ки 1 и 2 с закрепленными на них рас- -JQ щены) . Механизм шагового перемещения
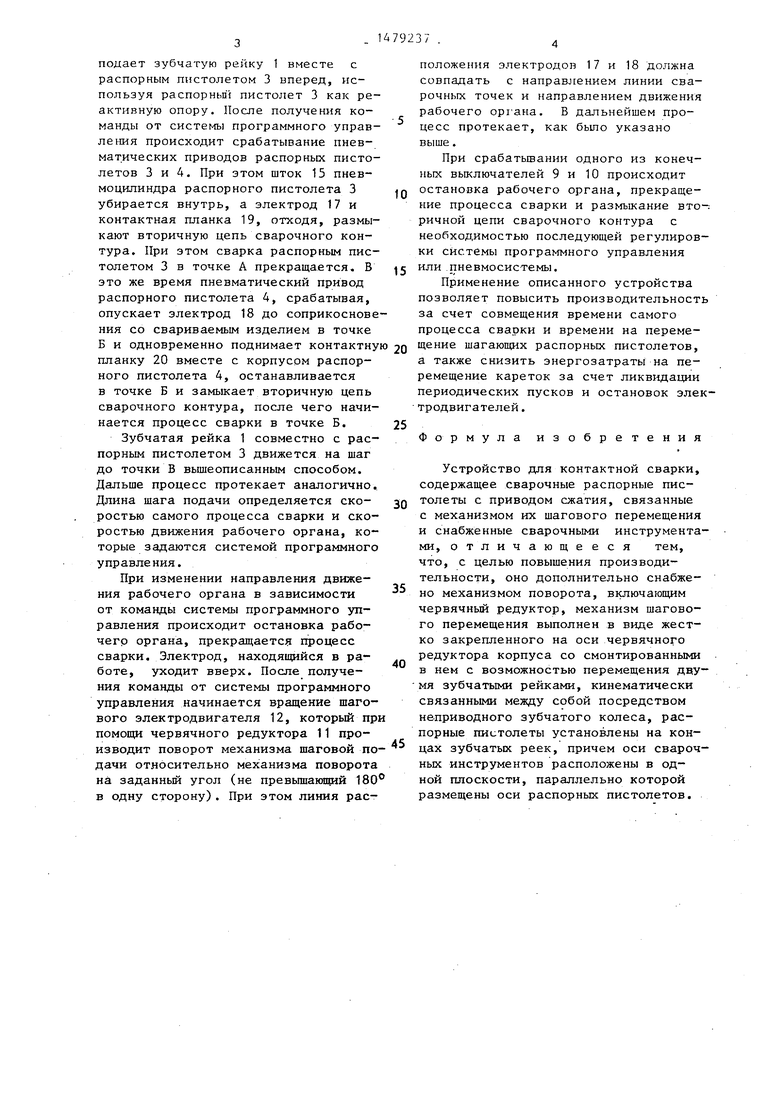
порными пистолетами 3 и 4 установлены с возможностью перемещения в направляющих корпуса 7 и связаны между собой неприводным зубчатым колесом 8. На корпусе 7 закреплены конечные выключатели 9 и 10. Механизм шагового перемещения закреплен на механизме поворота, содержащем червячньй редуктор 11 и шаговый электродвигатель 12, при помощи шпонок 13 и гайки 14 с возможностью поворота механизма шагового перемещения относительно механизма поворота на угол до 180° по часовой и против часовой стрелки. На штоках 15 распорных пистолетов 3 и 4 закреплены держатели 16 с электродами 17 и 18, которые расположены эксцентрично относительно осей распорных пистолетов 3 и 4 (см. фиг.З). Для предотвращения разворота электродер35
40
45
соориентирован относительно направления движения (линии сварочных точек) при помощи механизма поворота, связанного с системой программного управления.
