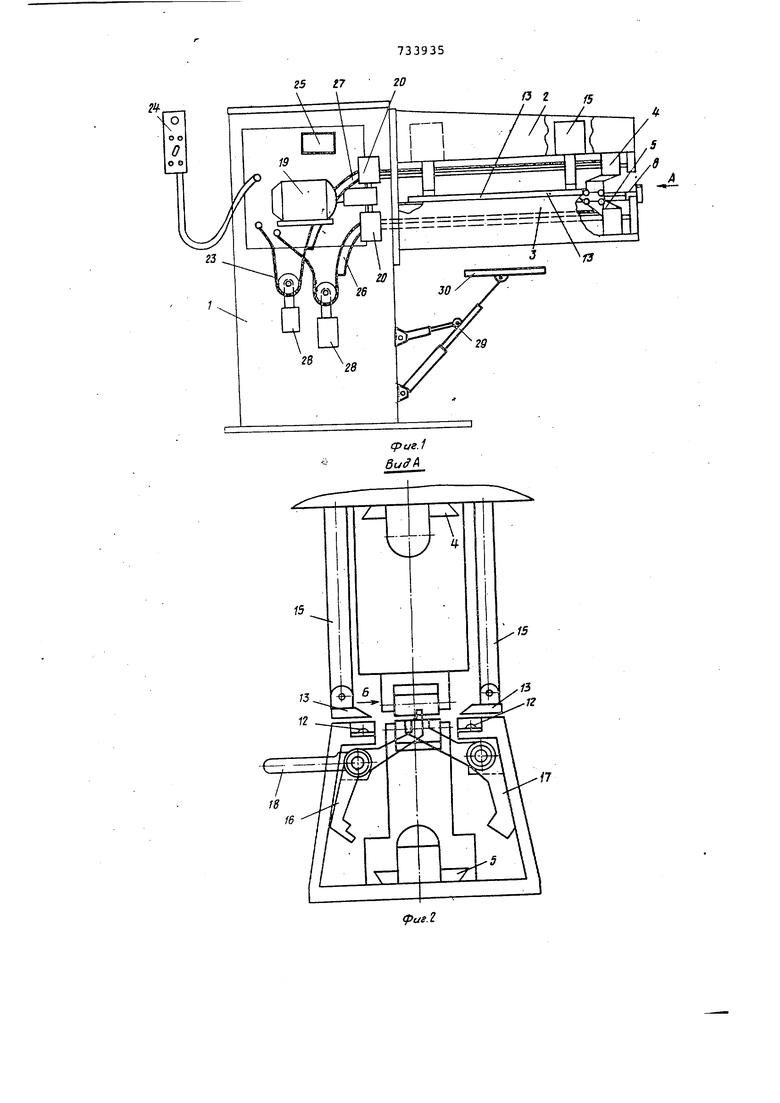
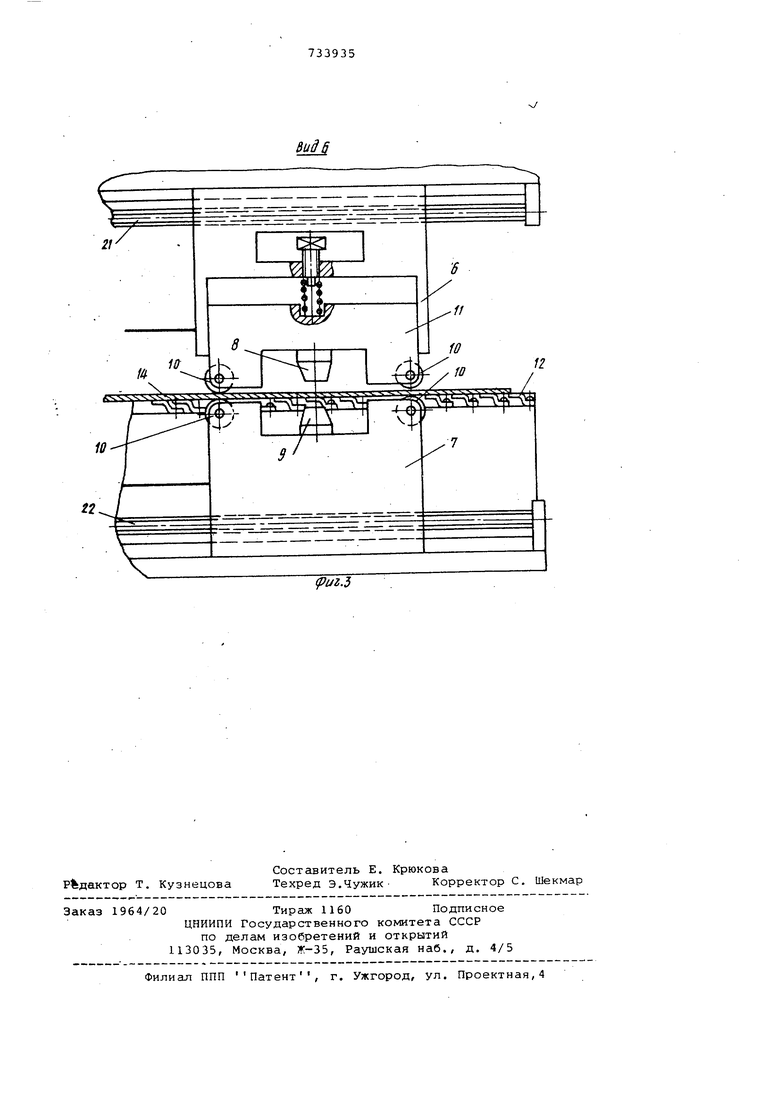
Изобретение относится к области сварки, в частности, к устройствби для автоматической сварки обечаек в среде защитных газов. Известна установка для двухсторонней автоматической сварки обечае в среде защитных газов, содержащая смонтированные на стойке консольный ложемент с направляющими для свароч ной головки с горелкой и консольную балку с прижимами для изделия и направляющими для второй сварочной головки с горелкой, а также привод одновременного перемещения обеих сварочных головок 1. Однако известная установка не обеспечивает точного совмещения и выравнивания кромок обечаек, что снижает качество сварки. Целью изобретения является повышение качества сварки путем обеспечения точного сов.мещения и выравнивания кромок обечаек. Для этого внутри консольного ложемента смонтированы поворотные рег лируемые упоры для выравнивания тор цов и кромок обечаек, опорная повер ность ложемента выполнена в виде двух рядов пружинных пластин, а каж дая сварочная головка- снабжена двум формующими роликами, расположенными вдоль оси направляющих