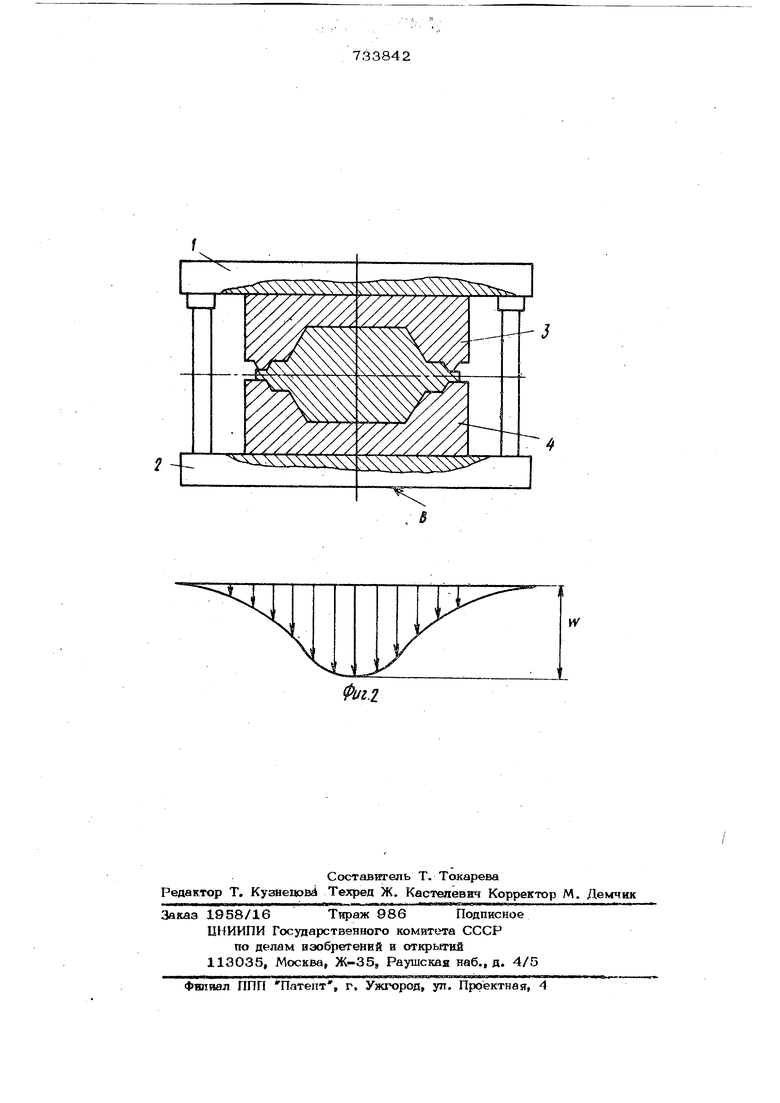
Изобретение относится к области о&работки металлов давлением и предназначено для объемной штамповки осесимметричных деталей. Известен штамп для объемной штампов ки осесимметричных деталей, содержащий верхнюю и нижнюю половины, контактирую щие соответственно с верхней и нижней плитами l . Недостатком такого штампа является то, что в процессе штамповки сплошная контактирующая поверхность испытывает неравномерное упругопластическое смятие, увеличивающееся к центру опорных поверхностей, где величина контактных давлений достигает максимальной величины. Это искажает форму штампуемых изделий, образуя выпуклость обжатых поверхностей. Цель изобретения - повышение точноети штамповки и стойкости штампа за счет уменьшения .стрелы упругопластического смятия и величины максимальных контактных давлений путем перераспределения их по опорной поверхности плиты. Цель достигается тем, что на опорной поверхности верхней и нижней половин штампа выполнены круговые канавки, делящие эти поверхности на две равновеликие по плошади зоны. На фиг. 1 изображена схема конструкции предложенного штампа и схема эпюры смятия на опорных поверхностях В плит 1 и 2; на фиг. 2 изображена обобщенная схема конструкции и эпюра смятия опорных поверхностей плит в известных штампах. Штамп содержит верхнюю плиту 1, нижнюю плиту 2, верхнюю половину 3, нижнюю половину 4. Опорная,контактирующая с плитой, по№рхность нижней половины штампа разделе на круговой канавкой 5 на две равновеликие зоны; кольцевую А и крут-овую Б, имеющие равные плошади: Рд и Суммарная площадь опорной поверхности, т. Fg 2F выбирается равной наименьшей площади, обеспечивающей соблюдение условий прочности на смятие контактирующих поверхностей, т.е. 7Р -1 где У - усилие щтамповки; напряжение смя тия для материала штамповки плиты. Такое исполнение штампа позволяет перераспределить усилия штамповки по. рабочим поверхностям плит с тем, чтобы выровнять влияние усилия на деформацию опорных поверхностей В плит 1 и 2 и, таким образом, уменьшить стрелу смятия При работе штампа из эпюры на фиг, видно, что в предложенном штампе, за очет разделения опорных поверхностей на зоны Аи Б, происходит перераспределение влияния усилий щтамповки на деформацию опорных поверхностей плит с максимальным значением смятия 5 от усилий щтамповки, переда- зоной Б и максимальньцу1и значениями смятия f,- зоной А, Результирующая эпюра имеет максимальное значение смятия. Как видно из эпюры на фиг. 2 , при работе в Известных штампах опорные поверхности В испыгьшают неравномерно упругопластическое j смятие с максималь ным значением W в центре плиты. Максимальное значение величины смяия JVp в предложенном штампе меньше максимального значения величины смятия W при установке верхней и нижней половин штампа сплошной поверхностью, Такое перераспределение сил с уменьшением стрелы смятия приводит к уменьшению максимальных контактных давлений и изгибающих деформаций, что, в конечном итоге, влечет за собой повышение срока службы штампа и точности штамповки. Формула изобретения Штамп для объемной штамповки осе- симметричных деталей, содержащий верхнюю и нижнюю половины, контактирующие соответственно с верхней и нижней плитами, отличающийся тем, что, с целью повышения точности шта повки и стойкости штампа, на опорной поверхности верхней и нижней половин штампа вьтолнены круговые канавки, делящие эти поверхности на две равновели кие по площади зоны. Источники информации, принятые во внимание при экспертизе 1. Технологический справочник по ковке и объемной штамповке. Под редакцией Сторожева М. В,, ТИашгиз, 1959, с, 449, фиг. 47,
.
tr
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки изделий из порошковых материалов | 1985 |
|
SU1282959A1 |
| Штамп для получения удлиненных поковок | 1987 |
|
SU1433621A1 |
| Штамп для поперечного выдавливания | 1978 |
|
SU806226A1 |
| Штамп для объемной штамповки | 1986 |
|
SU1412872A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Штамп для горячей объемной штам-пОВКи | 1975 |
|
SU795698A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2747437C1 |
| Способ упрочнения несущих деталей грузовых вагонов | 1990 |
|
SU1765208A1 |
| Молотовой штамп | 1990 |
|
SU1808457A1 |

Эпюра
1ТУсняти}) от
сип 50НЫ А
iU
Vf
Зпн)ра
CHflinUfl Otn
cufl зоны б
Результирующая зпюра
vv
U
