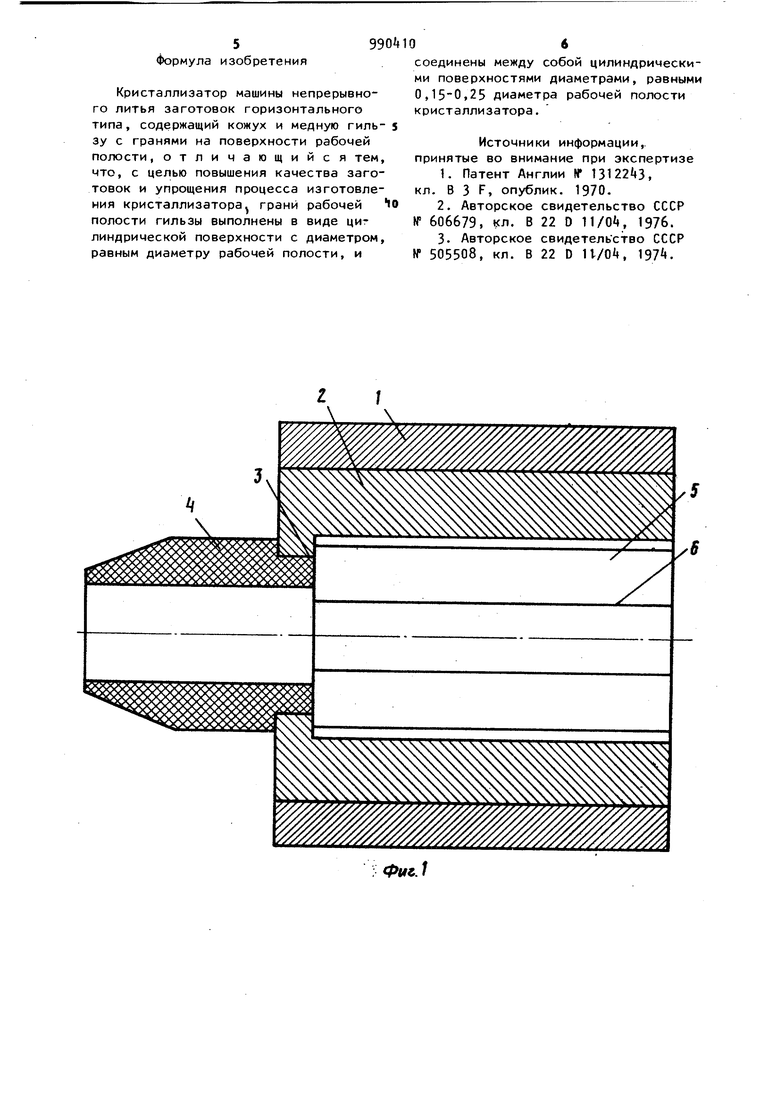
3Э сти, а у прямоугольного сечения ромбичности. Наиболее близким к изобретению по технической сущности является кристал лизатор, содержащий кожух и медную гильз.у с гранями на поверхности рабочей полости. Гильзу изготавливают из листового материала методом сварки или клейки пластин С 3 Однако наличие швов вызывает определенные трудности в изготовлении, а также ведет к снижению стойкости гиль зы. Изготовление же медных гильз с буртиком с рабочей полостью четырехгранной формы очень трудоемко и практически может быть изготовлено только в единичном производстве. Целью изобретения является повышение качества заготовок и упрощение процесса изготовления кристаллизатора, Поставленная цель достигается тем что в кристаллизаторе машины непреры ного литья заготовок горизонтального типа, содержащем кожух и медную гиль зу с гранями на поверхности рабочей полости, грани рабочей полости гильзы выполнены 8 виде цилиндрической поверхности с диаметром, равным диаметру рабочей полости, и соединены между собой цилиндрическими поверхностями диаметрами,- равными 0,15 0,25 диаметра рабочей полости крис таллизатора. На фиг. 1 изображен кристаллизатор, продольный разрез; на фиг. 2 то же, поперечный разрез. Кристаллизатор машины непрерывного литьк заготовок содержит кожух 1, гильзу 2, имеющую входное отверстие 3 Е которое вставлен металлопровод k, рабочие грани 5 с ребрами 6. Грани рабочей полости медной гильзы выполнены в виде вогнутой цилиндр ческой поверхности с одинаковыми радиусами внутренней кривизны, равными 0,5 диа -гбтра вписанной окружности в рабоч ую полость (фиг. 2), где Оц диаметр вписанной окружности, R - ра диус внутренней кривизны, г - радиус сопряжения граней.8 НПО Тулачермет установлены на промышленной машине непрерывного литья заготовок горизонтального типа предлагаемые кристаллизаторы для отливки квадратных заготовок 120 мм, при этом диаметр вписанной окружности равен 120 мм, радмусы внутренней 4 кривизны 60 мм и радиус сопряжений граней 30 мм. Для завода Амурсталь спроектированы кристаллизаторы для отливки квадратнь1х заготовок 1бО и 200 мм. Заготовка 1бО мм с Dg 160 мм, R 80 мм, г 35 мм, а заготовка 200 мм DBH 200, R 100, г kQ. Кристаллизаторы в машинах непрерывного литья заготовок горизонтального типа содержат медную гильзу, в торцовой охлаждаемой стенке которой имеется входное цилиндрическое посадочное отверстие для металлопровода. Изготовление известных кристаллизаторов для отливки квадратных и прямоугольных заготовок на горизонтальных машинах очень трудоемко. Кристаллизатор изготовляют следующим образом. Грани