14)
Изобретение относится к сварке, частности к способам изготовления ысокоточных сварных крупногабарит- ъп конструкций, преимущественно с оротки ш многослойными швами с полуением проектных размеров и геометриеской формы сварной конструкции неосредственно после сварки без после- тощей дополнительной обработки, мо- ет найти применение в энергетичесом химическом машиностроении лри изготовлении корпусов реакторов, сосудов, опорных конструкций и в дру- гих отраслях промьшшенности является усовершенствованием способа по авт. ев, № 770702.
Цель изобретения - повышение точности геометрии конструкции за счет выравнивания величин поперечных укорочений по длине стыка.
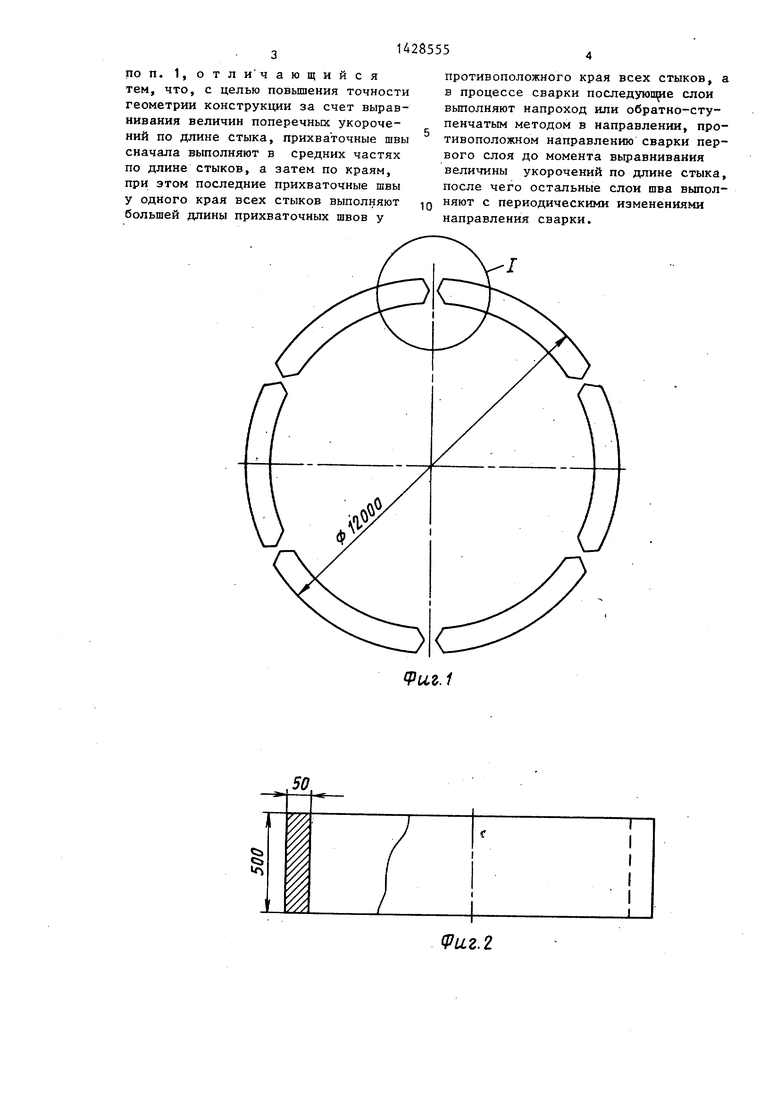
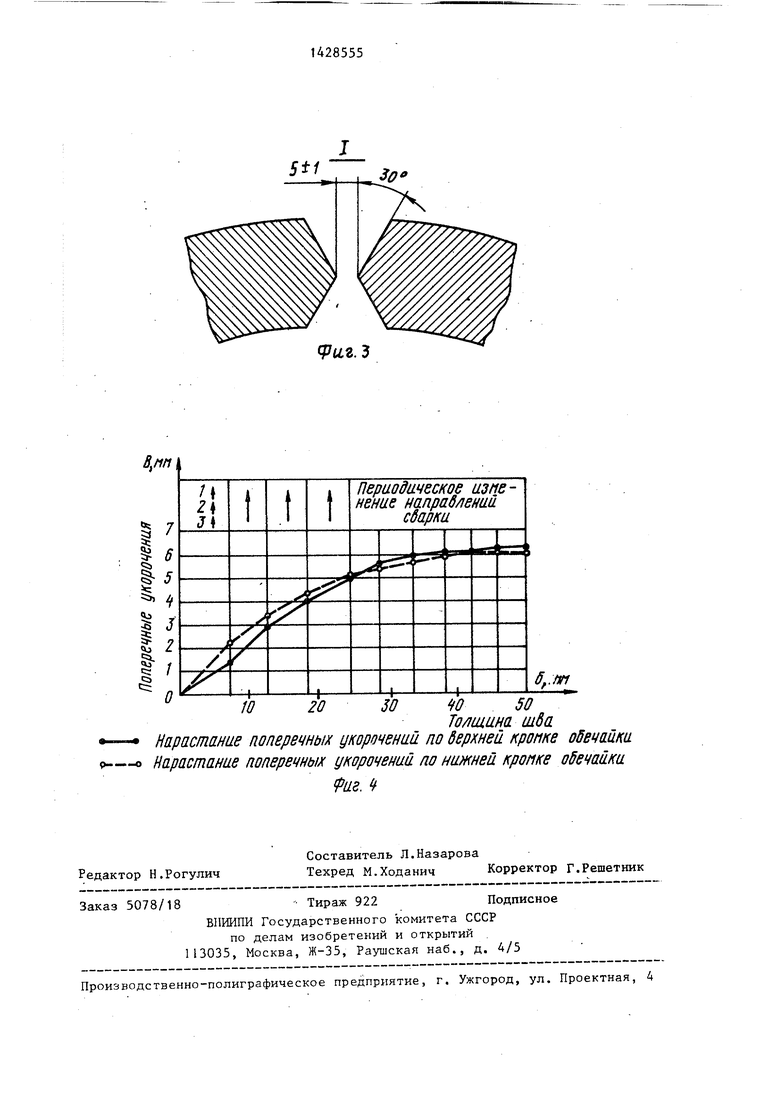
На фиг. 1 показана схема опорной обечайки корпуса реактора; на фиг. 2 то же, вид сбоку; на фиг. 3 узел I на фиг. 1; на фиг. 4 - кинетика нарастания поперечных укорочений
по верхней ( «) и нижней
(оо) кромками обечайки.
Пример. Опорную обечайку корпуса реактора диаметром 12000 мм, высотой 500 мм и толщиной стенки 50 мм сваривают из шести сегментов, изготовленных из листовой стали марки Х18Н9 вальцовкой с предварительной форзагибкой кромок. В состоянии после окончания сварки всех стыков необходимо обеспечить равенство периметров по нижней и верхней кромкам обечаек. Разность периметров по верхней и нижней кромкам не должна превьш ать 5 мм.
Свариваемые кромки имеют двухстороннюю симметричную Х-образную разделку кромок. Обечайку собирают из сегментов с зазором между стыкуемыми кромками 5+1 мм в специальных приспособлениях, обеспечивающих получение требуемого взаимного расположения свариваемых кромок и вертикальность образующих обечайки,.