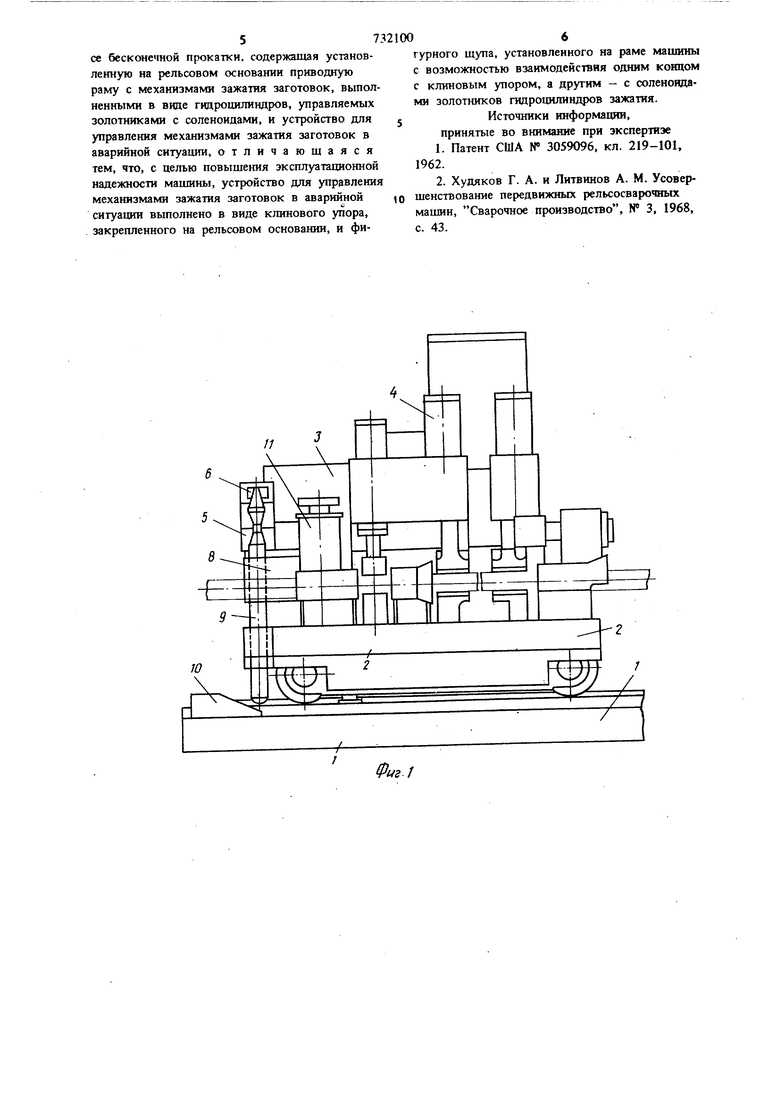
Изобретение относится к сварке, а именно к сварочному оборудованию, и может быть использовано при сварке горячих заготовок в процессе бесконечной прокатки. Известна машина для контактной стыковой сварки заготовок горячего проката, состоящая из рельсового основания, на котором установлена приводная рама с гидроприводом зажима заготовок. Гидропривод зажима заготовок выполнен из двух гидроцилиндров, управляемых золотниками снабженных соленоидами. Кроме того, на приводной раме установлен реверсивный двигатель, на валу которого закреплено зубчатое колесо, и опорный ролик. Зубчатое колесо входит в зацепление с зубчатой рейкой закрепленной на рельсовом основании 1. Управление зажимными пщроиилиндрамн в известной машине осуществляется только электрически по командам с программного уст ройства, работа которого связана с перемещением мащины через конечные выключатели. Эт обстоятельство может привести к аварийной ситуации на стане. В случае каких-либо нарушений в злектрических цепях (обрыв провода. нарушение контактов из-за окисления или попадания грязи и др.), что имеет место на практике, переключения соленоидов не происходит. Машина вместе с зажатыми заготовками столкнется с клетью стана, если оператор не успеет включить аварийную систему его остановки. Однако и остановка стана, наполненного металлом, связана с больишми потерями машинного времени. Отмеченный недостаток не позволяет использовать известную машину для контактной стыковки сварки заготовок горячего проката на современных непрерывных станах бесконечной прокатки. Известна также машина для контактной стыковой сварки, содержащая установленную на рельсовом основании приводную раму с механизмами зажатия заготовок, вьшолненными в виде гидроцилиндров, управляемьп золотниками с соленоидами, и устройство для управлешш механизмами зажатия заготовок в аварий ной ситуации 2. Недостатком известной машины является то, что устройство для управления механизмами зажатия заготовок в аварийной ситуации вьтолнено в виде электрической цепи, что является ненадежным, особенно в машинах для сварки заготовок в процессе прокатки. Цель изобретегшя - повышение эксплуатационной надежности машины. Поставленная цель достигается тем, что уст ройство для управления механизмами зажатия заготовок в аварийной ситуации выполнено в виде клинового упора, закрепленного на рел совом основании, и фигурного - щупа, установленного на раме машины с возможностью взаимодействия одним концом с клиновым упором, а другим - с соленоидалш золотников гидроцилиндров зажатия. На фиг. 1 показана предлагаемая машина, для стыковой контактной сварки горячих за-. готовок, вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - схема управления гидроприводом зажима заготовок. Машина для стыковой контактной сварки горячих заготовок содержит рельсовое основайие 1, на котором установлена приводная рама 2. На приводной раме 2 установлен гидропривод 3 зажима заготовок, выполненный из двух гидроцилиндров 4, управляемых золотниками 5 с соленоидами 6 и 7. Приводная рама снабжена вертикальной направляющей 8 с плавающим фигурным щупом 9, взаимодействующим с соленоидами 6. На рельсовом основаНИИ установлен клиновой упор 10, взаимодействующий со щупом 9. Кроме того, на привод ной раме 2 установлен реверсивный двигатель на валу которого закреплено зубчатое колесо входящее в зацепление с рейкой 13. Противоположно зубчатому колесу 12 установлен опор ный ролик 14, опирающийся на рейку 13. Предлагаемая машина работает следующим образом. Когда концы заготовок приближаются к оси сварки машины, nocijTiaeT команда на вы ключе1ше реверсивного двигателя 11. Вращаясь зубчатое колесо 12 обкатывает рейку 13 и пе ремещает приводную раму 2 по рельсовому основанию 1. После синхронизащ1И скоростей машины и первой клети стана, совмещения оси сварки с плоскостями концов заготовок поступает команда на зажим заготовок. Включают соленоиды 7, которые перемещают клапаны золотников 5. Напорная магистраль гидр привода 3 соединяется с поршневыми полостями гидроцилиндров 4, а их штоковые полос ти-со сливом. Заготовки зажимаются. Далее начинается