1
Изобретение относится к области сварки, .в частности, к устройствам, обеспечивающим кантование изделий, преимущественно, боковых стен железнодорожных полувагонов и отсос сварочных газов при сварке.
Известен кантователь для сварки, содержащий смонтированную на двух стойках поворотную полую раму
Однако в известном кантователе отсос газов происходит по всей,площади свариваемого изделия, тогда как сварка производится только на определенном участке, вследствие этого отсос газов на каждом участке сварки недостаточно эффективен.
Наиболее близким к предлагаемому по технической сущности является кантователь для сварки, содержащий смонтированную на двух стойках поворотную полую раму с распо.поженными симметрично относительно ее продольной оси зажимами для изделия и газоотводными патрубками 2.
Однако в известном кантователе при сварке длинномерных изделий производится большой расход потребляемой мощности и не обеспечивается эффективный отсос газов, так как работают на всасывание все газоотвод ные патрубки, а сварочные газы образуются лишь определенной группой патрубков в зоне сварки рабочего положения рамы кантователя.
Целью изобретения является уменьшение потребляемой мощности при отсосе газов путем автоматического перераспределения газовых потоков.
10
С этой целью в каждом газоотводном патрубке смонтирована поворотная заслонка с противовесом и подпружиненный фиксатор противовеса, причем центры тяжести противовесов патруб15ков, установленных по разные стороны продольной оси рамы, расположены по разные стороны поперечной оси этой, paMSJ.
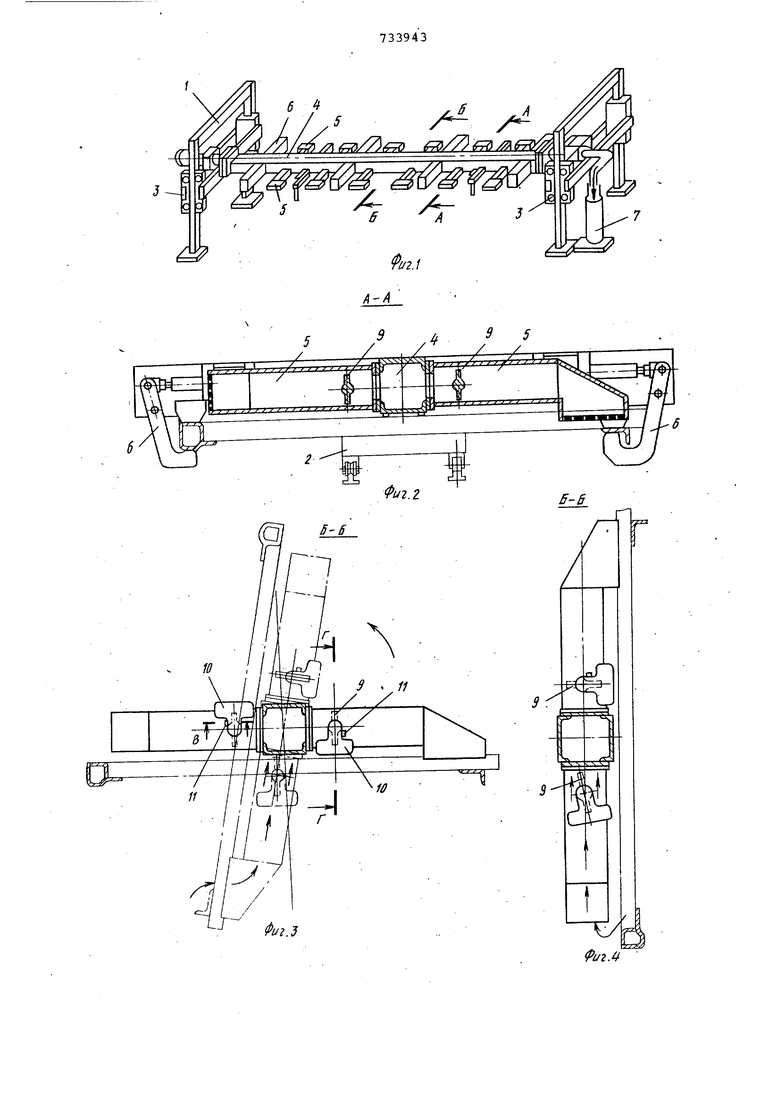
На фиг. 1 изображен предложенный
20 кантователь, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение В-В на фиг.1; на фиг.4 сечение Б-В на фиг.1, в рабочем положении рамы; на фиг. 5 - сечение
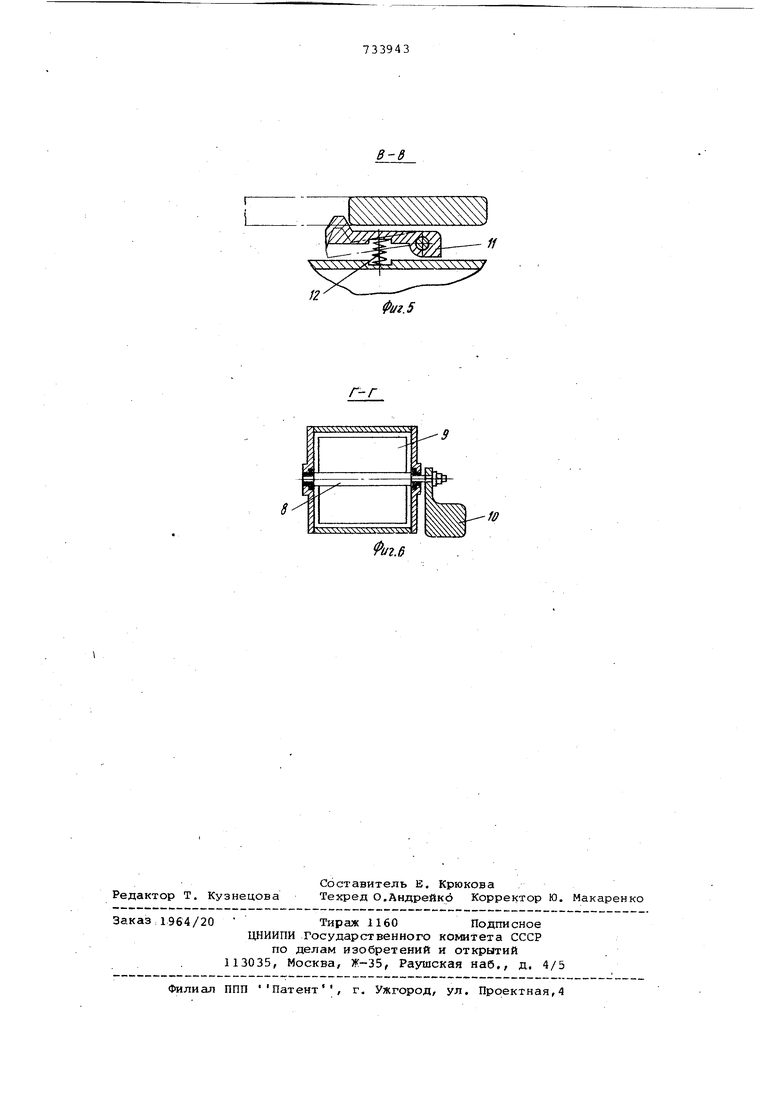
25 В-В на фиг.З; на фиг.6 - сечение Г-Г на фиг.3. .
