1
Изобретение относится к обраббтке металлов давлением, а именно к конструкциям штампов :цля горячей объемной штамповки.
Известен штс1мп для горячей объемной штамповки, содержащий верхнюю плиту с наклонными относительно вертикальной плоскости симметрии штгалпа направляющими, в которых установлена разъемная матрица, состоящая из двух частей, контактирующих опорными поверхностями с направлянщими а также нижнюю плиту с пуансоном l
Недостаток известного штампа состоит в невысоком качестве работы, что обусловлено возможностью образования заусенцев на штампуемой детали в зоне пуансона, это в ко- нечном итоге приводит к нарушению заданного режима работы штампа.
Цель изобретения - повышение качества работы штампа.
Поставленная цель достигается . тем, что в штампе для горячей объемной штамповки, содержащем верхНЮ1Р плиту с наклонными относительно вертикальной плоскости симметрии штампа направляющими,в которых установлена разъемная матрица, состоящая из двух частей, контактирующих опорными поверхностями с направляющими, а также нижнюю плиту с пуансоном, опорные поверхности частей матрицы выполнены под углом, превышающим угол наклона направляющих относительно вертикальной плоскости симметрии штампа, при этом отношение величин этих углов находится в пре0делах 1,01-1,017.
Благодаря указанным признакам при упругой деформации разъемной матрицы в процессе горячей объемной штамповки обеспечивается большая
S равномерность распределения усилия зажима частей матрицы. Отношение величин угла наклона опорных .поверхностей частей матрицы к углу накло:на направляющих определяется в про0 :цессе исследований и является оптимальным с учетом поставленной цели.
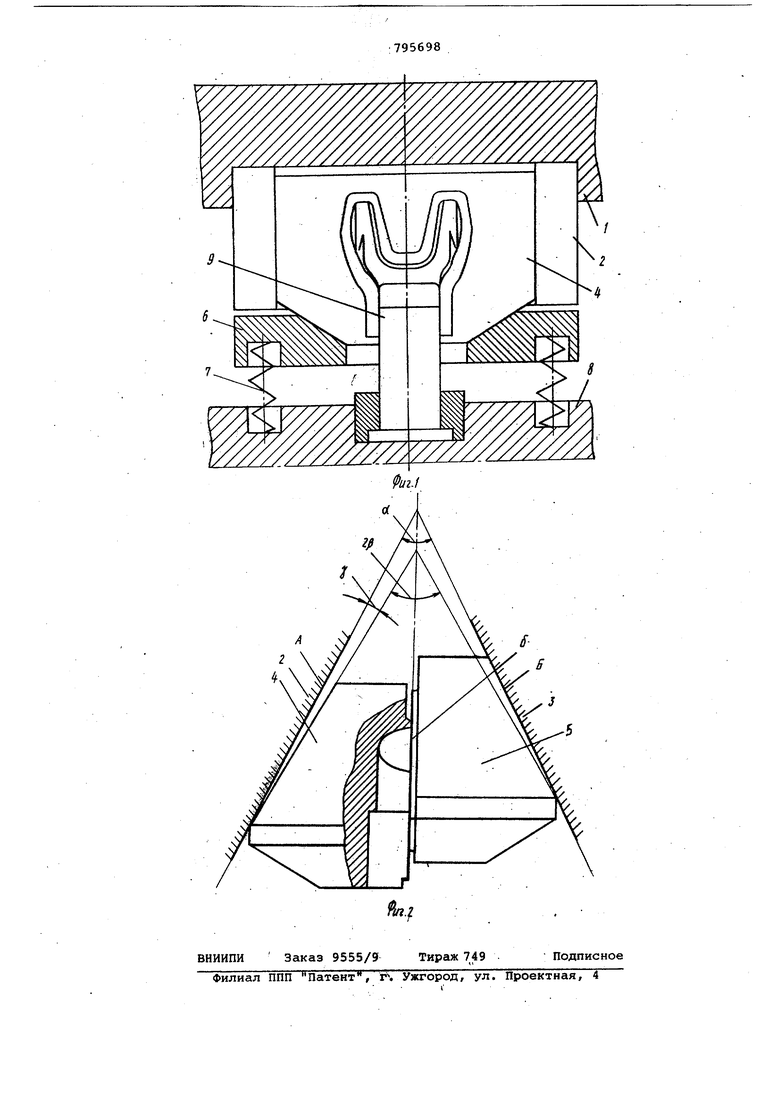
На фиг.1 показан штамп,сечение по плоскости разъема; на фиг.2 разъемная матрица в сомкнутом состоянии (левая полуматрица изображена в ненагруженном состоянии -и условно повернута на угол у , а
правая полуматрица - в нагруженном состоянии).
