114493
Изобретение относ1 тгя к об,г1астн изготовления сварных обечаек из тонколистовых заготовок и может быть использовано в химическом, нефтяном и общем машиностроении.
Цель изобретения - повышение производительности путем изготовления обечаек из листовь1Х заготовок без предварительного вальцевания листовой JQ заготовки и упрощение конструкции устройства для формообразования.
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - балка с подве- 5 шенными на цепях проушинами, установленная на листовую заготовку на рольганге; на фиг, 4 - балка с подвешенными на цепях проушинами, поднятая с рольганга; на фиг. 5 - вид Б на фиг. 4; на фиг. 6 - узел 1нафиг.1, Устройство содержит станину 1 с направляющими 2, консольную балку 3 с направлякнцими 4, сварочные головки 5 с опорными роликами 6 и 7, левые прижимы 8 с пневмоприводами 9, формующие стойки 10, бесконечные цепи 11 на ведомых звездочках 12 и на ведущих звездочках 13с приводами 14. Ведущие звездочки 13 соединены с приводами 14 через фрикционные муфты 15. На одном из звеньев бесконечных цепей 11 смонтированы зацепы 16. На колонне 17 расположена поворотная консольная балка 18, на которой смонтирована лебедка 19, соединенная через фрикционную муфту 20 с приводом 21. На тросе 22 подвешена балка 23 с захватами 24. На балке 23 подвешены цепи 25,
на концах которых шарнирно закреплены
проушины 26. В нижней части станины смонтированы упоры 27 с приводами 28 и опорные балки 29 и 30. На устройстве смонтированы пульт управления щит с контрольно-измерительными приборами и система концевых выключателей.
Устройство работает следующим образом.
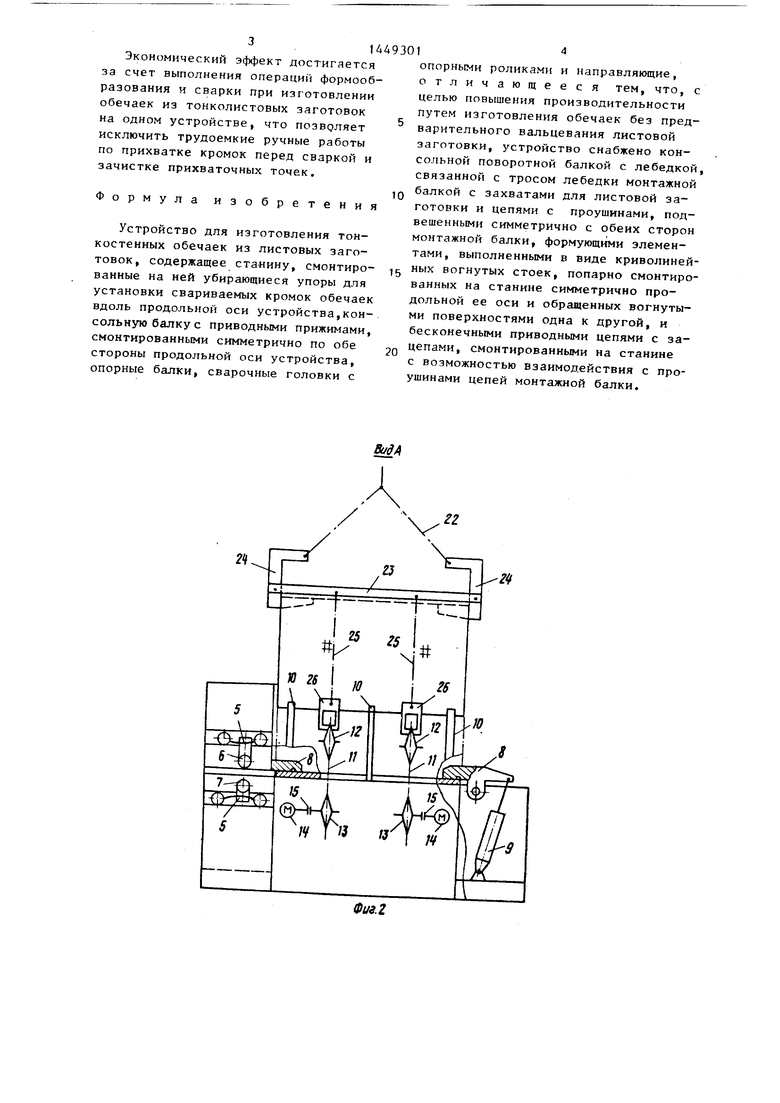
С помощью лебедки 19 балку 23 опускают посередине листовой заготов- ки 31, находящейся на рольганге 32. Вводят в зацепление с заготовкой захваты 24 и поднимают ее лебедкой 19 с рольганга При этом концы цепей 25 с проушинами 26 провисают с обеих сторон заготовки. Заготовка из тонкого листа под собственным весом и под действием нагруженных на нее цепей
5
0 5 о
5
0
5
0 5
25и проушин 26 необходимой массы прогибается так, как изображено на фнг. 4. После этого колонна 17 разворачивается вместе с подвешенной заготовкой к установке. Лебедкой 19 заготовку с подвешенньсми на цепях 25 проушинами 26 опускают в полость формующих стоек 10. При этом проушины
26входят в зону взаимодействия с бесконечными цепями 11. Упоры 27 приводом 28 устанавливают в верхнее положение вьш1е уровня опорных балок 29 и 30. После этого включают приводы всех бесконечных цепей 11 с направлениями вращения, указанными стрелкам Е и F.