по обе стороны от горелки, причем формующие ррлики сварочной головки, размещенной на консольной балке, подпружинены. На фиг. 1 изображена предложенная установка; на фиг. 2 - вид по стрелке А на фиг.1; на фиг. 3 - вид по стрелке Б на фиг.2. Установка содержит .стойку 1, на которой KOHCo.ibHo смонтированы балка 2 и ложемент 3, оснащенные направляющими 4 и 5 для сварочных головок 6 и 7 с горелками 8 и 9. Сварочные головки 6 и 7 снабжены двумя формующими роликами 10, располoжeнны и вдоль оси направляющих 4 и 5 по обе стороны от горелки. Формующие ролики 10 сварочной головки 6, расположенной на балке 2, закреплены на подпружиненном относительно корпуса этой сварочной головки кронштейне 11. Опорная поверхность ложемента 3 выполнена в виде двух рядов пружинных пластин 12. На балке закреплены два ряда прижимов 13 для изделия 14 с их пневмоприводами 15.
Внутри консольного ложемента 3 смонтированы поворотные регулируемые упоры 16 для выравнивания торцов обечайки и упоры 17 для выравнивания кромок o6e4aeKj каждый из которых соединен с соответствующей ему рукояткой 18 (рукоятка упора 17 на чертеже не показана).
