Изобретение относится к области электронно-лучевой сварки и может быть использовано в двигателе-, турбостроении при изготовлении рабочих роторных колес газотурбинных двигателей.
Известен способ изготовления колес газотурбинных двигателей электронно-лучевой сваркой (RU, пат. №1311112, кл. В23К 15/00, 04.04.85 г.)
Недостатком известного способа является то, что сварку блинга производят на расположенных по торцам заготовок жестких поддерживающих кольцах, что вызывает дополнительные сварочные напряжения при пересечении кольцевых и поперечных швов. При этом ориентация пера лопаток во время сварки отсутствует. Эти обстоятельства могут привести к браку изделия.
Известен способ электронно-лучевой сварки роторных конструкций (RU, пат. №1439870, кл. В23К 15/00, от 23.12.74 г.) Недостатком известного способа является отсутствие базовых элементов для ориентации заготовок при сборке и сварке. Это может привести к неточности сборки и несоответствию готового изделия техническим требованиям.
Из описания патента (RU №1582494, кл. В23К 15/00, опубл. 1994 г.) известен способ изготовления блинга газотурбинного двигателя электронно-лучевой сваркой из заготовок, выполненных в виде лопаток с хвостовиками - элементами обода, при котором собирают обод на устройстве, при этом ориентируют заготовки по базовым элементам, поджимают по торцам, выставляют ось электронного луча по секущим плоскостям, совмещенным со стыковочными плоскостями заготовок, прихватывают последние между собой и сваривают их по стыковочным плоскостям.
Недостатком известного способа является то, что перед сваркой фиксаторы заготовки выводят из контакта с ними, а потому они не участвуют в сварочном процессе. При сварке происходит усадка сварного шва и заготовки неравномерно смещаются. Это приводит к нарушению их ориентации и браку изделия. Кроме того, отсутствие требования выполнения стыковочных плоскостей в заготовках, участвующих в сборке и визирных элементов, затрудняющих наведение электронного луча на стыковочные плоскости заготовок, может отрицательно сказаться на качестве проварки швов и, соответственно, привести к браку изделия.
Предложенное техническое решение отличается от известного тем, что стыковочные плоскости элементов обода выполняют пересекающимися на общей оси, выполняют визирные элементы на поверхности устройства в секущих плоскостях, заготовки упруго поджимают друг к другу стыковочными плоскостями по базовым элементам, а сварку осуществляют при упругом поджиме заготовок, при этом ось электронного луча ориентируют по визирным элементам.
Техническим результатом является повышение точности сборки и качества сварки блинга рабочего колеса.
Технический результат достигается тем, что в способе изготовления блинга газотурбинного двигателя электронно-лучевой сваркой из заготовок, выполненных в виде лопаток с хвостовиками - элементами обода, при котором собирают обод на устройстве, при этом ориентируют заготовки по базовым элементам, поджимают по торцам, выставляют ось электронного луча по секущим плоскостям, совмещенным со стыковочными плоскостями заготовок, прихватывают последние между собой и сваривают их по стыковочным плоскостям, стыковочные плоскости элементов обода выполняют пересекающимися на общей оси, выполняют визирные элементы на поверхности устройства в секущих плоскостях, заготовки упруго поджимают друг к другу стыковочными плоскостями по базовым элементам, а сварку осуществляют при упругом поджиме заготовок, при этом ось электронного луча ориентируют по визирным элементам.