процесс. стыковой сварки, после окончания которого поступает команда на рас крытие зажимов. Включается вторая пара соленоидов 6, перемещающих клапаны золотников 5 в противоположное положение. Напорная магистраль гидропривода 3 соединяется со штыковыми полостями гидроцилиндров 4, а поршневые полости - со сливом. После освобождения заготовок поступает команда на возврат машины в исхогщое положение. Реверь сивный двигатель 11 начинает вращаться в обратном направлении, приводная рама 2 возвращается в исходное положение. Работа машины выполняется в автоматическом режиме по строго заданной программе. В случае каких-либо нарушений в злектрических цепях сварка заготовок будет прекращена, однако машина с зажатыми заготовками (соленоид 6 не включится) под действием тянущего усилия клети стана будет продолжать двигаться вперед. При подходе приводной рамы 2 к упору 10 начинает подниматься щуп 8, который своими срезами отодвинет якоря соленоидов 6 и переместит клапаны золотников 5. Напорная магистраль гидропривода 3 соединится со щтоковыми полостями гидроцилиндров 4, а поршневые полости - со сливом. Заготовки будут освобождены от зажимов, аварийной ситуации не произойдет. В автоматической электрической схеме управления машиной предусмотрено реле времени, контролирующее движение машины вперед, во время которого выполняются все необходимые технологические операции. В случае удлинения времени протекания технологических операций поступают электрические сигналы на включение соленоидов отжатия заготовок и на врзврат в исходное положение. При непоступлении такого сигнала оператору необходимо обрезать прокатьтаемую плеть аварийными ножницами и прекратить подачу металла в стан до устранегюя причин непоступления сигнала. В случае примене шя предлагаемой машины нарушений в работе стана не произойдет, так как будут подстрахованы действия оператора по освобождению заготовок, а стан будет продолжать работать в режиме поштучной прокатки. Процесс бесконечной прокатки будет возобновлен после устранения причин непоступления сигнала разжатие. Применение предлагаемой машины для стыковой контактной сварки горячих заготовок на станах 250-4,5 завода Криворожсталь, 250-2 Западно-Сибирского и 250 Челябинского металлургических заводов позволит повысить надежность работы оборудования. Ожидаемый экономический эффект составит 50 тыс. руб/год для каждого стана за счет повышения надежности работы сварочной машины путем устранения ее аварийных остано век в крайнем переднем положении. Суммарный экономический эффект составит 200 тыс.руб/год. Формула изобретения Машина для контактной стыковой сварки, преимущественно горячих заготовок в пронессе бесконечной прокатки, содержащая установленную на рельсовом основании приводную раму с механизмами зажатия заготовок, выполненными в виде гидроцилиндров, управляемых золотниками с соленоидами, и устройство для управления механизмами зажатия заготовок в аварийиой ситуашга, отличающаяся тем, что, с целью повыщения эксплуатационной надежности машины, устройство для управления механизмами зажатия заготовок в аварийной ситуации выполнено в виде клинового упора, закрепленного на рельсовом основании, и фигурного щупа, установленного на раме машины с возможностью взаимодействия одним концом с клиновым упором, а другим - с соленоидами золотников гидроцилиндров зажатия.
Источники информации, принятые во внимание при экспертизе
1.Патент США РР 3059096, кл. 219-101, 1962.
2.Худяков Г. А. и Литвииов А. М. Усоверщенствование передвижных рельсосварочиых мащин, Сварочное производство, N 3, 1968, с. 43.

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1980 |
|
SU889336A1 |
| Машина для контактной стыковой сварки | 1981 |
|
SU956196A2 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОБСАДНЫХ ТРУБ НАД УСТБЕМ СКВАЖИНБ1 | 1968 |
|
SU231040A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ НАГРЕТЫХ ЗАГОТОВОК | 2006 |
|
RU2321479C1 |
| Сварочная установка для контактной стыковой сварки | 1974 |
|
SU531690A1 |
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Мшина для контактной стыковой сварки | 1965 |
|
SU471974A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |

