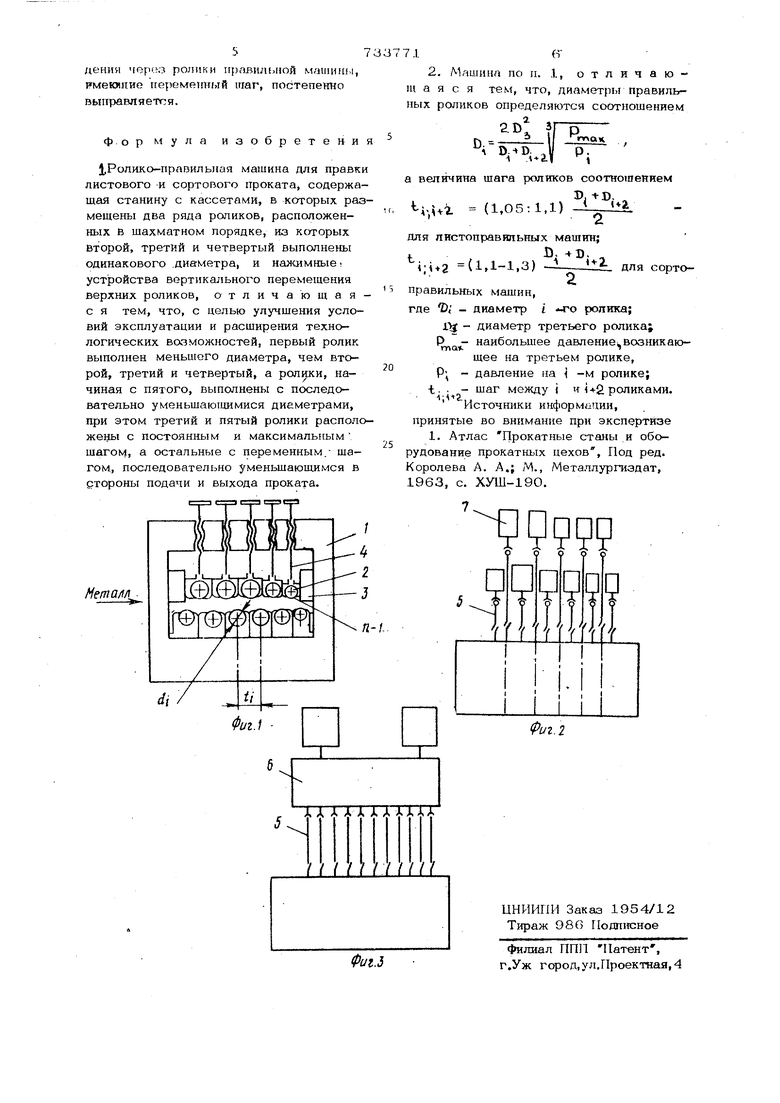
Изобретение относится к обработке металлов давлением, а именно к правиль ным машинам, предназначенным для прав листового и сортового нроката. Известна ролико-правильная машина для правки листового и сортового проката, содержащая станину с кассетами, В торых размещены два ряда роликов, расп ложенных в шахматном порядке, из которых второй, третий и четвертый выполнены одинакового диаметра, и нажимные устройства вертикального перемещения верхних роликов l . Недостаток известной конструкции заключается в том, что она имеет довольно узкие технологические возможности. Цель изобретения - улучшение условий эксплуатации и расширение технологических возможностей. Это достигается тем, что в предлага мой конструкции первый ролик выполнен меньшего диаметра, чем второй, третий и четвертый, а ролики, начиная с пятогс выполнены с последовательно уменыиаюишмися диаметрами, при этом третий и пятый ролики расположены с постоянным и максимальным шагом, а остальные с переменным шагом, последовательно уменьшающимися в стороны подачи и выхода проката. Это достигается также и тем, что диаметры правильных роликов определяются соотношением: 1 D,. Ч К ,1 величина шага роликов соотношением + -D. -i-D iH a -(1,05-1,1) ; ... ля листоправильных машин,. i,ba (1,1-1,3) -iдля сортоправильных машин, где 33; - диаметр ролика ( 4 - последнего по счету); максимальное давление на, ролики; t - шаг между роликами. На фиг. 1 представ-пена схема предлагаемой ропико-правнльной машины .(РПМ); на фиг. 2 - схема РИМ с ивди, видуальным приводом П})авильиых роликов; на фиг. 3 - схема РПМ с приводом правильных роликов через комбинирова1гный редуктор, план. Ролико-правильная машина,1содержит размещенные на станине 1 два ряда правильных роликов 2, установленных в кас сетах 3. Правильные ролики снабжены нажимными устройствами 4, закрепленными на станине 1. Привод 5 правильных роликов 2 осуществляется или через комбинированный редуктор 6, или через индивидуальный привод 7. Шаг и диаметр роликов являются основными параметрам ролико-правильной машины. При правке возникают затруднения, связанные с неравномерной кривизной заготовки, . Меняя диаметр и шаг роликов, можно улучшить качество правки и расширит диапазон выпрямляемых профилей проката Правильные ролики 3 выполнены с переменными шагами и разных диаметров. Из теории правки известно, что наибольшее давление металла на правильнь1й ролик возникает под третьим роликом и определяется прочностным расчетом по известным формулам сопротивления материалов, т.