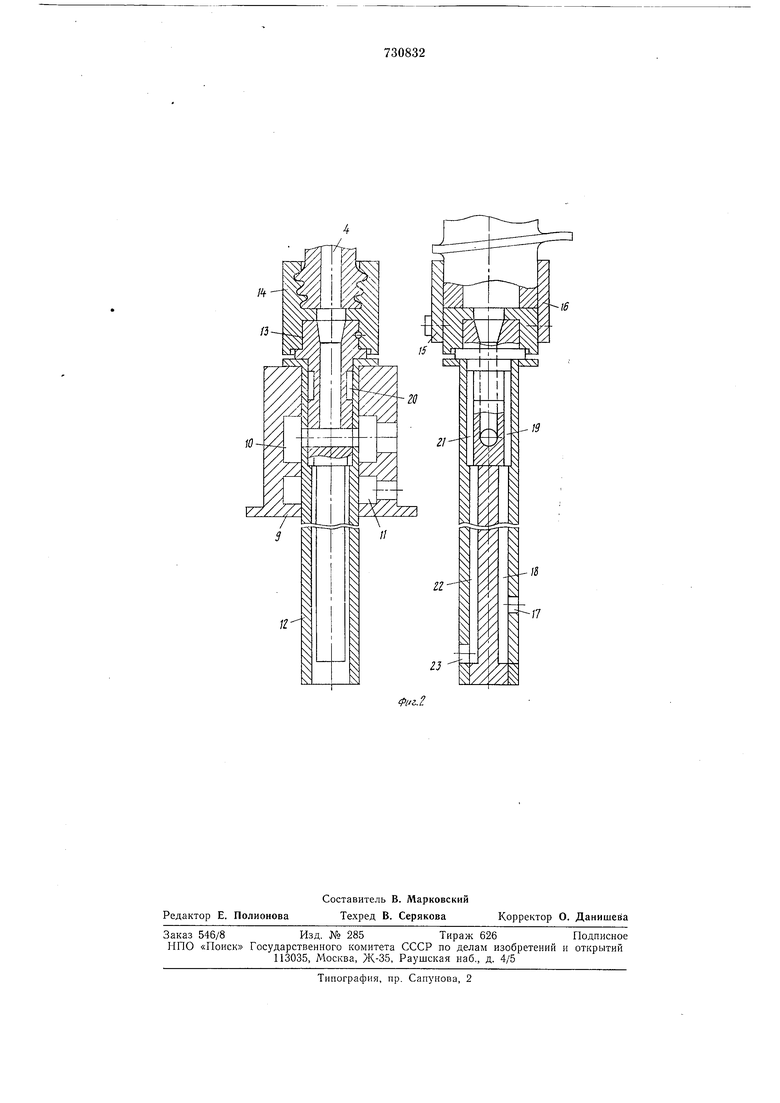
елочного замка 14, торцы которого уплотнены ненодвижным 15 и съемным 16 фланцами. Спрейеры 2 и корпус 9 с камерами 10 и 11 для охлаждающей жидкости связаны через распределители 6 с емкостью 5. Управление работой распределителей 6 осуществляется конечным выключателем 8.
Устройство работает следующим образом.
Лопатка загружается в печь 1 пневмоцилиндром 7. После нагрева лопатки до заданной температуры пневмоцилиндр 7 перемещает ее в зону охлаждения. В зависимости от режима упрочнения охлаждающая среда из емкости 5 подается распределителями 6 или в камеру 10 корпуса 9 для охлаждения внутренней полости лопатки или в наружные спрейеры 2 для охлаждения внещней поверхности лопатки. Возможна также подача охлаждающей жидкости одновременно во внутреннюю и наружную поверхности. Включаются распределители 6 конечным выключателем 8, срабатывающим при нижнем положении лопатки.
Во время нагрева лопатки отверстие 17 совмещается с камерой 11 кориуса 9, которая соедипена с водопроводной сетью. Труба и сопло постоянно охлаждаются холодной водой, циркулирующей по каналам 18-23.
Наличие в устройстве сирейеров, трубы с соплом и плотным елочным замковым соединением и автономных распределителей рабочей жидкости обеспечивает раздельное охлаждение как внутренней, так н наружной поверхности лопатки, а также их одновременное охлаждение. Это дает возможность сочетать различные варианты упрочнения полых лопаток в зависимости от их конструктивных и технологических особенностей.
Каналы, выполненные в трубе и сопле, обеспечивают циркуляцию по ним холодной воды во время выдержки детали в печи, что предотвращает при упрочнении внутренней полости лопатки нагрев охлаждающей жидкости и понижение коэффициента теплоотдачи.
Все это приводит к формированию в поверхностных слоях лопатки сжимающих остаточных напряжений заданного уровня и увеличению усталостной прочности упрочняемых деталей.
Формула изобретения
Установка для термопластического упрочнения изделий, содержащая электронечь, спрейеры, механизм загрузки и выгрузки с елочным замком для установки изделий, емкость, соединенную с сетью сжатого воздуха, отличающееся тем, что, с целью увеличения усталостной прочности изделий, механизм загрузки и выгрузки выполнен в виде коаксиально расположенных трубы и сопла, на котором закреплен замок, имеющий по торцам фланцы для уплотнения, причем в корпусе трубы и сопла выполнены каналы для циркуляции охлаждающей жидкости, а спрейеры и сопло соединены с емкостью посредством автономных распределителей.
Источники инфор.мации, нрннятые во внимание при экспертизе
1. Авторское свидетельство СССР № 393327, кл. С 21D 1/62, 1973.
2. Кравченко Б. А. Технологические остаточные напряжения и их влияние на эксплуатационные свойства деталей из жаропрочных и титановых сплавов. Докторская диссертация. Куйбыщев, 1972, с. 296-298.
а
r
.
ы .м.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термопластического упрочнения лопаток | 1977 |
|
SU726187A1 |
| СПОСОБ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2258086C1 |
| Автоматизированная линия для термического упрочнения изделий | 1985 |
|
SU1294843A1 |
| СПОСОБ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2351660C2 |
| УСТАНОВКА ДЛЯ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ ЛОПАТОК | 2000 |
|
RU2170272C2 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ НЕЛЕГИРОВАННЫХ ЭЛЕКТРОТЕХНИЧЕСКИХ СТАЛЕЙ И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2061088C1 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2061939C1 |
| УСТРОЙСТВО ДЛЯ ВОДОВОЗДУШНОГО ОХЛАЖДЕНИЯ | 2005 |
|
RU2295579C1 |
| УСТАНОВКА ДЛЯ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219250C1 |
| Устройство для термообработки труб | 1990 |
|
SU1788039A1 |