Изобретение Относится к Приборостроению, а именно к технопогнчвскому обору дсюаншо дла изготовления пружин или шайб в форме вопнооёразных Konei и может &1ть испопьзюан в машиностроитель ной, авиационной , ракетной, электротехни ческой и других отраслях промышленност где в современных издеп11ях поменяют компактные пружинящие гемваты, Известны устройства, представляющие собой в основном штампы, позволяющие изготовлять волнистые кольд ые пружины ну тем вырубки сначала плоских заготовок из тонкой листовой ленты ипн полосы и дальнейшей формовкой зазтотовок в специальном гибочном штампе. Однако эти устройства обладают низкой производительностью, очень низким коэффициентом использования матертала, большим влиянием анизотропности мат риала на функциональные параметры вол нообразных кольцевых пружин. Прототипом является устройство для изготсжлення пружин в форме волнистого кольца . Прототип состоит из формую щей матрицы, на внутренней ,поверхности которой имеется винтовая канавка для ввода заготовки в зону обработки, формирующего пуансона, снабженного ножом для отрезки заготовки, механизма привода, узла подачи заготовки в зону обработ ки. В данном устройстве конец цилиндрической спиральной заготовки (проволоки) подается в зону роликами узла подачи через канавку мв ряиы до опора, далее под действием приводног о MexaHHfflvfa производится формовка пружины пуансоном, а дальнейшим его х6дом - отрезка за счет- ножа. Однако известное устройство имеет ряд недостатков - это необходимость заранее подготсвить цилиндрическую спиральную заготовку с вполне определенными диамет ми проволоки и спирали на специальном оборудовании. Крс.{е того, не предусмотрена возможность заедания заготовки в пазу винтовой канавки матрицы, a отсюда непременное проскапьзьгоаftiPrie пойаюййх 1 йт1Йк( еШе дакас ания концом заготовки предусмотренного дпя эгбго упора, что вызьшает раннее срабатывание пуансона и фо{ лование Нёйфтного витка кольца.
того, что во время рабочего хода пуансона сначала производится формовка пружины, а потом отрезка, то конец загот жки, выступающей из канавки матрицы всегда будет сплющенной, что вызьгоает необходимость дополнительной Операции отрезки сплющенного кониа и дополнительный расход материапа. Кроме того, требуется мощное прессовое оборудование для плющения прсвблрчного коль ца в волнообразную ленточную кольцевую спираль.
Цель изобретения - расширейие техно-. логических возможностей, т. е. улучшить функциональные параметры пружин в форнме волнистого кольца, увеличить производи irerfsftucTb , уменьшить Tj iioeMKOCTb изготовления пружин.
Это достигается тем, что устройство имеет трехроликовый механизм гибки за. готсжки, кинематически связанный с приводом и установленный перед узлом пода чи цилиндрической, спиральной заготовки; в зону обработки. Этот трехроликовый еханизм гибки заготовок состоит из гибочных роликов с к0льцёвь1мн пазами глубиной ррвной ширине изгибаемойг ленТЬ1 и высотой равной толщине Яенты, причем плоскость фо{л ообразоваиия ленты в пираль на ребро совпадает с плоскостью
- - 1-:i.AJl.ii-----u i,.№- 4- t t - -----. -- ИНТОВОЙ, канавки формующей матрииь1.
Так:ое выполнение устройстеа позволяет изготсжлнть пружину в форме волнистого кольца без отхода, подавая ленту непосредственно из бухты, минуя все прое5куточнь1е дополнительные операции и величить прсдазводитыльноеть.
