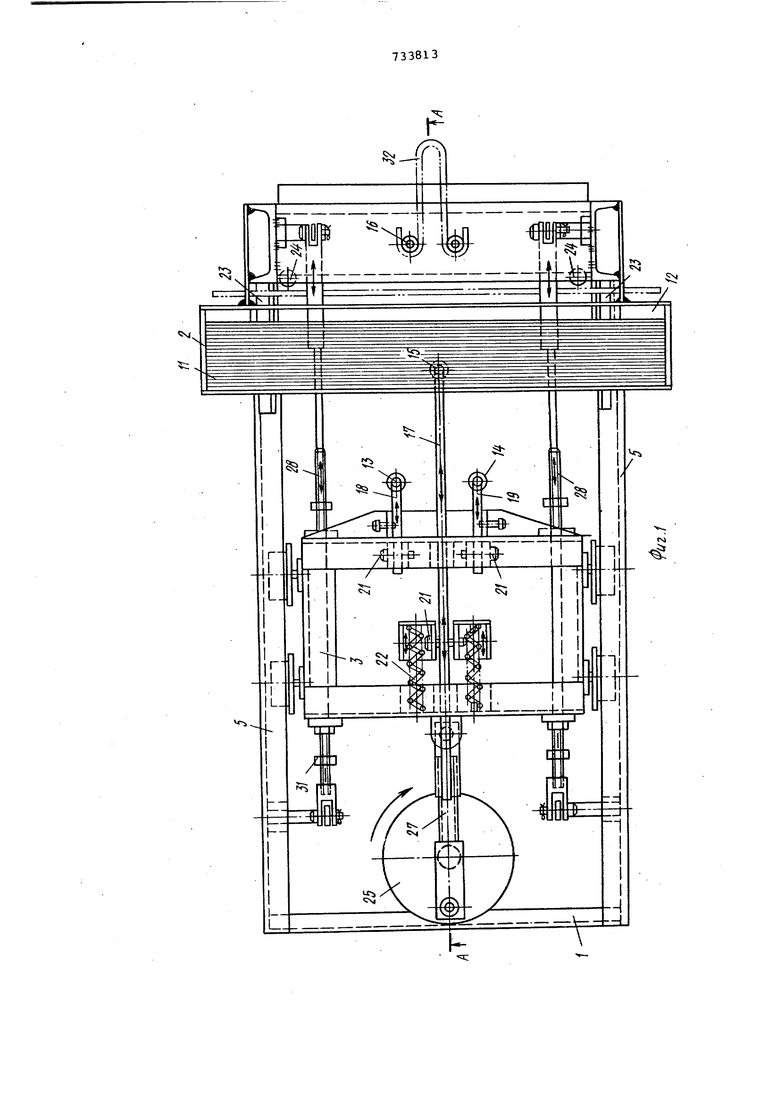
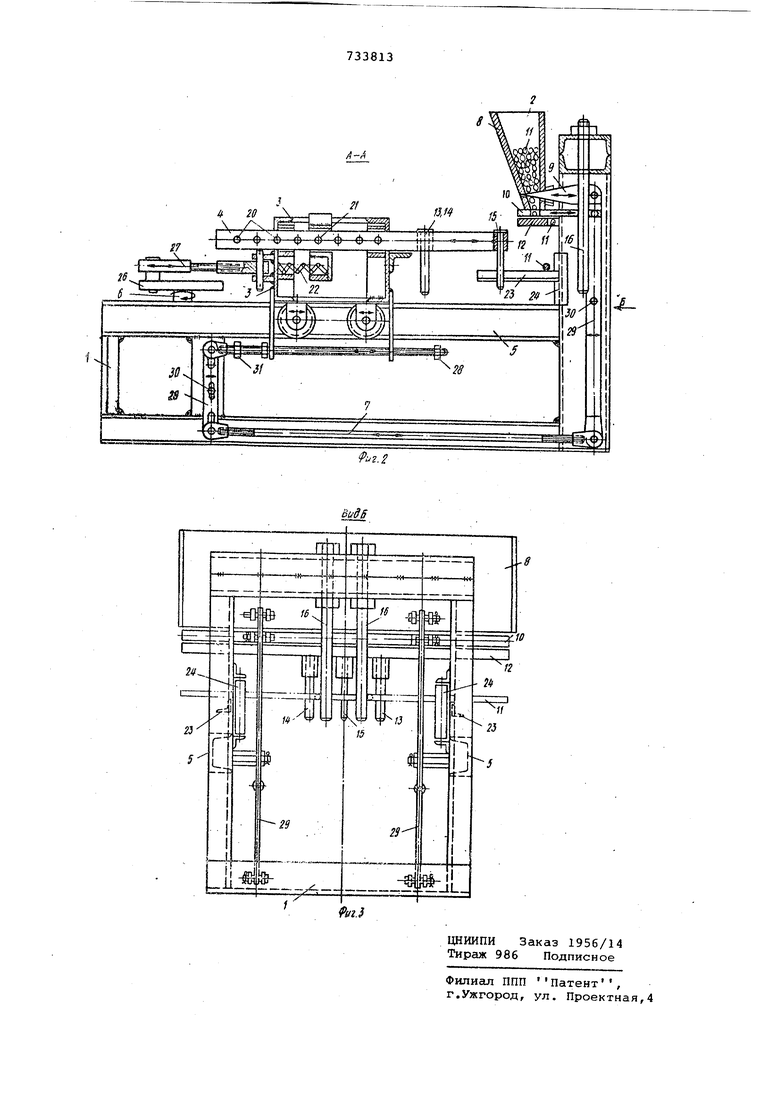
Изобретение относится к обработке металлов давлением, в частности, к устройствам для изготовления деталей преимущественно петель, и может быт использовано в промышленности для изготовления деталей гибкой. Известно устройство для изготовления деталей, преимущественно петель, содержащее смонтированные на станине узел подачи с отверстием . для выдачи заготовок, заслонку, отсекатель, узел гибки, смонтированный на перемещаемой посредством при вода каретке, и рычажную систему 1 Конструкция известного устройств сложная. Цель изобретения - упрощение конструкции. Цель достигается тем, что рычелсная система шарнирно соединена с за лонкой и отсекателем, которые разме щены в отверстии для выдачи и скреп на с кареткой узла гибки, установле ной с возможностью регулировочного перемещения относительно нее Узел гибки выполнен в виде двух боковых пуансонов, закрепленных на каретке с возможностью регулировочной перестановки на ней, центрального пуансона, подпружиненного относительно каретки и размещенного между боковыми пуансонами с возможностью регулировочного изменения расстояния относительно них, и гибочных роликов, смонтированных