После включения установки контактной сварки начинается движение рабочего, органа установки (каретки или руки робота) с постоянной скоростью в заданном направлении вместе с устройством. По команде системы программного управления в заданной точке А срабатывает пневматический привод распорного пистолета 3. При этом корпус распорного пистолета 3 поднимается до упора контактной планки 19, а электрод 17 сжимает свариваемые изделия, замыкая вторичную цепь сварочного контура. По команде системы программного управления нажателей 16 вместе со штоками 15 пнев- пинается процесс сварки в течение
соориентирован относительно направления движения (линии сварочных точек) при помощи механизма поворота, связанного с системой программного управления.
После включения установки контактной сварки начинается движение рабочего, органа установки (каретки или руки робота) с постоянной скоростью в заданном направлении вместе с устройством. По команде системы программного управления в заданной точке А срабатывает пневматический привод распорного пистолета 3. При этом корпус распорного пистолета 3 поднимается до упора контактной планки 19, а электрод 17 сжимает свариваемые изделия, замыкая вторичную цепь сварочного контура. По команде системы программного управления напинается процесс сварки в течение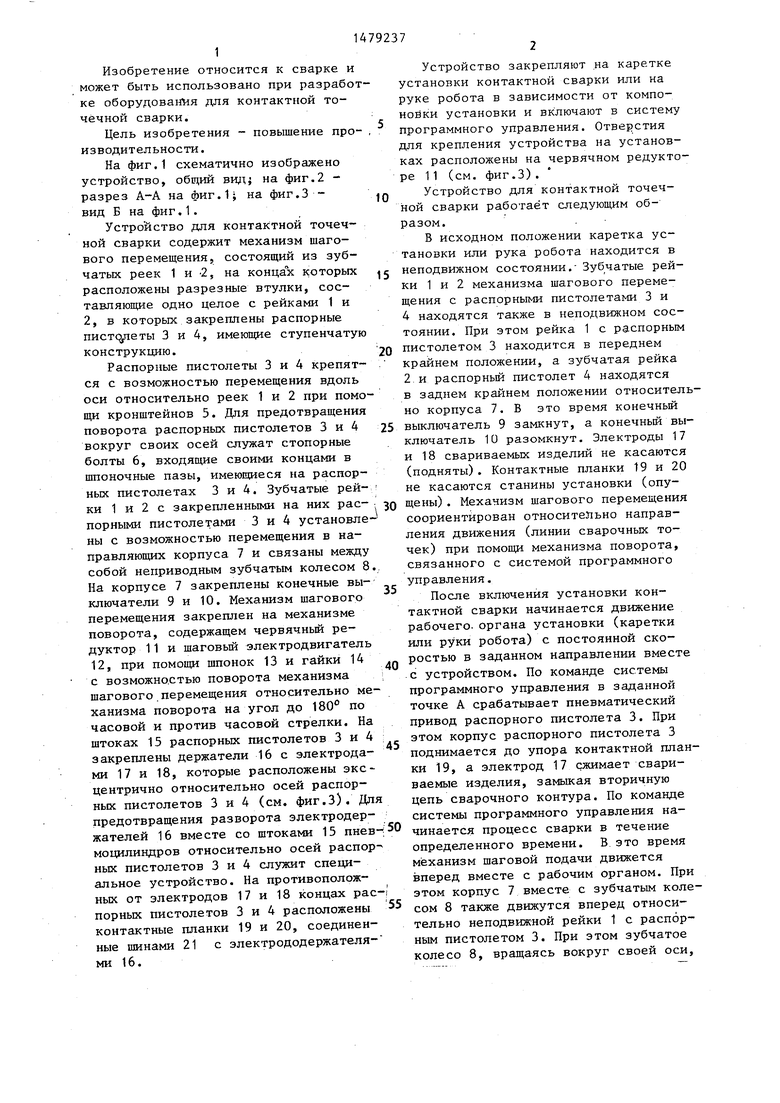