Способ изготовления блинга газотурбинного двигателя электроннолучевой сваркой поясняется следующими чертежами, где:
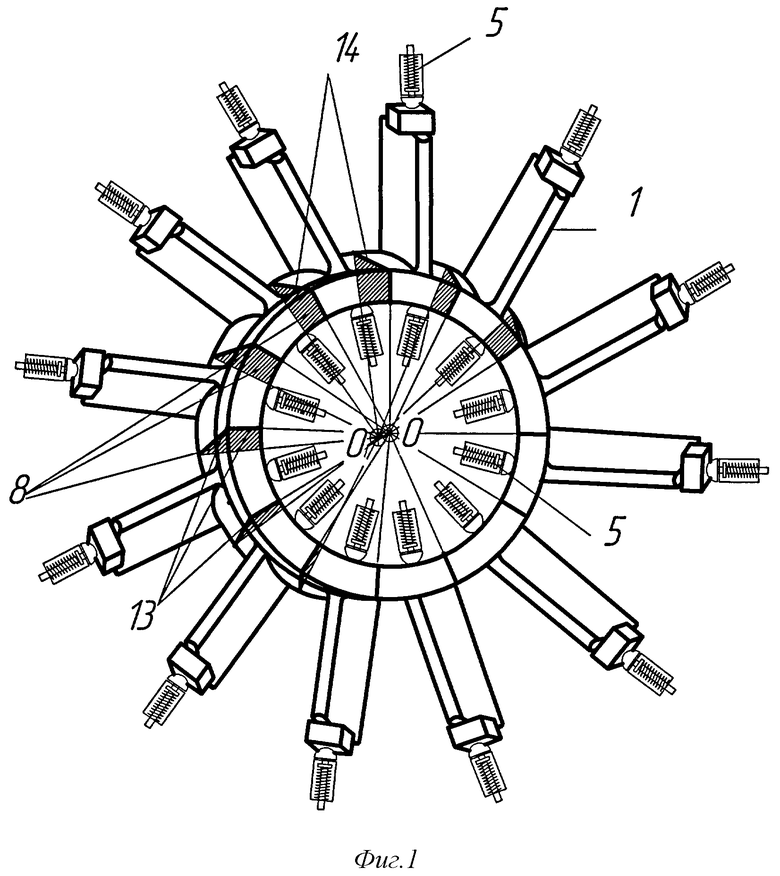
на фиг.1 показана сборка блинга,
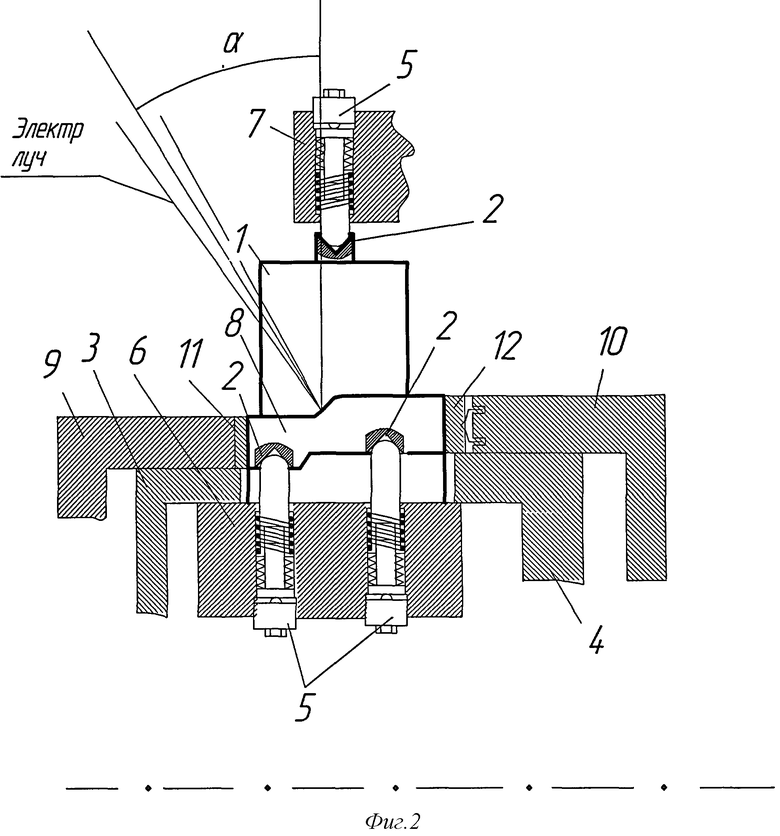