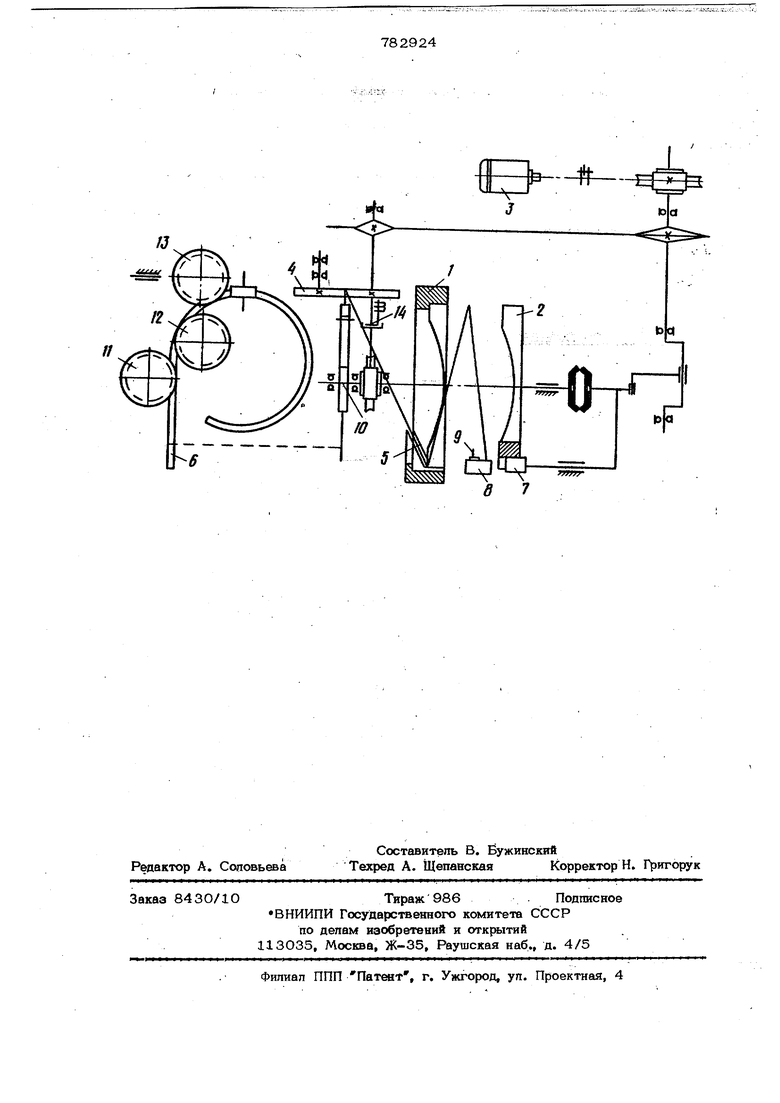
На чертеже изображено рписьгааемое устройство.
Устройство для изготовления пружин в форме волнистого кольца состоит из форфлующей матриия 1, фо(ируюшетО пуансона 2, прйводййго механизма 3, узла подачи 4 заготовки в зону обработки, выполненного в виде фрикпионсшгх роTHKOB кинематт1чески свя занных с приводнь1М механизме. Винтфая канавка ё служит для ввода заготовки 6 в зону обработки. Для отрезки сфо(гировавной пружины на пуансоне устаноелец нож 7. Устройство снабжено также упором 8 с
KOHU№biM выключателем 9, которые oirv раничивают поступление заготовки в
782924
обработки после ввода заданной длины спирали- ленты. Трехроликовый механизм 1О гибки заготовок с гибочными роликами 11, 12, 13 связан кинематически с ведущим валом узла подачи 4 посредством электромагнитной муфты 14.
Устройство работает следующим образом.
Заготхжка 6 из бухты подается на гибочные ролики трехроликового механизма 10 гибки заготовок. Здесь подаваемая лента подхватъгоается вращающимся роликом 11, огибает йромежуточный ролик 12 и изгибается на ребро до нужного диаметра перемещением подвижного регулирсжочного ролика 13. Изогнутая на ребро кольцевая спираль посредством фрикционных роликов подается сквозь ви TOBjTo канавку 5 в зсиу обработки между рабочими поверхностями матрицы и пуансона и упирается своим кондом в упор 8 с концшым выключателем 9. Отсюда сигнал поступает на электромагнитную тормозную муфту 14 и валы гибочных роликов останавливаются (стопорятся).
После этого под действием приводного механизма совершается рабочий ход пуансона 2 в результате чего сначала .про изводится формсхака пружин, а затем ее отрезка ножом 7 пуансона. Рабочие поверхности, пуансона и матрицы необходимую криволинейную псеерхвость для придания кольцевой пружине заданную волнообразную форму. За время {холостого хода пуансона рабочая зона матрицы освобождается от готовой пружины я за-.........,- ; /- гоТсвка вновь приходит во вращатеяьнопоступательное движение - цикл псвторяется заново.
Использование данного уотройотва позволяет псйысить проиаводителбность, улучшить физико-функциональные параметры изготовленной пружины и увеличить {коэффициент использшан.ия материала.
Формула изобретения Устройство для изго-говления пружин в форме волнистого кольца по авт. св. № 554918, отличающееся там, что, с целью расширения технологических возможностей, оно имеет. трехроликовый механизм гибки заготовки, кинематически ев жкзанньхй с приводом и устанвленный перед узлом подачи талнндрической спиральной заготовки в зону обработки. ,
Источники информации, ; принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 554918, кл. В 21 F 37/04, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пружин в форме волнистого кольца | 1976 |
|
SU554918A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ или ЛЕНТЫ | 1966 |
|
SU184236A1 |
| Автомат для изготовления деталей сложной конфигурации из проволоки | 1983 |
|
SU1105266A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 1965 |
|
SU172904A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ТОКОВЫВОДОВ | 1967 |
|
SU197497A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Автоматическое устройство для накатывания резьбы | 1986 |
|
SU1447504A1 |
| Автомат для изготовления из металлической ленты скобообразных деталей со сплющенным участком | 1955 |
|
SU103205A1 |