е. ,а.Р. где MC, - пластический изгибаюший момент, тогда шаг правильной машины определяется как , , где К - коэффициент пропорциональност принимается для листоправильных машин К 1,0541,1, для сортоправильных машин К 1,1-1,3. Учитывая,что давление па остальные роли кименьше, чемР( . можно принять их диаметры меньшимина величину, пропорциональ т.е. D, z; I Правильные машины, оснащенные роли ками, диаметр которых постоянно уменьшается, могут быть изготовлены с переменным, постоя 11го уменьцгаюшнмся nia- ом. . li±2,1},{2 i.M. -г что позволяет уменьшить габариты мшинны, снизить ее вес и расширить ее технологические возможности, так как можно править более тонкий прокат и повысить эффективность правки. Но уменьшение шага ведет к прямо пропорциональному увеличению действующих на ролики сил, что требует увеличения диаметра роt ликов на величину отношения т i; i + 2. Таким образом диаметр i -го ролика определится выражением t 3 D. (- -D, ...-.. Используя (1) и (2), получим а 3 2Р D. д . 1+2. Расчеты проводятся с третьего ролика. Величины сил определяются из расчета правильной машины с постоянными диаметрами роликов и постоянным шагом. Пример расчета. 1. Диаметр первого ролика определится как . 1 -SV -тах 2. Диаметр пятого ролика 3. Диаметр седьмого раанка Vr . -, si/ R,x Диаметры роликов верхнего ряда (четные ролики) определяются аналогичным образом,. В связи с тем, что силы Р и Рд незначительно меньше силы Р, , диаметры tjj и D целесообраоно принять равными Вз,Работа устройства осуществляется следуюшим образом. Выпрямляемый прокат задается во врашаюшиеся от электромеханического привода 7 правильные ролики 2, имеющие переменный диаметр, ме/щгу когорыми происходит знакопеременный изгиб заготовки. Заготовка в процессе про.хож
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ПРОКАТА И РОЛИКОПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2136421C1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА (ВАРИАНТЫ) | 2002 |
|
RU2228230C2 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2001 |
|
RU2205082C2 |
| Способ настройки роликов правильной машины | 1981 |
|
SU1031556A1 |
| Правильная машина | 1976 |
|
SU618158A1 |
| ЛИСТОПРАВИЛЬНЫЙ СТАН | 1970 |
|
SU262068A1 |
| Листоправильная машина | 1986 |
|
SU1362529A1 |
| Листоправильная машина | 1987 |
|
SU1500407A1 |
| РОЛИКОПРАВИЛЬНАЯ МАШИНА | 1997 |
|
RU2122911C1 |
| Профилегибочный агрегат | 1990 |
|
SU1727943A1 |
