Изобретение относится к термической обработке изделий и может найти применение для поверхностной упрочняющей обработки окончательно изготовленных деталей из жаропрочных сплавов, работающих в условиях повышенных температур и знакопеременных нагрузок. Изобретение также может быть использовано при восстановлении и ремонте указанных деталей после эксплуатации их в составе изделия.
Известен способ повышения циклической прочности деталей газотурбинных двигателей на основе никеля (Патент РФ №2143011), заключающийся в том, что производится нагрев детали выше 600°С, но ниже температуры фазовых переходов, затем производится охлаждение нагретой детали со скоростью отвода теплоты, обеспечивающей достижение коэффициента теплоотдачи не менее (1,5-2,5)·105 Вт/м2·С, при этом охлаждение осуществляется жидкостью под давлением 5-6 атм.
К недостаткам данного способа можно отнести то, что давление охлаждающей жидкости 5-6 атм не всегда обеспечивает формирование требуемого уровня остаточных напряжений для разнообразных типоразмеров деталей.
Известен также способ термопластического упрочнения деталей и установка для его осуществления (Патент РФ №2258086), в котором производится нагрев детали выше 600°С, но ниже температуры фазовых переходов, затем производится охлаждение жидкостью под давлением 8-10 атм в процессе свободного падения детали в кольцевом спрейере, при угле наклон струй в кольцевом спрейере от 0 до 45° в зависимости от размера и конфигурации детали для задержания и сбива паровой рубашки.
Способ имеет недостатки: при перемещении детали из зоны нагрева в зону охлаждения происходит резкое изменение температурного поля, что отрицательно влияет на формирование напряженно-деформированного состояния поверхностного слоя, а значит, и на эксплуатационные характеристики, а также наличие довольно сложной системы перемещения деталей.
Установка для термопластического упрочнения лопаток, описанная в патенте РФ №21702672, выбрана в качестве аналога. Она содержит электропечь, расположенную под ней охлаждающую камеру со спрейерными решетками, имеющими отверстия, возможность перемещения решеток одна относительно другой и механизм загрузки и выгрузки.
Известно устройство для термопластического упрочнения деталей, описанное в патенте РФ №2258086, выбранное в качестве прототипа.
Устройство содержит электропечь, охлаждающую камеру, выполненную в виде кольцевого спрейера, соединенную с емкостью с охлаждающей жидкостью, механизм загрузки и выгрузки деталей.
Недостатком данных устройств является невозможность сохранения равномерного температурного поля до начала процесса охлаждения, что снижает эффект упрочнения и ухудшает эксплуатационные характеристики детали.
Технический результат, достигаемый изобретением, - повышение качества упрочнения и производительности процесса упрочнения, обеспечение замкнутого цикла обработки.
Технический результат достигается тем, что в способе термопластического упрочнении детали нагревают до температур ниже фазовых переходов с последующим спрейерным охлаждением под давлением не ниже 8 атм, зоны нагрева и охлаждения совмещают, осуществляя нагрев деталей индуктором, а охлаждение - выдвижным спрейером после отключения индуктора, при этом процесс упрочнения происходит без эвакуации деталей, а установка для термопластического упрочнения деталей содержит балку для крепления деталей, емкость с жидкостью, насос, зону нагрева, зону охлаждения, выполненную в виде спрейера, причем зона нагрева выполнена в виде индуктора, а спрейер выполнен выдвижным, входящим в пространство между индуктором и деталями, при этом спрейер соединен с тарированным грузом, направляющей трубой и насосом.
Предлагаемый способ может быть применен как для новых деталей при их изготовлении, так и после их эксплуатации для восстановления их циклической прочности.
Сущность предлагаемого способа заключается в следующем.
