Изобретение относится к термической обработке изделий и может найти свое применение для поверхностной упрочняющей обработки окончательно изготовленных деталей из жаропрочных сплавов, работающих в условиях повышенных температур и знакопеременных нагрузок. Изобретение также может быть использовано при восстановлении и ремонте указанных деталей после эксплуатации их в составе изделия.
Известен способ повышения циклической прочности деталей газотурбинных двигателей на основе никеля (Патент РФ №214301), заключающийся в том, что производится нагрев детали выше 600°С, но ниже температуры фазовых переходов, затем производится охлаждение нагретой детали со скоростью отвода теплоты, обеспечивающей достижение коэффициента теплоотдачи не менее (1,5-2,5)·105 Вт/м2·°С, при этом охлаждение осуществляется жидкостью под давлением 5-6 атм.
Давление охлаждающей жидкости 5-6 атм не всегда обеспечивает формирование требуемого уровня остаточных напряжений для разнообразных типоразмеров деталей.
Известен также способ восстановления циклической прочности деталей из жаропрочных сплавов на основе никеля (Патент РФ №2171857, БИ №22, 2001 г.), в котором производится нагрев детали выше 600°С, но ниже температуры фазовых переходов, затем производится охлаждение нагретой детали со скоростью отвода теплоты, обеспечивающей достижение коэффициента теплоотдачи не менее (1,5-2,5)·105 Вт/м2·°С, при этом охлаждение осуществляется жидкостью под давлением 5-6 атм, а детали, прошедшие процесс упрочнения методом поверхностного пластического деформирования и бывшие в эксплуатации, полируют и подвергают термической обработке, обеспечивающей снятие деформационного упрочнения, а затем восстанавливают их циклическую прочность. Этот способ выбран в качестве прототипа.
Способ имеет существенные недостатки: крепление детали, необходимое для перемещения ее в зону нагрева, а затем из зоны нагрева в зону охлаждения, не позволяет упрочнить поверхности деталей, закрытые креплением. В поверхностях, находящихся на границах крепления, и поверхностях, открытых для упрочнения, формируются неравномерные остаточные напряжения. Такие концентраторы напряжений снижают циклическую прочность детали.
Известна установка для термопластического упрочнения изделий, содержащая электропечь, расположенную под ней охлаждающую камеру со спрейерными решетками, имеющими отверстия, соединенную с емкостью, представляющей собой пневмогидравлический аккумулятор, объем которого заполнен водой и сжатым воздухом, механизм загрузки и выгрузки с замком и штоком для установки изделий (а.с. №730832, БИ №16, 1980 г.)
Недостатком установки является невозможность сохранения максимального коэффициента теплоотдачи при разнообразных типоразмерах деталей и вследствие этого снижение усталостной прочности деталей.
Прототипом выбрана установка для термопластического упрочнения лопаток (патент РФ №2170272, БИ №19, 2001 г.), содержащая электропечь, расположенную под ней охлаждающую камеру со спрейерными решетками, имеющими отверстия диаметром 0,7-1,0 мм, шагом 4-7 мм и с возможностью перемещения одна относительно другой, соединенную с емкостью, представляющей собой пневмогидравлический аккумулятор, объем которого заполнен водой и сжатым воздухом, механизм загрузки и выгрузки с замком и штоком для установки лопаток.
Установка для термопластического упрочнения изделий также имеет существенные недостатки. Весь технологический цикл упрочнения осуществляется ручным способом и составляет не менее 30 минут, при этом детали упрочняются последовательно, что приводит к низкой производительности, а отработанная жидкость после упрочнения сливается в канализацию в достаточно большом количестве.
Технический результат - возможность одновременного качественного упрочнения всех поверхностей детали, повышение качества упрочнения и повышение производительности процесса упрочнения, обеспечение замкнутого цикла обработки.
Технический результат достигается тем, что в способе термопластического упрочнения детали нагревают свыше 600°С, но ниже температур фазовых переходов, охлаждают жидкостью под давлением, а охлаждение производят жидкостью под давлением 8-10 атм в процессе свободного падения детали в кольцевом спрейере, причем угол наклона струй в кольцевом спрейере α определяют от 0° до 45° в зависимости от размера и конфигурации детали для задержания детали и сбива паровой рубашки, а установка для термопластического упрочнения деталей содержит электропечь, охлаждающую камеру, соединенную с емкостью с охлаждающей жидкостью, механизм загрузки и выгрузки деталей, причем охлаждающая камера выполнена в виде кольцевого спрейера, электропечь выполнена тоннельного типа, имеет системы фильтрации, охлаждения и контроля охлаждающей жидкости с обеспечением замкнутого цикла.
Предлагаемый способ может быть применен как для новых деталей при их изготовлении, так и после их эксплуатации для восстановления их циклической прочности после операции полирования и термообработки для снятия деформационного упрочнения.