Система концевых выключателей в злектросхеме обеспечивает остановку зацепов в заранее определенных положениях, поэтому при включении приводов обеспечивается одновременное перемещение зацепов 16 к проушинам 26. Сцепление зацепов 16 с проушинами происходит в зависимости от положения проушин над станиной.
После того, как проушины 26 сцепляются с зацепами 16, цепи 25 натягиваются и перемещают кромки заготовки 31 по формующим стойкам 10 в направлении к упорам 27. При достижении упоров 27 концевые выключатели отключают соответствующие приводы 14. После остановки всех приводов бесконечных цепей включают пневмоприводы 9 прижлмов 8, расположенные на обоих торцах обечайки. Заготовка 31 прижимами 8 фиксируется на опорной балке 29. После этого упоры 27 перемещаются вниз из зоны дер1ствия нижней сварочной головки 5. Затем включают правые приводы бесконечных цепей 11.Правая кромка заготовки перемещается до упора в ранее закрепленную левую . кромку, после чего приводы правых бесконечных цепей останавливаются. Далее включают правые прижимы 33, которые фиксируют кромку заготовки на опорной балке 30,
Затем включают сварочные головки 5. Выполняется продольный стыковой шов. После сварки стыка сварочные головки возвращаются в исходное положение. Прижимы 8 и 33 открепляют обечайку. Лебедкой 19 обечайку снимают с установки и перемещают на следующую операцию по технологическому процессу.
Экономический эффект достигается за счет выполнения операций формообразования и сварки при изготовлении обечаек из тонколистовых заготовок на одном устройстве, что позволяет исключить трудоемкие ручные работы по прихватке кромок перед сваркой и зачистке прихваточных точек.
Формула изобретения
Устройство для изготовления тонкостенных обечаек из листовых загоUA9301
10
товок, содержащее ста«ину смонтипо нГ в виде криволиней- ванные на ней уаира иеся у Г:;:- ... ,,,-- ..oTinny, емонтиро
ванные на ней убирающиеся упоры дпя установки свариваемых кромок обечаек вдоль продольной оси устройства,консольную балку с приводными прижимами, смонтированными симметрично по обе стороны продольной оси устройства опорные балки, сварочные головки с
опорными роликами и направляющие отличающееся тем, что, с целью повышения производительности путем изготовления обечаек без предварительного вальцевания листовой заготовки, устройство снабжено консольной поворотной балкой с лебедкой связанной с тросом лебедки монтажной балкой с захватами для листовой заготовки и цепями с проушинами, под- вешенньми симметрично с обеих сторон монтажной балки, формующ,ми элементами, выполненными в виде криволиней20
-..j.tx , I П1
ванных на станине симметрично продольной ее оси и обращенных вогнутыми поверхностями одна к другой, и бесконечными приводными цепями с за- цепами, смонтированными на станине с возможностью взаимодействия с проушинами цепей монтажной балки
A9301
10
нГ в виде криволиней- ..- опорными роликами и направляющие отличающееся тем, что, с целью повышения производительности путем изготовления обечаек без предварительного вальцевания листовой заготовки, устройство снабжено консольной поворотной балкой с лебедкой связанной с тросом лебедки монтажной балкой с захватами для листовой заготовки и цепями с проушинами, под- вешенньми симметрично с обеих сторон монтажной балки, формующ,ми элементами, выполненными в виде криволинейнГ в виде криволиней- ..