на станине и взаимодействующих с пуансонами. На фиг. 1 показано предлагаемое устройство, вид сверху; на фиг.2 - то же, разрез А-А на фиг.1; на фиг. 3 - то же, вид по стрелке В на фиг„2. Устройство содержит смонтированные на станине 1 узел подачи 2, каретку 3, несущую узел гибки 4, перемещаемую по направляющим 5 станины 1 приводом 6, и связанную с узлом подачи 2 рычажной системой 7. Узел подачи 2 выполнен в виде бункера 8 жестко закрепленного на станине 1, отсекателя (ворошителя) 9, заслонки 10, шарнирно соединенные с рычажной системой 7. Заслонка 10 размещена в отверстии для выдачи заготовок 11 над направляющей плитой 12. Узел гибки 4 выполнен в виде боковых пуансонов 13 и 14, центрального пуансона 15, размещенногомежду ними, и гибочных роликов 16, установленных «а станине 1 и взаимодействующих с
пуансонами 13-15. Пуансоны 13-15 устновлены с возможностью съема в держателях 17-19, которые выполнены с возможностью изменения длины при помощи отверстий 20 выполненных- в держателях 17-19 и каретки 3 и штифтов 21, вставляемых в эти отверстия. Держатель 17 центрсшьного пуансона 15 подпружинен относительно каретки 3, пружинами 22. На станине, 1 под бункером 8 закреплены стеллажи 23 и базирующие ролики 24.