Сущность предлагаемого способа заключается в следующем.
Деталь из материала ЭИ 893 (ХН 65 ВМТЮ) нагревают до температур выше 600°С, но ниже температур фазовых переходов, давлением 8-10 атм, в процессе свободного падения детали в кольцевом спрейере. Начало структурно-фазовых превращений происходит при ≈900°С, температура нагрева ≈720°С. Давление в спрейере 8 атм (0,8 МПа), отверстия в спрейере: ⊘ 0,8 мм, шаг 7 мм, угол наклона отверстия к поверхности спрейера 45°. Направление струи охлаждающей жидкости от 0° до 45°. Это способствует эффективному сбиванию паровой рубашки, препятствующей формированию благоприятного напряженно-деформированного состояния поверхностного слоя, и позволяет упрочнять все поверхности деталей разнообразной формы и размеров с одинаковым более высоким качеством и избежать концентрации напряжения.
Предлагаемый способ может быть реализован на установке, которая показана на фиг. 1, где (1) - деталь, (2) - толкатель, (3) - вентилятор, (4) - конечный выключатель, (5) - фильтр, (6, 12) - кран, (7) - поплавок, (8) - испаритель, (9) - конденсатор, (10) - теплоизоляция, (11) - компрессор, (13) - блок, (14) - емкость, (15) - контейнер, (16) - эластичный склиз, (17) - виброопора, (18) - фильтр, (19) - эластичный толкатель, (20) - насос высокого давления, (21) - кольцевой спрейер, (22) - манометр, (23) - задвижка, (24) - захват, (25) - неподвижный упор, (26, 32) - задвижка, (27) - отводная труба, (28) - термопара, (29) - температурное реле, (30, 33) - направляющая, (31) - электропечь, (34) - крышка люка.
Установка для термопластического упрочнения деталей работает следующим образом.
Деталь 1 по склизам из приемника попадает на направляющие 33. Толкателем 2 при открытой задвижке 32 деталь перемещается на направляющей 30 внутри электропечи муфельной печи тоннельного типа 31, после чего задвижка 32 закрывается. Электропечь оснащена термопарой 28 и температурным реле 29. При достижении необходимой температуры автоматически открывается задвижка 26, и захватом 24 деталь перемещается до неподвижного упора 25. Деталь при этом освобождается от захвата 24 и свободно падает вниз под действием собственного веса. При этом закрывается задвижка 26, и открывается задвижка 23 на входе в кольцевой спрейер 21.
В кольцевой спрейер 21 во время свободного падения детали подается охлаждающая жидкость из емкости 14 через фильтр 18 насосом высокого давления 20. Давление охлаждающей жидкости составляет 8-10 атм и регулируется автоматически. Для визуального контроля давления охлаждающей жидкости служит манометр 22.
Для подачи охлаждающей жидкости в кольцевой спрейер 21 вместо насоса высокого давления 20 можно использовать комплекс, состоящий из компрессора, ресивера, трубопроводной и запорной арматуры и системы управления.
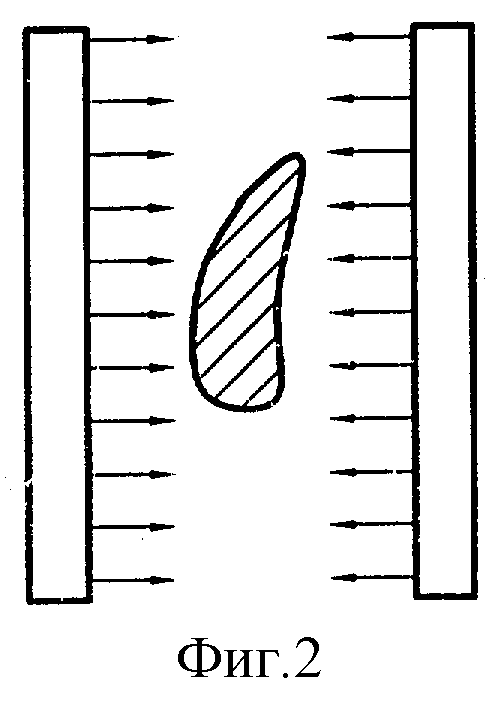