-..j.tx , I П1
ванных на станине симметрично продольной ее оси и обращенных вогнутыми поверхностями одна к другой, и бесконечными приводными цепями с за- цепами, смонтированными на станине с возможностью взаимодействия с проушинами цепей монтажной балки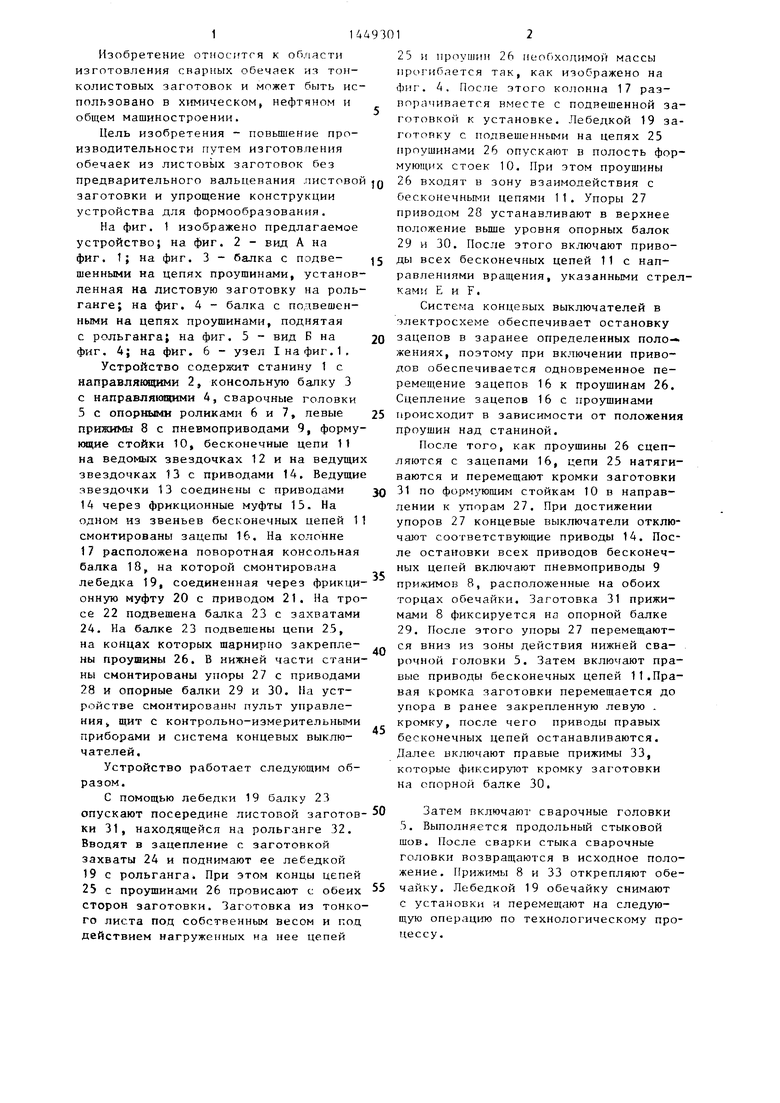
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для двухсторонней автоматической сварки обечаек | 1977 |
|
SU733935A1 |
| Установка для сварки продольных швов обечаек | 1980 |
|
SU912467A1 |
| Кондуктор для сварки продольного шва обечайки | 1985 |
|
SU1299758A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Установка для изготовления цилиндрических корпусов | 1973 |
|
SU490620A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1061883A2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ, ПОВОРОТНО-ГИБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ И МАНИПУЛЯТОР ЛИСТОВ К ГИБОЧНОМУ ПРЕССУ | 1993 |
|
RU2110349C1 |
| Агрегат для сборки и сварки пространственных конструкций | 1977 |
|
SU725857A1 |
| ПРЕСС ДЛЯ УДЕРЖАНИЯ ЯРМА МАГНИТОПРОВОДА ПРИ СВАРКЕ | 1990 |
|
RU2010691C1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
Изобретение относитгл к изготовлению обечаек сваркой. Оно может быть использовано при изготовлении сварных тонкостенных обечаек в химическом, нефтяном и общем машиност1 о- ении. Цель изобретения - повьшение Г to производительности путем изготои.ю- ния тонкостенных обечаек без предварительного вальцевания листовых заготовок. Консольной поворс гно; балкон 18 листовую заготовку 31 подают на сборку. За счет гиОкостн заготовки ее концы с охватывающими их цепями 25 и проушинами 26 заводят между консольной балкой 3 и приводными бесконечньми це яни i1 с зацепами 16. Последние, взлимо;,ейс7 Byv; с про шииам1. 26, досьшают поочередно концы листовой заголовки 31 для их сборки с убнраюошхся упоров 27 под прижимы 8 и 3. Концы заготовки фиксируют поочередно пркжи- мами 8, а затем после уборки упоров 27 прижимами 33, собирая беззазорно стык сбечайки. Сварочными головками выполняют сварку. При прост-те формообразующего устройства обеспечиваются хорошие условия сварки продольного стыка за гчет его беззазпрной сборки. 6 ил. fff СО 4 gD 00
24
Zif
Фиг. 2
26
ЬидБ
Фиг, 5
2ff
Фиг.
Фаг. в
| Установка для двухсторонней автоматической сварки обечаек | 1977 |
|
SU733935A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