рабочей полости квадратного сечения изготовляют на токарном станке с одной установки, затем на том же станке выполняют радиусы сопряжений граней (на каждый радиус отдельная установка гильзы). Поэтому целью изобретения является упрощение процесса изготовления медной гильзы и получение равномерного фронта кристаллизации по профилю заготовки (в прямых углах квадратная заготовка охлаждается быстрее, чем в середине грани, что приводит к ухудшению качества квадратной заготс; ки). К тому же в рабочей полости кристаллизатора образуются ребра 6, высота h которых находится в зависимости , где L - расстояние между ребраbКристаллизатор работает следующим образом. Через металлопровод, установленный во входном отверстии 3 торцовой стенки моноблока, заливают в рабочую полость кристаллизатора расплавленный металл, который кристаллизуется и заготовка посредством тянущей клети вытягивается из кристаллизатора. Ожидаемый эффект от внедрений изобретения за счет уменьшения затрат на изготовление и ремонт кристаллизаторов и повышения качества заготовок в условиях НПО Тулачермет составляет 37,5 Tbic. руб. При прокатке на поперечно-винтовых станах заготовок, отлитых через кристаллизатор, на 2-31 увеличивается их производительность. Формула изобретения Кристаллизатор машины непрерывного литья заготовок горизонтального типа, содержащий кожух и медную гильзу с гранями на поверхности рабочей полости, отличающийся тем что, с целью повышения качества заготовок и упрощения процесса изготовления кристаллизатора грани рабочей полости гильзы выполнены в виде циг линдрической поверхности с диаметром равным диаметру рабочей полости, и 6 соединены между собой цилиндрическими поверхностями диаметрами, равными 0,,25 диаметра рабочей полости кристаллизатора. Источники информации, принятые во внимание при экспертизе 1.Патент Англии N 13122 43, кл. В 3 F, опублик, 1970. 2.Авторское свидетельство СССР If 606679, кл. В 22 D Il/Ot, 1976. 3.Авторское свидетельство СССР № 505508, кл. В 22 D П/О, 197.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| Кристаллизатор | 1977 |
|
SU733853A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1990 |
|
SU1788659A1 |
| Кристаллизатор для горизонтального непрерывного литья заготовок | 1989 |
|
SU1644429A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2043836C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| СПОСОБ РЕМОНТА ГИЛЬЗЫ КРИСТАЛЛИЗАТОРА С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 1996 |
|
RU2113933C1 |
| Узел соединения металлопровода с кристаллизатором для непрерывного литья металлов | 1982 |
|
SU1538361A1 |
Фи.1
Фиг.