Геометрические размеры обейчайки контролируют по черчению,, выполненному на сборочном плазе, и измерениям периметров по верхней и нижней кромкам обечайки . Периметр обечайки при сборке увеличен на суммарную величину ожидаемых поперечных укорочений стыков. Прихватки стыков выполняют в сборочном приспособления сначала в средней
0
по высоте обечайки части стыков, затем-последовательно по их нижним и верхним кромкам. При этом длину последних прихваток, выполняемых у верхних кромок обечаек, устанавливают в 1,5 2 раза больше длины прихваток , наложенных ранее у нижних кромок для выравнивания величин
поперечных укорочений по длине соединений и, соответственно, периметров по верхней и нижней кромкам обечайки. После выполнения прихваток обечййку освобождают от закреплений
е и производят МНОГОСЛОЙНУЮ сварку стыков электродами марки 48 А-2Т0 А мм. Используя известные закбномернос- ти, сварку первых слоев на всех стыках выполняют обратно-ступенчатым способом с общим направлением от верхней кромки к нижней. Вторые и несколько последующих слоев шва на всех стыках до получения равномерного распределения поперечных укороче5 НИИ по длине соединений выполняют способом напроход от нижней кромки обечайки к верхней. Контроль распределения поперечных укорочений производят после полного охлаждения стыков. Последующие слои шва выполняют чередованием с определенной периодичностью сварки напроход от нижней кромки к верхней и сварки обратно-ступенчатым способом от верхней кромки к нижней, чем достига5 ется изменение направления сварки и выравнивание распределения поперечных укорочений по длине соединений. Периодичность изменения способа сварки определяют по результатам контро0 ля распределения поперечных укороче- .ний по длине соединений и измерений периметров по верхней и нижней кромкам обечаек.