На стойке .1 установлены двигатель постоянного тока 19, редуктор 20 с ходовыми винтами 21 и 22 для сварочных головок б и 7, металлорукава 23 со шлангами, пульт дистанционного управления 24, предназначенный для включения и отключения механизма перемещения головок и сварочных горелок, блокировочное устройство 25 для автоматического отключения автомата в случае погасания одной из дуг,устройство для механизированной уборки, металлорукавов 23, состоящее из направляющих склизов 26 и 27, закрепленных на стойке 1 и свободно перемещающихся по. металлорукавам 23 под действием силы тяжести грузов 28 с рликами.- .
Кроме того, на стойке установлен щарнирньай механизм 29 для поддерживания обечаек, выполненный в виде Двух выдвижных телескопических штанг с, фиксирующими звеньями и опорной пято 30..
Установка работает следующим образом.
Рукояткой 18 выводят упор 16 для выравнивания торцов обечаек в верхне фиксированное положение на линию сварного шва. Один конец обечайки за водят под прижим 13 до плоскости упора 16 и зажимают его, включив пневмоприводы 15. Затем опускают упор 16 за пределы перемещения сварочной головки 7 и поднимают упор 17 для выравнивания кромок в верхнее фиксированное положение, заводят второй конец обечайки под прижим 13 до упора в торец первого конца обечайки и зажимают на -ложементе 3 с помощью пневмопривода 15. После этого упор 17 переводят в нижнее фиксированное положение.
При установке упоров 16 и 17 в нижнее положение срабатывают конечные выключатели, установленные в полости ло55семента, без чего не включается электродвигатель 19 механизма перемещения сварочных головок.
Затем между пружинными пластинами 12 и прижимами 13, устанавливают технологические пластины, включают соответствующей кнопкой на пульте дистанционного управления двигатель 19 и сварочный выпрямитель. При перемещении сварочных головок 6 и 7 кромки обечайки дополнительно вьлравниваются формующими роликами 10 этих головок.После того, как сварен двухсторонний шов, отжимают прижимы 13, снимают сваренную обечайку с ложемента,
..включают двигатель 19 на обратный ускоренный ход и переводят сварочные головки в исходнсЗе положение.
Блокировочное устройство 25 работает на принципе падения напряжения на балластных реостатах, включенных
5 в цепь сварочных горелок. При отсутствии падения напряжения на одном из балластных реоста,тов отключается реле которое своими контактами разрывает цепь питания двигателя 19 привода сварочных горелок и источника питания сварочных дуг.
Формула изобретения
Установка для двухсторонней автоматической сварки обечаек, содержащая смонтированные на стойке консольрый ложемент с направляющими для сва„Ьочной головки с горелкой и консольную балку, с прижимами для изделия и направляющими для второй сварочной головки, с горелкой, а также привод одновременного перемещения обеих
j. сварочных головок, отличающая с я тем, что, с целью повышения качества сварки, путем повышения точности совмещения и выравнивания кромок обечаек, внутри консольного ложемента смонт ированы поворотные регулируемые упоры для выравнивани-я торцов и кромок обечаек, опорная поверхность ложемента выполнена в виде двух рядов .пружинных пластин, а каждая сварочная головка
5 снабжена двумя формующими роликами, расположенными вдоль оси направляющих по обе стороны от горелки, причем формующие ролики сварочной головки, размещенной на консольной балке,
0 подпружинены.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 169718, кл. В 23 К 37/04, 1963 (прототип),

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА КОНСОЛЬНОГО ТИПА ДЛЯ ДВУХСТОРОННЕЙ ДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ ЛИСТОВ И ОБЕЧАЕК В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1963 |
|
SU169718A1 |
| Установка для сварки продольных швов обечаек | 1980 |
|
SU912467A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Устройство для изготовления тонкостенных обечаек из листовых заготовок | 1987 |
|
SU1449301A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Устройство для сборки под сварку продольных швов | 1987 |
|
SU1691036A1 |
/i
w
ч
fuz.S
6
/
///
/
x/
/i7