Детали из материала, например ЭИ 893 (ХН 65 ВМТЮ) через дверцу загружают в камеру, включают индуктор и осуществляют нагрев до температур ниже температур фазовых переходов с выдержкой времени для создания более равномерного температурного поля и по всему объему детали, затем индуктор отключают. В момент отключения индуктора включается насос, спрейер в результате повышения давления выдвигается и входит в пространство между индуктором и деталями, происходит охлаждение деталей жидкостью под давлением не ниже 8 атм. Промежуток времени от достижения необходимой температуры и начала процесса охлаждения минимален. Начало структурно-фазовых превращений для материала происходит при температуре не ниже 800°С, температуре нагрева ≈720°С, давлении в спрейере 8 атм (0,8 МПа). Время выдержки составляет не менее 10 мин. Температура упрочнения и время выдержки для других материалов определяется их физико-механическими свойствами. Насос отключают, и под воздействием тарированного груза спрейер возвращается в исходное состояние.
Предлагаемый способ может быть реализован на установке, которая показана на чертеже, где (1) - деталь, (2) - дверца, (3) - индуктор, (4) - балка для крепления деталей, (5) - спрейер, 6 - направляющая труба, 7 - тарированный груз, 8 - насос, 9 - фильтр.
Установка для термопластического упрочнения деталей работает следующим образом.
Через дверцу 2 детали размещают на направляющей балке 4, расположенной внутри индуктора 3. Индуктор 3 включают, осуществляется нагрев деталей 1. При достижении необходимой температуры отключается индуктор 3 и подается охлаждающая жидкость из емкости через фильтр 9 насосом 8. Под давлением жидкости спрейер 5 выдвигается и входит в пространство между индуктором 3 и деталями 1, производится охлаждение деталей, затем насос 8 отключается, давление в охлаждающей системе падает и под действием тарированного груза 7 спрейер 5 возвращается в исходное положение. Для сокращения производственного цикла могут быть использованы любые встроенные охлаждающие устройства.
В данной установке зоны нагрева и охлаждения совмещены, детали не эвакуируются из зоны нагрева, что резко улучшает качество из-за отсутствия тепловых потерь, вредно влияющих на формирование остаточных напряжений. Вместо печи сопротивления используется индукционный нагрев, так как в печи сопротивления нельзя размещать спрейер, индукционный нагрев более управляем, что является преимуществом. Спрейер 5 представляет собой полую регулируемую конструкцию, которая выдвигается в момент отключения индуктора, поэтому в установке отсутствует сложный механизм перемещения деталей. Замкнутый цикл охлаждения и циркуляции жидкости и автоматизация процесса позволили повысить производительность установки и ее экологичность. Фильтр 9, установленный на входе насоса высокого давления 8, предотвращает загрязнение охлаждающей жидкости при подаче в спрейер 5.
Предлагаемый способ может быть применен как для новых деталей при их изготовлении, так и после их эксплуатации для восстановления их циклической прочности.
Через определенное количество циклов упрочнения отработанная охлаждающая жидкость сливается через кран и обновляется из сети.
Предлагаемая конструкция установки обеспечивает реализацию способа термопластического упрочнения при совмещенных зонах нагрева и охлаждения при автоматическом и замкнутом цикле обработки с высоким уровнем качества упрочнения и достижение технического результата.
Источники информации
1. Патент РФ №2143011.
2. Патент РФ №21702672.