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШАГОВОЙ ПОДАЧИ СВАРОЧНЫХ КЛЕЩЕЙ | 1994 |
|
RU2065805C1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1968 |
|
SU211699A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1973 |
|
SU369992A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНО-ШАГОВОЙ СВАРКИ | 1992 |
|
RU2050236C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
| Сварочный манипулятор | 1960 |
|
SU135555A1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU507422A1 |
| Устройство для шаговой подачи | 1979 |
|
SU897436A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| СТАНОК ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU292021A1 |
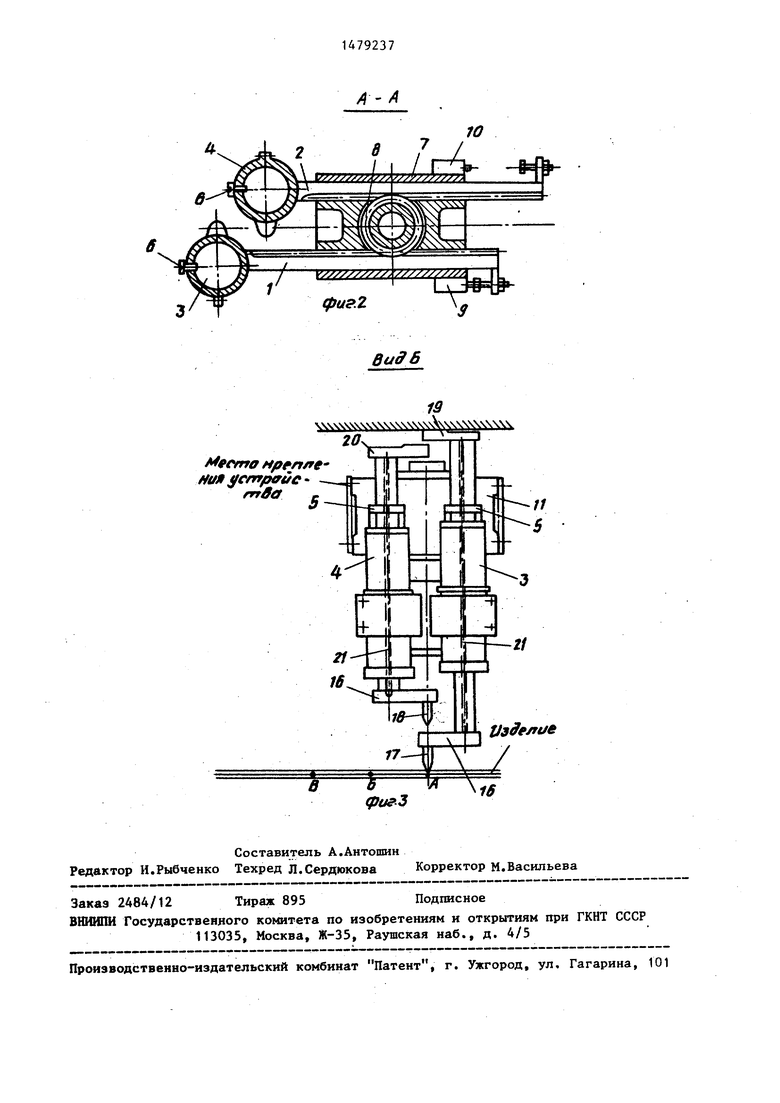
Изобретение относится к сварке и может быть использовано при разработке оборудования для контактной сварки. Цель изобретения - повышение производительности.Зубчатые рейки со смонтированными на их концах сварочными распорными пистолетами 3 и 4 кинематически связаны между собой неприводным зубчатым колесом 8.Перемещение пистолетов 3 и 4 на шаг осуществляется за счет равномерного движения рабочего органа, на котором крепится устройство. При этом, когда при помощи распорного пистолета 3 осушествляется сварка, распорный пистолет 4 перемещается вперед вместе с механизмом шагового перемещения. В результате совмещения операций достигается сокращение общей продолжительности процесса сварки. 3 ил.