На фиг. 4 показана кинетика на5 растания поперечных укорочений одного из стыков по верхней и нижней кромкам обечайки в зависимости от способов укладки слоев шва (фиг, 4), Предлагаемый способ обеспечивает
0 получение практически равных величин поперечных укорочений по верхним и нижним кромкам, что подтверждено равенством периметров и отсутствием недопустимых изменений плоскостности
5 кромок обечайки.
Формула изобр-е тения
Способ изготовления крупногабаритных конструкций по авт. св. № 770702
0
по п. 1, отл и чающийся тем, что, с целью повышения точности геометрии конструкции за счет выравнивания величин поперечных укорочений по длине стыка, прихваточные швы сначала выполняют в средних частях по длине стыков, а затем по краям, при этом последние прихваточные швы у одного края всех стыков выполняют большей длины прихваточных швов у
противоположного края всех стыков, а в процессе сварки последующее слои вьтолняют напроход или обратно-ступенчатым методом в направлении, противоположном направлению сварки первого слоя до момента выравнивания величины укорочений по длине стыка, после чего остальные слои шва выполняют с периодическими изменениями направления сварки.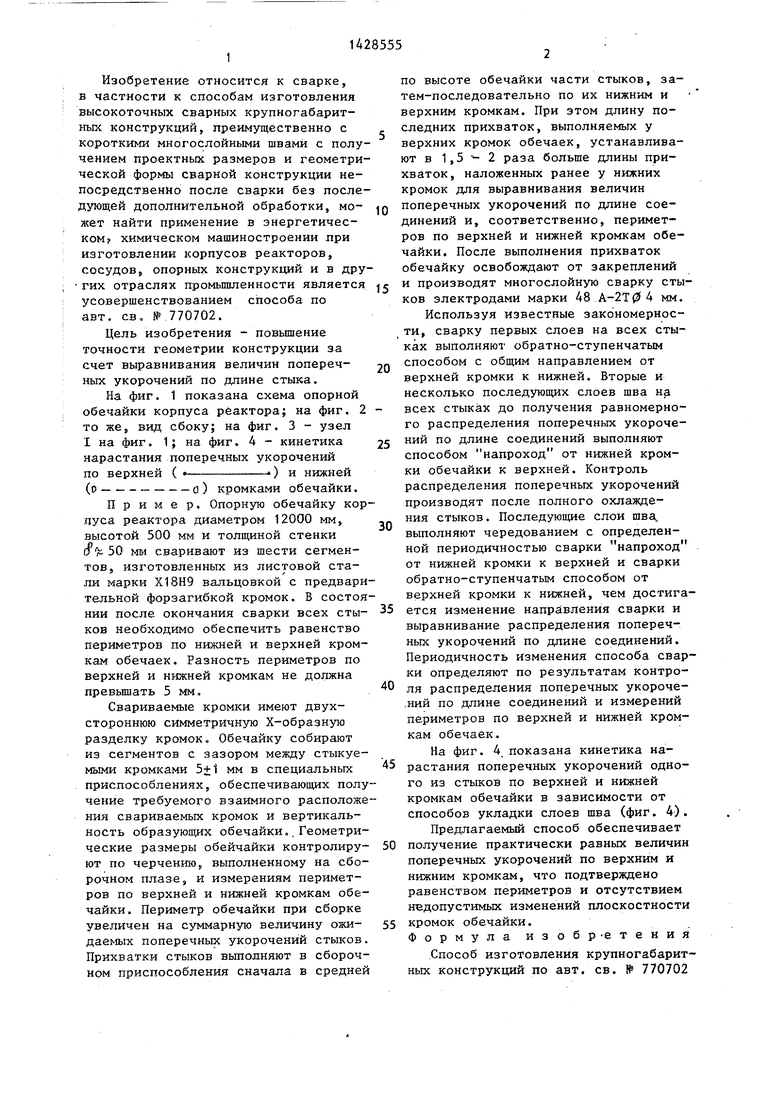
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крупногабаритных конструкций | 1978 |
|
SU770702A1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| Способ производства многослойных обечаек с концентрическим расположением витков | 1986 |
|
SU1409387A1 |
| Устройство для направления сварочного электрода по стыку | 1983 |
|
SU1094712A1 |
| СПОСОБ СБОРКИ СВАРНЫХ КРУПНОГАБАРИТНЫХ ТОЛСТОЛИСТОВЫХ ОРТОТРОПНЫХ ПЛИТ ИЗ УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПОД АВТОМАТИЧЕСКУЮ СВАРКУ | 2003 |
|
RU2254974C2 |
| Способ дуговой сварки неплавящимся электродом | 1980 |
|
SU941066A1 |
| СПОСОБ СОЗДАНИЯ ТРОЙНИКОВОГО СОЕДИНЕНИЯ | 2015 |
|
RU2598764C1 |
| Способ сборки и сварки крупногабаритных конструкций | 1978 |