Привод б может быть выполнен в виде электродвигателя 25 и крщвошипно-шатунной передачи 26, шатун 27 которой выполнен с возможностью изменения длины. Звенья 28 и 29 рычажной системы 7 шарнирно соединены между собой, выполнены с возможностью изменения своей длины и поворота вокруг осей 30.
Устройство работает следующим образом.
Производят наладку устройства. Устанавливают требуемую длину шатуна 27, длину держателей 17-19 относительно каретки 3 и длину держатели 17 центрального пуансона 15 относительно держателей 18 и 19 и фиксируют их. Затем устанавливают каретку 3 относительно звена 28 рычажной системы 7 и фиксируют ее при помощи, например, гаек 31. Устанавливают требуемую длину звеньев. 28 и 29 рычажной системы. Включают электродвигатель 25. Вращаясь электродвигатель 25 перемещает возвратно-поступательно шатун 27 и связанную с ним каретку 3, которая перемещает жестко связанное с ним звено 28 рычажной системы 7. При этом звенья 29 поворачиваясь вокруг осей 30 заставляют перемещаться заслонку 10 и отсекатель 9. Заслонка 10 по направляющей плите 12 выталкивает заготовку 11, а отсекатель 9 отсекает для подачи следующую заготовку, загхэтовка II падает при этом на стеллажи 23. В это время центральный пуансон 15 подходит к заготовке 11 и перемещает ее по стеллажам- 23 до упора в базирующие ролики 24, базируя при этом заготовку относительно них. Каретка 3 продолжает перемещаться, а центральный пуансон 15 начинает изгибать и -перемещать заг отовку 11 до упора её в гибочные ролики 16. Заготовка при этом изогнута, и ; аходатся между базирую цлми 24 упираясь в гибочные ролики 16.
Так как каретка 3 продолжает перемещаться, а усилия пружины 22 недостаточно, чтобы произвести гибку относительно роликов 16, то пружины 22 сжимаются и Центральный пуансон ,15 начинает перемещаться между гибочными роликами 16, изгибая заготовку 11. Когда центральный пуансон 15 пройдет гибочные ролики 16 пружина 22 разжимается и центральный пуансон 15с силой проталкивает заготовку между гибочными роликами 16. При дальнейшем перемещении каретки 3 к заготовке подходят боковые пуансоны 13 и 14 и начинают изгибать концы заготовки 11 вокруг гибочных роликов 16. Затем каретка и остальные УЗЛЫ совершают обратный ход и готовое изделие 32 снимают. В дальнейшем цикл повторяется.
Формула изобретения
1. Устройство для изготовления деталей, преимущественно петель, содержащее смонтированные на станине узел подачи с отверстием для выдачи заготовок, заслонку, отсекатель, узел гибки, смонтированный на перемещаемой посредством привода каретке.
и рычажную систему, о т л и ч а ющ е е с я тем, что, с целью упрощения конструкции, рычажная система шарнирно соединена с заслонкой и отсекателем, которые размещены в отверстии для выдачи заготовок узла подачи и скреплена с кареткой узла гибки, установленной с возможностью регулировочного перемещения относительно нее.
2. Устройство по П.1, о т л и0 чающееся тем, что узел гибки выполнен в виде двух боковыхпуансонов, закрепленных на каретке с возможностью регулировочной перестановки на ней, центрального пуансона,
е подпружиненного относительно каретки и размещенного между боковыми пуансонами с возможностью регулировочного изменения расстояния относительно них, и гибочных роликов, смонтированных на станине и взаимодействующих с пуансонами.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 5- № 32471, кл. В 21 D 53/40, 1927 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки монтажных петель | 1981 |
|
SU995977A1 |
| Устройство для изготовления из арматурной катанки монтажных петель | 1976 |
|
SU727285A1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1992 |
|
RU2050216C1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Устройство для подачи заготовок в трубогибочную машину | 1987 |
|
SU1574327A1 |
| Устройство для гибки фигурных изделий | 1981 |
|
SU1044394A1 |
| Устройство для изготовления арматурных петель из проволоки | 1986 |
|
SU1359050A1 |
| Трубогибочный комплекс | 1987 |
|
SU1524957A1 |
| Автомат для изготовления заготовок одновитковых секций обмоток электрических машин | 1979 |
|
SU884046A1 |