на фиг.2 - установка заготовки блинга при ее прихватке и сварке,
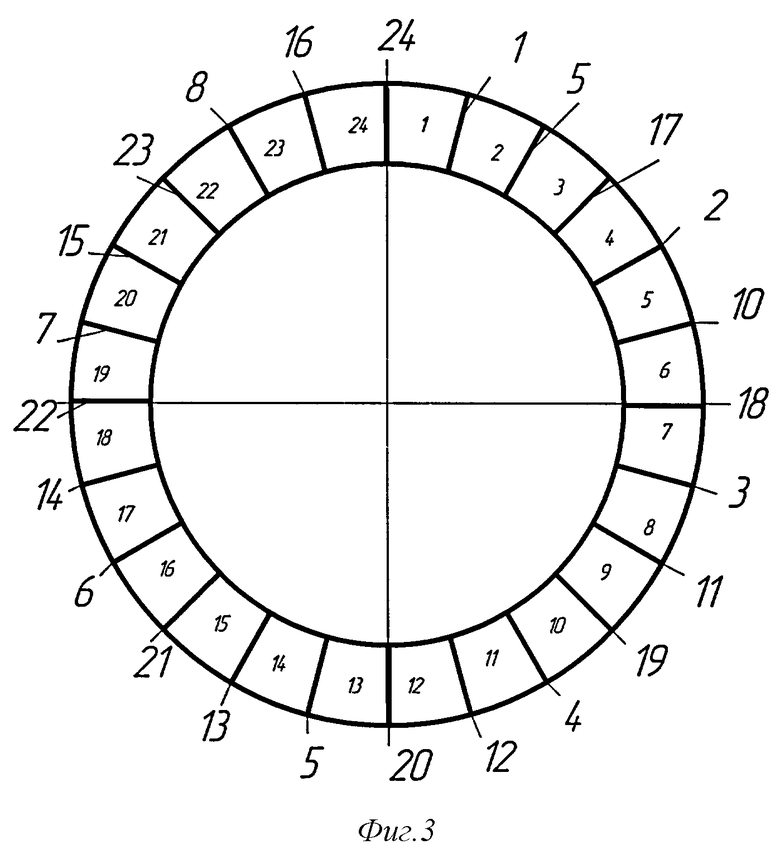
на фиг.3 - схема последовательности прихватки заготовок блинга,
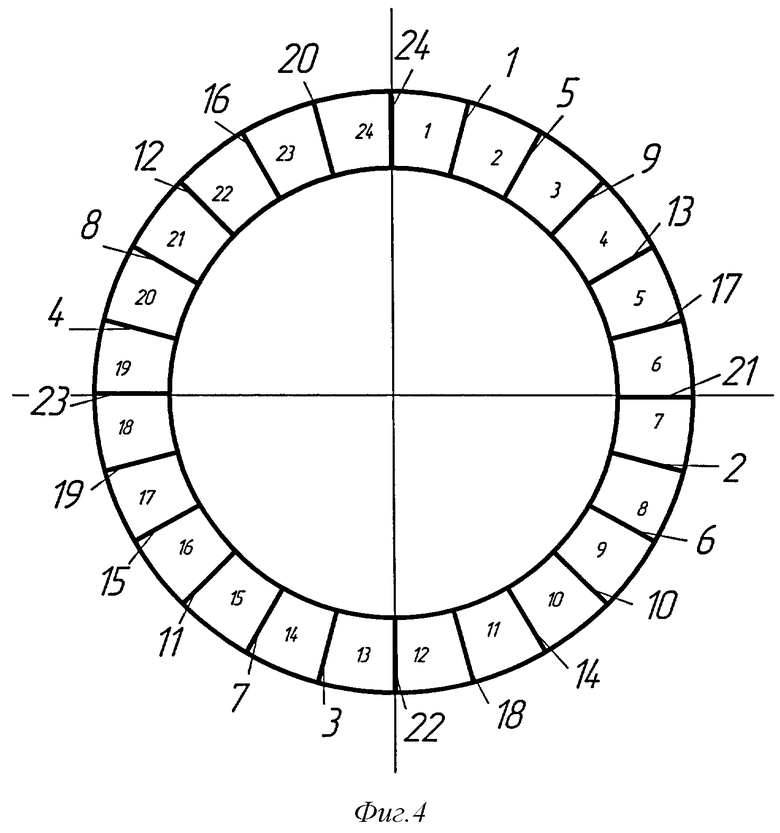
на фиг.4 - схема последовательности сварки заготовок.