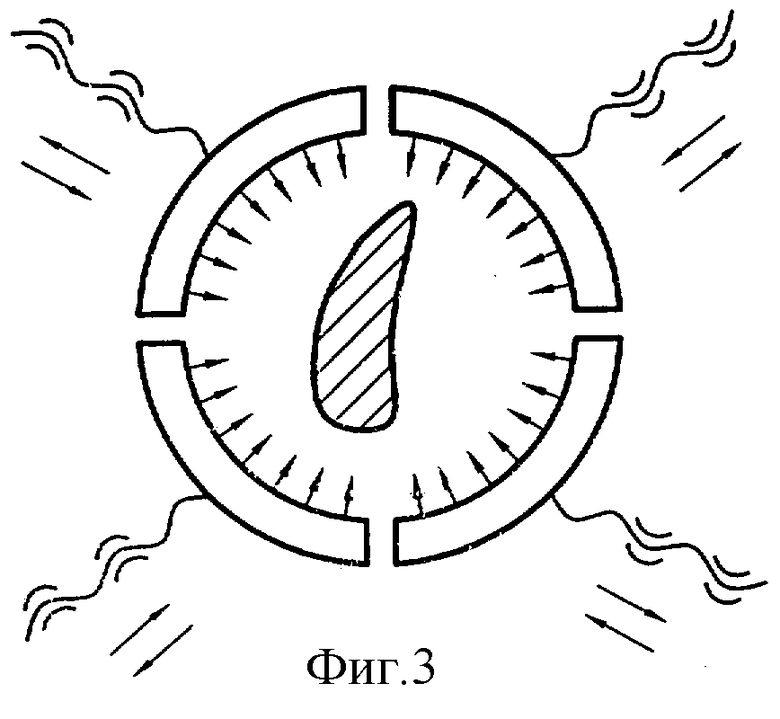
В отличие от плоских нерегулируемых и регулируемых спрейеров в установках для термопластического упрочнения (фиг.2) спрейер (фиг.3) представляет собой полую регулируемую конструкцию, выполненную в виде кольца, которая позволяет равномерно охлаждать все поверхности упрочняемой детали. В кольцевом спрейере 21 отверстия расположены таким образом, чтобы струи охлаждающей жидкости задерживали движение упрочняемой детали и сбивали паровую рубашку. Для предотвращения парового удара при упрочнении в кольцевом спрейере служит отводная труба 27. Угол наклона струй в кольцевом спрейере α составляет от 0 до 45° и определяется в зависимости от размера и конфигурации детали опытным путем.
Упрочнение в кольцевом спрейере 21 при свободном падении детали позволяет более качественно и равномерно упрочнить все поверхности детали за счет свободного доступа струй охлаждающей жидкости ко всем поверхностям детали и более высокого давления. Процесс термопластического упрочнения весьма скоротечен и составляет не более 0,03-0,05 с (Б.А.Кравченко, В.Г.Круцило, Г.Н.Гутман. - Самара: СамГТУ, 2000 - 216 с. "Термопластическое упрочнение - резерв повышения прочности и надежности деталей машин»).
Деталь после упрочнения в процессе свободного падения внутри кольцевого спрейера 21 попадает на эластичный склиз 16, после чего эластичным толкателем 19 перемещается в контейнер 15. В этом контейнере происходит окончательное охлаждение детали. Затем деталь в контейнере с помощью блоков 13 автоматически поднимается к крышке люка 34. Крышка люка при этом также автоматически открывается. Упрочненная деталь эвакуируется оператором, после чего контейнер 15 опускается вниз, и закрывается крышка люка 34. На этом цикл упрочнения детали заканчивается.
Для замкнутого цикла процесса служит система фильтрации, охлаждения и контроля уровня охлаждающей жидкости. Она состоит из крана 6 и фильтра 5, поплавка 7 и конечных выключателей 4, при этом автоматически поддерживается необходимый уровень охлаждающей жидкости. Фильтр 18, установленный на входе насоса высокого давления 20, предотвращает загрязнение охлаждающей жидкости при подаче в кольцевой спрейер 21.
Для охлаждения жидкости служит вентилятор 3 и криогенная установка, состоящая из компрессора 11, испарителя 8 и конденсатора 9, разделенных теплоизоляцией 10. При температуре окружающей среды ниже 20°С для охлаждения жидкости может быть достаточно работы вентилятора 3. При температуре окружающей среды выше 20°С автоматически включается криогенная установка, снижающая температуру охлаждающей жидкости до 20°С.
Через определенное количество циклов упрочнения отработанная охлаждающая жидкость сливается через кран 12 и обновляется из сети через кран 6 и фильтр 5.
Для предотвращения вибраций установки служат четыре виброопоры 17.