моцилиндров относительно осей распор ных пистолетов 3 и 4 служит специальное устройство. На противоположных от электродов 17 и 18 концах pac-i порных пистолетов 3 и 4 расположены 55 контактные планки 19 и 20, соединенные шинами 21 с электрододержателя- ми 16.
определенного времени. В это время механизм шаговой подачи движется вперед вместе с рабочим органом. При этом корпус 7 вместе с зубчатым колесом 8 также движутся вперед относительно неподвижной рейки 1 с распорным пистолетом 3. При этом зубчатое колесо 8, вращаясь вокруг своей оси,
подает зубчатую рейку 1 вместе с распорным пистолетом 3 вперед, используя распорный пистолет 3 как реактивную опору. После получения команды от системы программного управления происходит срабатывание пневматических приводов распорных пистолетов 3 и 4. При этом шток 15 пнев- моцилиндра распорного пистолета 3 убирается внутрь, а электрод 17 и контактная планка 19, отходя, размыкают вторичную цепь сварочного контура. При этом сварка распорным пистолетом 3 в точке А прекращается. В это же время пневматический привод распорного пистолета 4, срабатывая, опускает электрод 18 до соприкосновения со свариваемым изделием в точке Б и одновременно поднимает контактну планку 20 вместе с корпусом распорного пистолета 4, останавливается в точке Б и замыкает вторичную цепь сварочного контура, после чего начинается процесс сварки в точке Б.
Зубчатая рейка 1 совместно с распорным пистолетом 3 движется на шаг до точки В вышеописанным способом. Дальше процесс протекает аналогично. Длина шага подачи определяется скоростью самого процесса сварки и скоростью движения рабочего органа, которые задаются системой программного управления.
При изменении направления движения рабочего органа в зависимости от команды системы программного управления происходит остановка рабочего органа, прекращается процесс сварки. Электрод, находящийся в работе, уходит вверх. После получения команды от системы программного управления начинается вращение шагового электродвигателя 12, который при помощи червячного редуктора 11 производит поворот механизма шаговой подачи относительно механизма поворота на заданный угол (не превышающий 180 в одну сторону). При этом линия расположения электродов 17 и 18 должна совпадать с направлением линии сварочных точек и направлением движения рабочего opiana. В дальнейшем процесс протекает, как было указано выше.
При срабатывании одного из конечных выключателей 9 и 10 происходит
Q остановка рабочего органа, прекращение процесса сварки и размыкание вторичной цепи сварочного контура с необходимостью последующей регулировки системы программного управления
или пневмосистемы.
Применение описанного устройства позволяет повысить производительность за счет совмещения времени самого процесса сварки и времени на перемеQ щение шагающих распорных пистолетов, а также снизить энергозатраты на перемещение кареток за счет ликвидации периодических пусков и остановок электродвигателей .
25
Формула изобретения
Устройство для контактной сварки, содержащее сварочные распорные пистолеты с приводом сжатия, связанные с механизмом их шагового перемещения и снабженные сварочными инструментами, отличающееся тем, что, с целью повышения производительности, оно дополнительно снабжено механизмом поворота, включающим червячньй редуктор, механизм шагового перемещения выполнен в виде жестко закрепленного на оси червячного редуктора корпуса со смонтированными в нем с возможностью перемещения дну- мя зубчатыми рейками, кинематически связанными между собой посредством неприводного зубчатого колеса, распорные пистолеты установлены на концах зубчатых реек, причем оси сварочных инструментов расположены в одной плоскости, параллельно которой размещены оси распорных пистолетов.
19
v 4 4 s4 y 4 44 4444V4го
Место нояус/прайс nrffa
-«И
А-А
Buff б
21
tJjffsrt/e
i
| Способ контактной точечной сварки двух зеркально-симметричных узлов | 1984 |
|
SU1260137A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для контактной точечной сварки | 1977 |
|
SU733912A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