Заготовки 1 блинга рабочего колеса с базовыми элементами 2 монтируют на устройстве для сборки и сварки. Заготовки 1 размещают на установочных кольцах 3, 4, а базовыми элементами 2 - в узлах фиксации 5 корпуса 6 и кронштейнов 7. Стыковочные плоскости 8 заготовок обода выполняют пересекающимися на общей оси О-О1. Узлами фиксации 5 устраняют зазоры и уступы в стыковочных плоскостях 8 заготовок. В пазах прижимных венцов 9, 10 корпуса 6 устройства размещают входные и выходные технологические вкладыши 11, 12 и аргонодуговой сваркой прихватывают их к заготовкам. Определяют размеры технологических вкладышей 11, 12 и, соответственно, пазов в прижимных венцах 9, 10 из следующих условий: высота технологических вкладышей (H, H1) равна ширине торцевой поверхности прижимных венцов 9, 10 и высоте торцевых плоскостей контактирующих заготовок. Радиус вкладышей определяется из уравнения: Rвк=S1+S2+2…5 мм, где: S1 - величина пути луча нарастания тока от минимального до оптимального, необходимого для сквозного проплавления стыковочных плоскостей 8 при сварке заготовок (соответственно, убывания тока от max до 0), S2 - величина пути луча, достаточная для проплавления торцевой поверхности заготовки при сварке наклонным лучом относительно поверхности блинга, 3S2=Нtgα или H1tgα, причем α выбирают в пределах 0…20° от условий сварки.
Припуск устанавливают в размере 2…5 мм для исключения прихватки технологических вкладышей 11, 12 к прижимным венцам 9, 10 и помечают начальную точку сварки перед сопряжением технологических вкладышей с пазами венца. Выводят установочные кольца из-под заготовок. При этом собранный блинг оставляют на упругих фиксаторах 5. В таком упруго зафиксированном положении блинг помещают в вакуумную камеру и создают рабочий вакуум. По визирным элементам 13 и стыковочным линиям 14 совмещают ось электронного луча и стыковочную плоскость 8 заготовок 1. Прихватку заготовок между собой производят по заданной схеме (см. фиг.3). Стыковочные линии 14 заготовок 1 нумеруют. Прихватку заготовок выполняют по стыковочным линиям 14 в такой последовательности: по первой стыковочной линии заготовки прихватывают, затем две последующие стыковочные линии пропускают, после чего прихватывают заготовки по очередной стыковочной линии и опять последующие две пропускают и т.д. до завершения прихватки всех заготовок.
Завершив данную операцию, переходят на режим сварки, который также осуществляют в установленном порядке. При сварке стыковочных плоскостей заготовок после очередного свариваемого шва пропускают, не проваривая, пять стыковочных линий. При этом используют нумерацию, как и при прихватке заготовок. Перед сваркой блинга на образцах производят диагностику энергетических параметров электронного луча (плотность луча и его диаметр), которые затем вводят в программу сварки. При этом задают требуемые параметры, которые потом в процессе сварки заготовок контролируют системой диагностики и сверяют с заданной программой. По окончании сварки выполняют термообработку сварных швов сканирующим электронным лучом с температурой нагрева, соответствующей режиму термообработки при снятии напряжений в данном материале. При этом температуру термообработки сварного шва контролируют бесконтактным методом термовизором. Температурные расширения элементов блинга и усадку их сварочных швов при сварке компенсируют упругие фиксаторы. Для исключения насыщения нагретого металла вредными примесями (кислородом, водородом, азотом) после термообработки изделие выдерживают в вакуумной камере до температуры менее 200°С. Выводят из камеры изделие и отводят от его базовых элементов фиксаторы. Извлекают блинг и отправляют его на радиографический контроль.
Таким образом, использование предложенного способа изготовления блинга газотурбинного двигателя электронно-лучевой сваркой позволяет уменьшить деформации блинга и напряжения в ободе, повышая тем самым точность сборки и качество изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ ЛОПАТКИ ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2008 |
|
RU2401727C2 |
| СПОСОБ НАВЕДЕНИЯ ЛУЧА ЭЛЕКТРОННО-ЛУЧЕВОЙ ПУШКИ НА СОСТЫКОВАННЫЕ ПОВЕРХНОСТИ СВАРИВАЕМЫХ ЗАГОТОВОК | 2008 |
|
RU2393069C1 |
| СПОСОБ РЕМОНТА ЛОПАТОК ТУРБОМАШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2330750C2 |
| Способ изготовления моноколеса газотурбинного двигателя | 2018 |
|
RU2687855C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ТУРБОМАШИНЫ | 2017 |
|
RU2682064C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ПУСТОТЕЛОЙ ЛОПАТКИ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2423216C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАРАБАННО-ДИСКОВЫХ СЕКЦИЙ РОТОРА ТУРБОМАШИНЫ | 2023 |
|
RU2815690C1 |
| ЩЕТОЧНОЕ УПЛОТНЕНИЕ РОТОРОВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2518709C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИЙ РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2018 |
|
RU2682065C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
Изобретение относится к области электронно-лучевой сварки, в частности к способу изготовления блинга газотурбинного двигателя электронно-лучевой сваркой. Способ изготовления блинга газотурбинного двигателя электронно-лучевой сваркой из заготовок в виде лопаток с хвостовиками и с элементами обода с базовыми элементами и со стыковочными плоскостями, которые при сборке пересекаются на общей оси, включает сборку заготовок блинга на устройстве для сборки и сварки. При сборке заготовки размещают на установочных кольцах, ориентируя их по базовым элементам в узлах фиксации. В пазах прижимных венцов размещают входные и выходные технологические вкладыши, которые прихватывают к заготовкам. Заготовки упруго поджимают друг к другу. Выводят установочные кольца из-под заготовок, оставляя собранный блинг на упругих фиксаторах. Ориентируют ось электронного луча по визирным элементам и стыковочным плоскостям. Прихватывают заготовки между собой и сваривают их по стыковочным плоскостям при упругом поджиме. Изобретение позволяет уменьшить деформации блинга и внутренние напряжения в ободе, повысить точность сборки и качество изделия. 6 з.п. ф-лы, 4 ил.