Предлагаемая конструкция установки обеспечивает реализацию способа термопластического упрочнения в процессе свободного падения в кольцевом спрейере при автоматическом и замкнутом цикле обработки с высоким уровнем качества упрочнения, то есть достижение технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2351660C2 |
| УСТАНОВКА ДЛЯ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ ЛОПАТОК | 2000 |
|
RU2170272C2 |
| СПОСОБ ЗАКАЛКИ ПРУЖИННЫХ КЛЕММ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2459877C1 |
| Установка для термопластического упрочнения лопаток | 1977 |
|
SU726187A1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ С ОТВЕРСТИЯМИ | 1991 |
|
RU2016090C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗАКАЛЕННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 2000 |
|
RU2181649C2 |
| УСТАНОВКА ДЛЯ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219250C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ОБОДА ПРИ ТЕРМОУПРОЧНЕНИИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1994 |
|
RU2082775C1 |
| СПОСОБ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ | 2006 |
|
RU2331674C2 |
| СПОСОБ ПОВЫШЕНИЯ ЦИКЛИЧЕСКОЙ ПРОЧНОСТИ ДЕТАЛЕЙ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 1996 |
|
RU2143011C1 |
Изобретение относится к термической обработке изделий и может найти свое применение для поверхностной упрочняющей обработки окончательно изготовленных деталей из жаропрочных сплавов, работающих в условиях повышенных температур и знакопеременных нагрузок. Изобретение также может быть использовано при восстановлении и ремонте указанных деталей после эксплуатации их в составе изделия. Техническим результатом изобретения является одновременное качественное упрочнение всех поверхностей детали, повышение качества упрочнения и повышение производительности процесса упрочнения, обеспечение замкнутого цикла обработки. Технический результат достигается тем, что детали нагревают свыше 600°С, но ниже температур фазовых переходов, охлаждают жидкостью под давлением, а охлаждение производят жидкостью под давлением 8-10 атм в процессе свободного падения детали в кольцевом спрейере, причем угол наклона струй в кольцевом спрейере α составляет от 0° до 45° и определяется в зависимости от размера и конфигурации детали опытным путем, а установка содержит электропечь, охлаждающую камеру со спрейерными решетками с отверстиями диаметром 0,7-1,0 мм, шагом 4-7 мм, соединенную с емкостью, механизм загрузки и выгрузки деталей, причем спрейер выполнен в виде полой регулируемой кольцевой конструкции, установлены электропечь тоннельного типа, системы фильтрации, охлаждения и контроля охлаждающей жидкости для обеспечения замкнутого цикла. 2 н.п. ф-лы, 3 ил.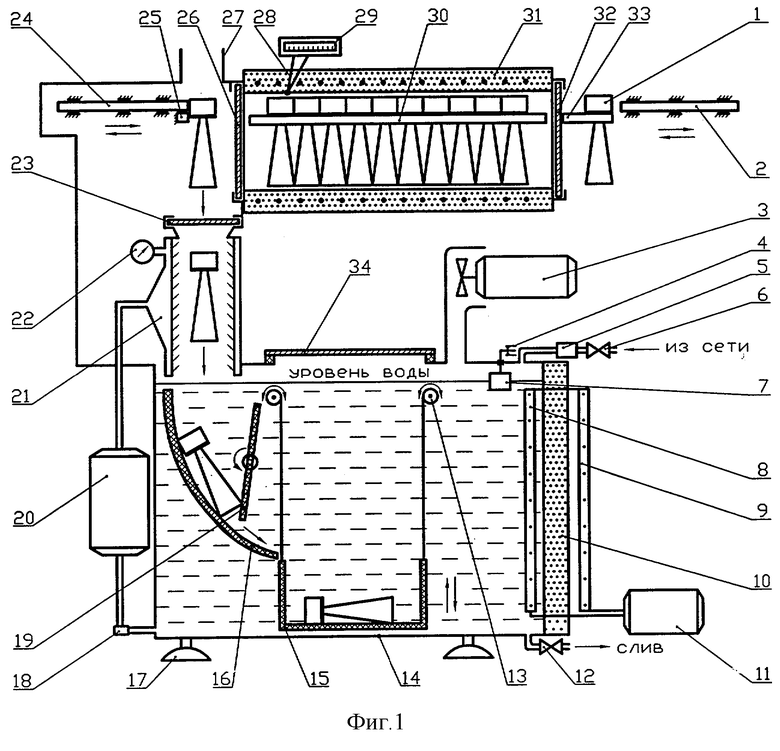
| СПОСОБ ВОССТАНОВЛЕНИЯ ЦИКЛИЧЕСКОЙ ПРОЧНОСТИ ДЕТАЛЕЙ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2000 |
|
RU2171857C2 |
| УСТАНОВКА ДЛЯ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ ЛОПАТОК | 2000 |
|
RU2170272C2 |
| СПОСОБ ПОВЫШЕНИЯ ЦИКЛИЧЕСКОЙ ПРОЧНОСТИ ДЕТАЛЕЙ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 1996 |
|
RU2143011C1 |
| US 4753686 А, 28.06.1988 | |||
| DE 19909478 A1, 23.11.2000 | |||
| DE 3536609 А, 16.04.1987 | |||
| Установка для пламенной поверхностной закалки ручьев барабана лебедки | 1989 |
|
SU1738863A1 |