|
SU733928A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Способ изготовления сварных конструкций (его варианты) | 1982 |
|
SU1077737A1 |
Изобретение относится к сварке, в частности к способам изготовления крупногабаритных конструкций, и может найти применение в различных отраслях машиностроения. Цель - повы- meHrfe точности геометрии конструкции. Свариваемую обечайку собирают из нескольких частей на прихватках. Прихваточные швы выполняют сначала в средних по длине частях всех стыков, а затем в крайних. Тот из крайних швов, который выполняется последним, по своей протяженности больше предыдущего на величину, обеспечивающую равномерное распределение поперч- ных укорочений по длине соединений. Это определяется их прямыми измерениями или косвенно по изменениям геометрической.формы сварной конструкции. Собранную на прихватках конструкцию освобождают от приспособлений и проводят многослойную сварку стыков. Первый проход каждого стыка выполняют обратноступенчатым спосо бом, второй и несколько последующих проходов выполняют одним из извест ных методов, например напргоход в направлении, противоположном направлению первого прохода, до выравнивания величины поперечных укорочений, периодически измеряемой в процессе сварки. После.этого заполняют оставшуюся часть разделки стыка, периодически изменяя направление сварки в соответствий с результатами контроля распределения поперечных укорочений по длине сварных соединений и геометрической формы конструкции в целом. 4 ил. i (Л to 00 СД О1 СП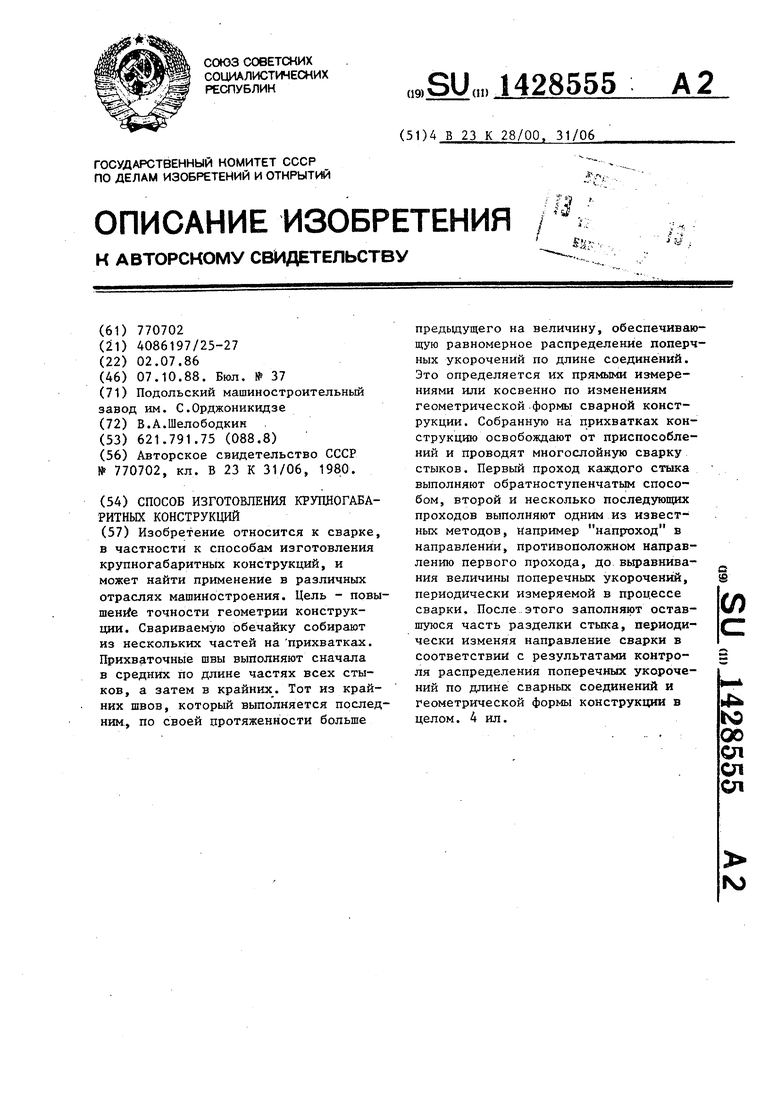
/
fpuz.i
fpuz.Z
Уиг.З
I I
«
I
i
-.-о
W50
То/лиина ш8а Нарастание поперечных дкороченш по верхней кропке .
Нарастание поперечных укорочений, по нижней кропке обечайка
и.г.
Периодическое азпе- нение напрадленай сварки
| Способ изготовления крупногабаритных конструкций | 1978 |
|
SU770702A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