3. Патент РФ №2258086 “Способ термопластического упрочнения деталей и установка для его осуществления”.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2258086C1 |
| СПОСОБ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ | 2006 |
|
RU2331674C2 |
| СПОСОБ ЗАКАЛКИ ПРУЖИННЫХ КЛЕММ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2459877C1 |
| УСТАНОВКА ДЛЯ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ ЛОПАТОК | 2000 |
|
RU2170272C2 |
| Установка для термопластического упрочнения лопаток | 1977 |
|
SU726187A1 |
| УСТАНОВКА ДЛЯ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219250C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2449878C2 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ С ОТВЕРСТИЯМИ | 1991 |
|
RU2016090C1 |
| СПОСОБ ПОВЫШЕНИЯ ЦИКЛИЧЕСКОЙ ПРОЧНОСТИ ДЕТАЛЕЙ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 1996 |
|
RU2143011C1 |
| Способ термической обработки наплавленных лап культиватора | 1988 |
|
SU1661225A1 |
Изобретение относится к области термической обработки изделий и может найти применение для поверхностной упрочняющей обработки окончательно изготовленных деталей из жаропрочных сплавов, работающих в условиях повышенных температур и знакопеременных нагрузок. Изобретение также может быть использовано при восстановлении и ремонте указанных деталей после эксплуатации их в составе изделия. Для повышения качества упрочнения и производительности процесса упрочнения, обеспечения замкнутого цикла обработки способ упрочнения деталей включает нагрев деталей до температуры ниже фазового перехода с помощью индуктора, затем отключают индуктор и проводят охлаждение жидкостью под давлением не ниже 8 атм с помощью выдвижного спрейера путем его размещения в пространстве между индуктором и деталями. Способ осуществляют в установке, содержащей камеру нагрева в виде индуктора, размещенную в ней балку с деталями, спрейер для охлаждения, соединенный с емкостью с жидкостью посредством направляющей трубы и насоса, при этом спрейер выполнен с возможностью выдвижения под давлением жидкости в пространство между индуктором и балкой с деталями и его возврата в исходное положение посредством тарированного груза. 2 н.п. ф-лы, 1 ил.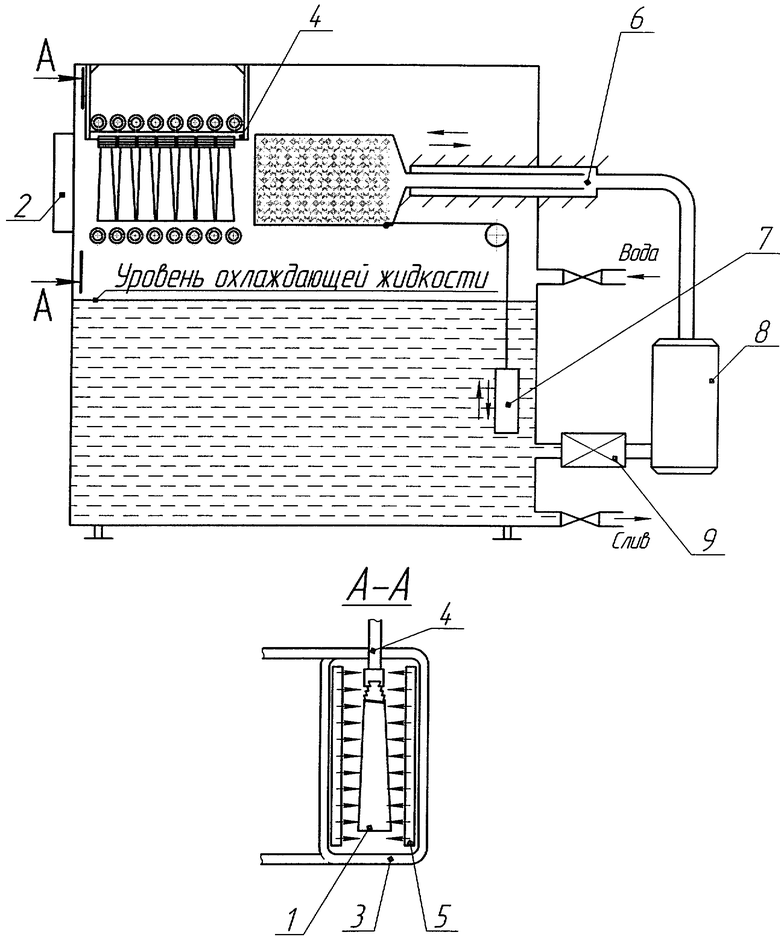
1. Способ термопластического упрочнения деталей, включающий нагрев деталей до температуры ниже фазового перехода и охлаждение жидкостью под давлением не ниже 8 атм., отличающийся тем, что нагрев деталей осуществляют с помощью индуктора, затем отключают индуктор и проводят охлаждение с помощью выдвижного спрейера путем его размещения в пространстве между индуктором и деталями.
2. Установка для термопластического упрочнения деталей, содержащая камеру нагрева, размещенную в ней балку с деталями, спрейер для охлаждения, соединенный с емкостью с жидкостью посредством направляющей трубы и насоса, отличающаяся тем, что камера нагрева выполнена в виде индуктора, а спрейер - с возможностью выдвижения под давлением жидкости в пространство между индуктором и балкой с деталями и его возврата в исходное положение посредством тарированного груза.