Кантователь для сварки содержит две стойки 1 портального типа, проемы которых предназначены для прохода
30
тележечного транспорта 2. На стойках 1 установлены с возможностью вертикального перемещения шпиндельные бабки. 3, валы которых соединены между собой рамой, выполненной в виде пусттелой балки 4 с расположенными симметрично относительно ее продольной оси газоотводными патрубками 5 и .зажимами б для изделия. Вал одной из шпиндельных бабок 3 выполнен пустотелым, и связан с телескопическим стояком 7, соединенным с цеховой вентиляционной системой.
В каждом из патрубков 5 на поворотных осях 8 смонтированы поворотные заслонки 9 с противовесами 10, причем центры тяжести противовесов патрубков, смонтированных по разные стороны продольной оси рамы, расположены по разные стороны ее поперечной оси.
Б исходном положении противовесы зафиксированы Г-образными фиксаторами 11 с пружинами 12,
Кантователь для сварки работает следующим образом. .
Тележечный транспортер 2 через проемы стоек 1 доставляет изделие вазону кантователя. При этом балка с газоотводными патрубками 5 находися в исходном положении, т.е. патруки 5 расположены горизонтально под изделием.
После закрепления изделия зажимами 6 шпиндельные бабки 3 с балкой 4 и изделием поднимаются на высоту, необходимую для кантования. Затем осуществляется поворот балки 4 в од из рабочих положений (около 90°). При этом один из противовесовЮ (левый) под действием момента от ег веса утапливает подпружиненный фиксатор 11 и устанавливается таким образом, что связанная с ним заслонка 9 открывает вентиляционный канал нижнего патрубка 5, при этом Противовес 10, установленный на верхнем патрубке 5 опирается на балку,тем самым препятствует повороту соединенной с ним заслонки 9 и открытию вентиляционного канала верхнего патрубка 5. Так как сварка производи.тся только в зоне нижних патрубков, то для установки балки 4 кантователя в другое рабочее положение после окончания сварки в первом положении производят поворот балки на 180.
При этом поворот противовесов 10 с заслонками 9 происходит аналогично вышеприведенному, причем поднимающийся очередной противовес 10 вновь фиксируется фиксаторо-м 11, когда патрубок 5 займет горизонтальное положение. .
После окончания сварки балка 4 с изделием, устанавливается в исходное положение, отключаются зажимы б, и изделие тележечным транспортером 2 транспортируется на следующее рабочее место.
Наличие в предложенном кантователе поворотных заслонок обеспечивает эффективный отсос газов и уменьшает мощность,- потребляемую при отсосе газов.
формула изобретения
Кантоватй ь для сварки, содержащий смонтированную на двух стойках поворотную полую раму.с расположенными симметрично относительно ее продольной оси зажимами для изделия и газоотводными патрубками, отличающийся тем, что, с целью уменьшения потребляемой мощности при отсосе газов путем автоматического перераспределения газовых потоков, в
5 каждом газоотводном патрубке смонтирована поворотная заслонка с противовесом и подпружиненный фиксатор противовеса, причем центры тяжести противовесов патрубков, установлен0 ных по разные стороны продольной оси рамы, расположены по разные стороны поперечной оси этой рамы.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 301246, кл. В 23 К 37/04, 1969.
2.Авторское свидетельство СССР
по заявке № 2480000, кл. В 23 К 37/04, 1977 (прототип).
в-6
Фи2.д
9
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь для сварки | 1979 |
|
SU789263A1 |
| Кантователь для сварки | 1977 |
|
SU695791A1 |
| Кантователь для сварки | 1980 |
|
SU927468A1 |
| Кантователь для сварки | 1984 |
|
SU1268354A1 |
| Кантователь | 1983 |
|
SU1154068A1 |
| Кантователь для сварки | 1980 |
|
SU946868A1 |
| Кантователь | 1985 |
|
SU1299759A1 |
| Агрегат для сборки и сварки элементовпРОдОльНОгО пРОфиля K пОлОТНищу | 1979 |
|
SU848227A1 |
| Кантователь | 1983 |
|
SU1121114A1 |
| Кантователь изделий под сварку | 1983 |
|
SU1148747A1 |