1. Способ изготовления блинга газотурбинного двигателя электронно-лучевой сваркой из заготовок в виде лопаток с хвостовиками и с элементами обода с базовыми элементами и со стыковочными плоскостями, которые при сборке пересекаются на общей оси, включающий сборку заготовок блинга на устройстве для сборки и сварки, содержащем визирные элементы, корпус и кронштейны с узлами фиксации с упругими фиксаторами, установочные кольца и прижимные венцы с пазами под технологические вкладыши, при сборке заготовки размещают на установочных кольцах, ориентируя их по базовым элементам в узлах фиксации, в пазах прижимных венцов размещают входные и выходные технологические вкладыши, которые прихватывают к заготовкам, заготовки упруго поджимают друг к другу, выводят установочные кольца из-под заготовок, оставляя собранный блинг на упругих фиксаторах, ориентируют ось электронного луча по визирным элементам и стыковочным плоскостям, прихватывают заготовки между собой и сваривают их по стыковочным плоскостям при упругом поджиме.
2. Способ по п.1, отличающийся тем, что перед прихваткой заготовок между собой нумеруют стыковочные линии стыковочных плоскостей заготовок, а прихватку последних выполняют по стыковочным линиям в следующей последовательности: по первой стыковочной линии и затем две последующие стыковочные линии заготовок пропускают, затем вновь заготовки прихватывают по очередной стыковочной линии и опять последующие две пропускают, операции повторяют до окончательной прихватки всех заготовок.
3. Способ по п.1, отличающийся тем, что при сварке заготовок по стыковочным плоскостям после выполнения очередного свариваемого шва пропускают, не проваривая, пять стыковочных линий заготовок, при этом как и при прихватке используют ту же нумерацию стыковочных линий заготовок.
4. Способ по п.1, отличающийся тем, что в процессе сварки заготовок производят диагностику луча, корректируя его параметры.
5. Способ по п.1, отличающийся тем, что после сварки выполняют термообработку сварных швов электронным лучом.
6. Способ по п.5, отличающийся тем, что при термообработке сварных швов его температуру контролируют бесконтактным методом.
7. Способ по п.5, отличающийся тем, что достаточность нагрева сварного шва в нем устанавливают с учетом свойств свариваемого материала при снятии напряжений.
| УСТРОЙСТВО ДЛЯ СВАРКИ РАБОЧИХ КОЛЕС ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1988 |
|
SU1582494A1 |
| СПОСОБ НАВЕДЕНИЯ ЭЛЕКТРОННОГО ЛУЧА НА СТЫК СВАРИВАЕМЫХ ДЕТАЛЕЙ | 1986 |
|
SU1352787A1 |
| Способ лазерной обработки | 1982 |
|
SU1137668A1 |
| Способ лазерной обработки материалов | 1982 |
|
SU1092858A1 |
| СПОСОБ СОВМЕЩЕНИЯ ЭЛЕКТРОННОГО ЛУЧА С ПЛОСКОСТЬЮ СТЫКА | 1988 |
|
SU1624832A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| ЧВЕРТКО А.И | |||
| Оборудование для электронно-лучевой сварки | |||
| - Киев: Наукова Думка, 1973, с.165. | |||