Штамп содержит верхнюю плиту 1 ( фиг.1) , в которой закреплены две направляющие 2 и 3 (фиг.2) , опорные плоскости А и Б которых образуют угол 2оС«. На опорных плоскостях А и Б смонтирована матрицаi выполненная разъемной, т.е. состоящей из двух частей 4 и 5, установленных с возможностью поступательного перемещения по направлякадим 2 и 3. Обе части 4 и 5 матрицы поджаты к направляющим с помощью кольца 6, подпружиненного пружинами 7. Кольцо б установлено с возможностью отжатия вниз при штамповке поковок. Штамп содержит также нижнюю плиту 8, в которой закреплен пуансон 9. Опорные поверхности частей матрицы, взаимодействующие с опорными плоскостями А и Б, в ненагруженном состоянии образуют угол 2/Ь, превышающи угол 206 между опорными плоскостями А и Б, на угол 2 . Значения угла для каждого конкретного случая определяются с учетом упругой деформации разъемной матрицы. При рабочем ходе верхней плиты 1 штампа вниз под воздействием кольца 6 обе части 4 и 5 матрицы поднимаются по направляющим 2 и 3 и смыкаются по плоскости Б {фиг.2). В этот момент существует зазор - угол 2 у между стыкуемыми плоскостями частей матрицы. При дальнейшем перемещении верхней половины штампа происходит деформирование заготовки (не показано) под действием пуансона 9. Одновременно происходит дальнейший подъем сомкнутых частей 4 и 5 матрицы из-за действия усилия штамповки.Вследствие этого сомкнутые части матрицы, упруго деформируясь в поперечном напра.влении, занимают положение, соответствуквдее правой
части чертежа (фиг.2} . После окончания процесса штамповки верхняя часть штампа поднимается,а под действием толкателя штампа обе части разъемной матрицы перемещаются вниз по направляющим 2 и 3. Поковка извлекается из полости штампа.
Изменение принятого отношения углов наклона опорных поверхностей частей матрицы и направляющих как в ту, так и в другую стороны приводит к образованию на поковке значительных торцовых заусенцев вследствие затекания металла в плоскость стыка разъемной матрицы.;/
Таким образом, предлагаемый штамп $ обладает повышенным качеством работы.
Формула изобретения
Штамп для горячей объемной штамповки, содержащий верхнюю плиту с наклонными относительно вертикальной плоскости симметрии штампа направляюе щими, в которых установлена разъемная матрица, состоящая из двух частей, контактирующих опорными поверхностями с направляницими, а также нижнюю плиту с пуансоном, отличающийся тем, что, с целью повыше- . ния качества работы, опорные поверхности частей матрицы выполнены под углом, превышающим угол наклона направляющих относительно вертикальной плоскости симметрии штампа, при этом отношение величин этих углов Находится в пределах 1,01-1,017.
Источники информации, принятые во внимание при экспертизе
1. Бабенко В. А. и др. Объемная 0 штамповка. Атлас схем и типовых конструкций штампов . М., Машиностроение, 1965, с.81.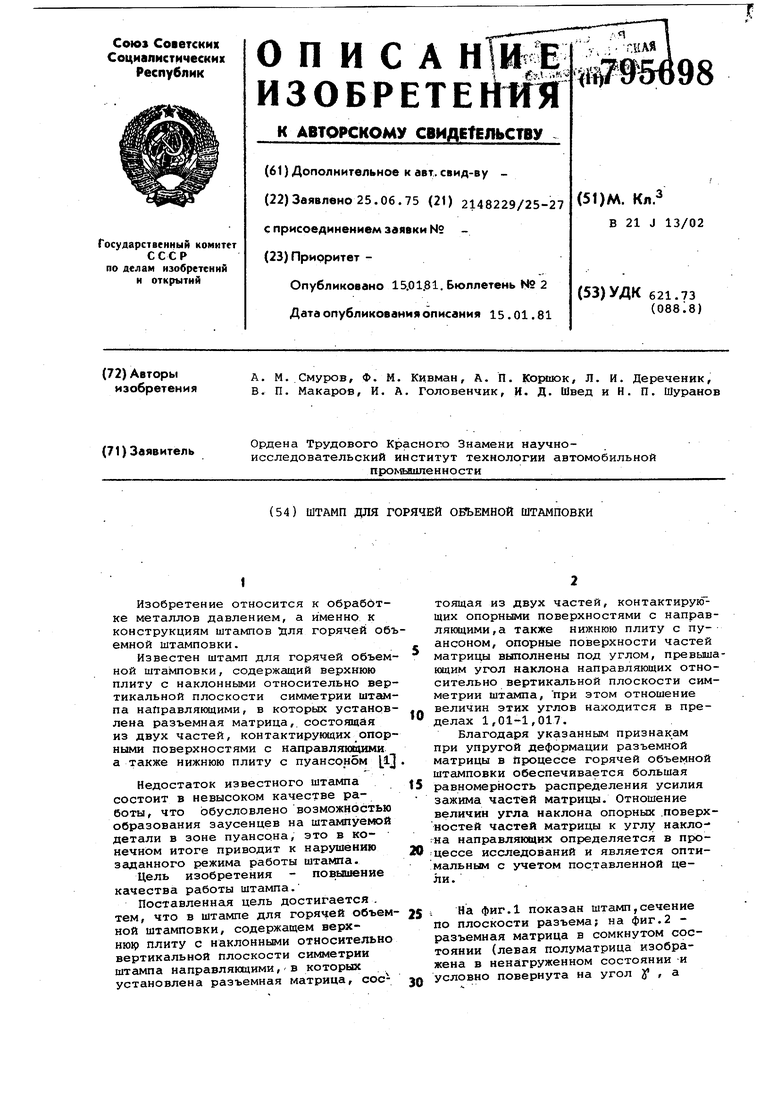
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| Штамп с разъемной матрицей | 1980 |
|
SU944719A1 |
| Инструмент для высокоскоростной штамповки | 1981 |
|
SU1016015A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| Штамп для объемной штамповки | 1973 |
|
SU719778A1 |
| Штамп для объемной штамповки деталей | 1981 |
|
SU1049158A1 |
| Штамп для штамповки деталей в разъемных матрицах | 1974 |
|
SU538802A1 |
| Штамп для безоблойной штамповки | 1981 |
|
SU1038046A1 |
| Штамп для безоблойной штамповки поковок | 1976 |
|
SU585910A1 |