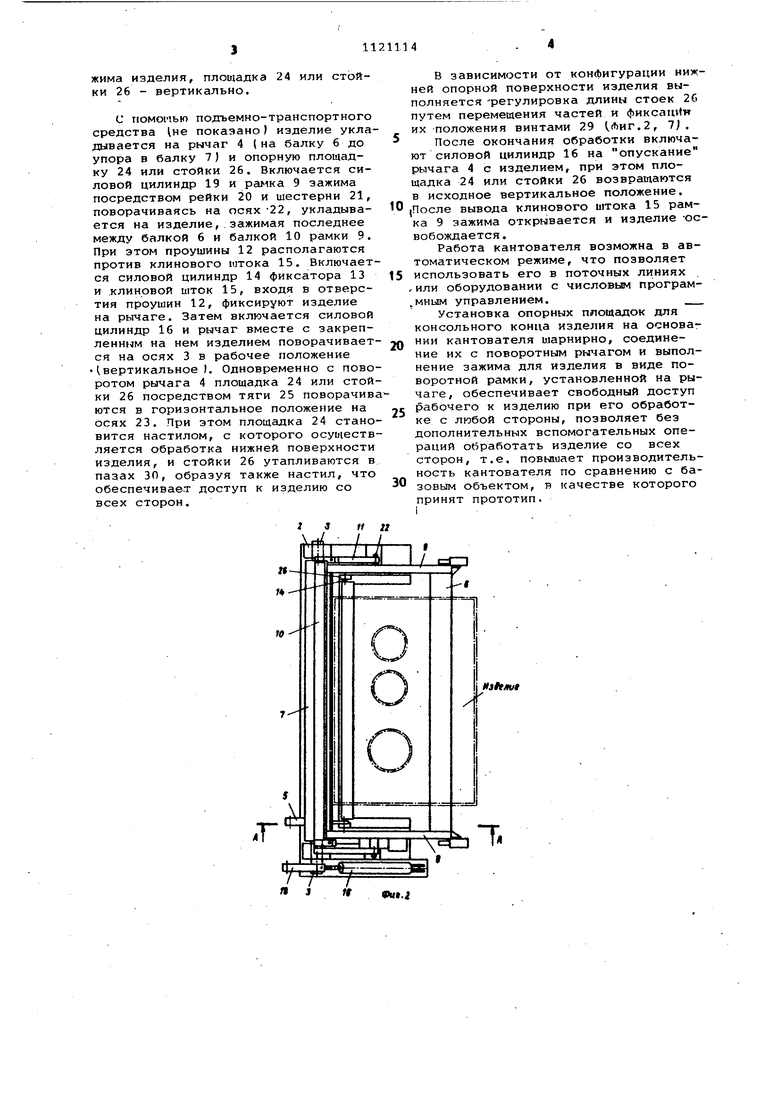
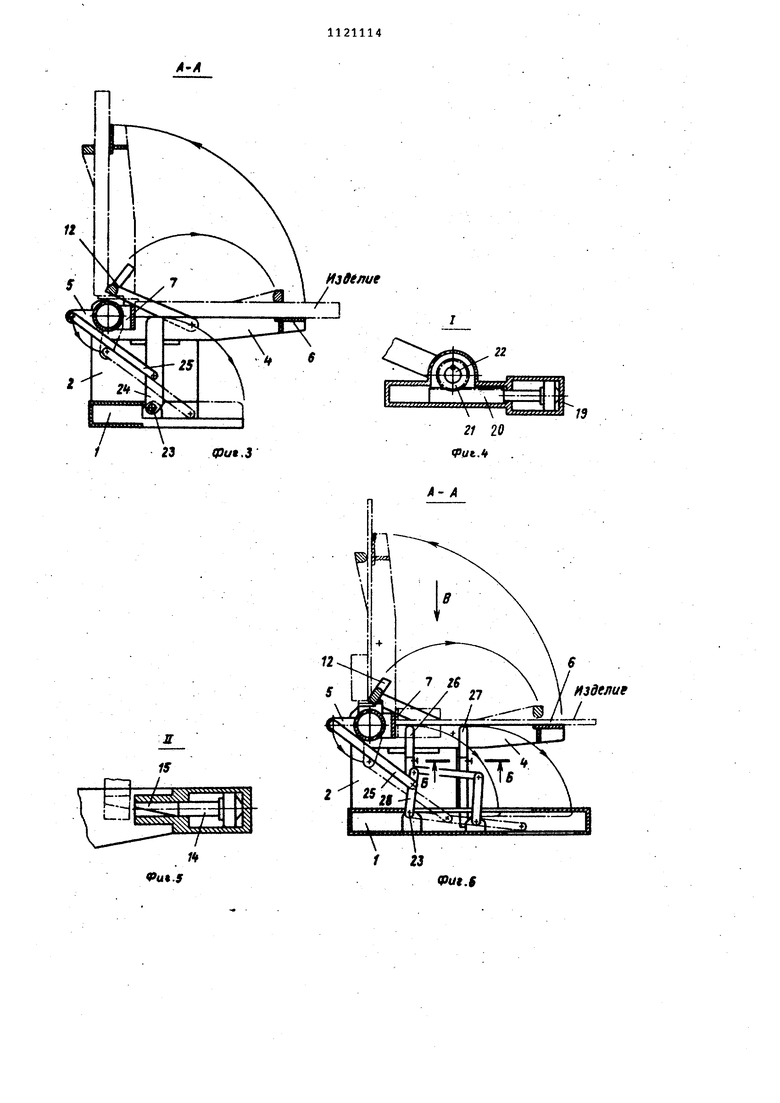
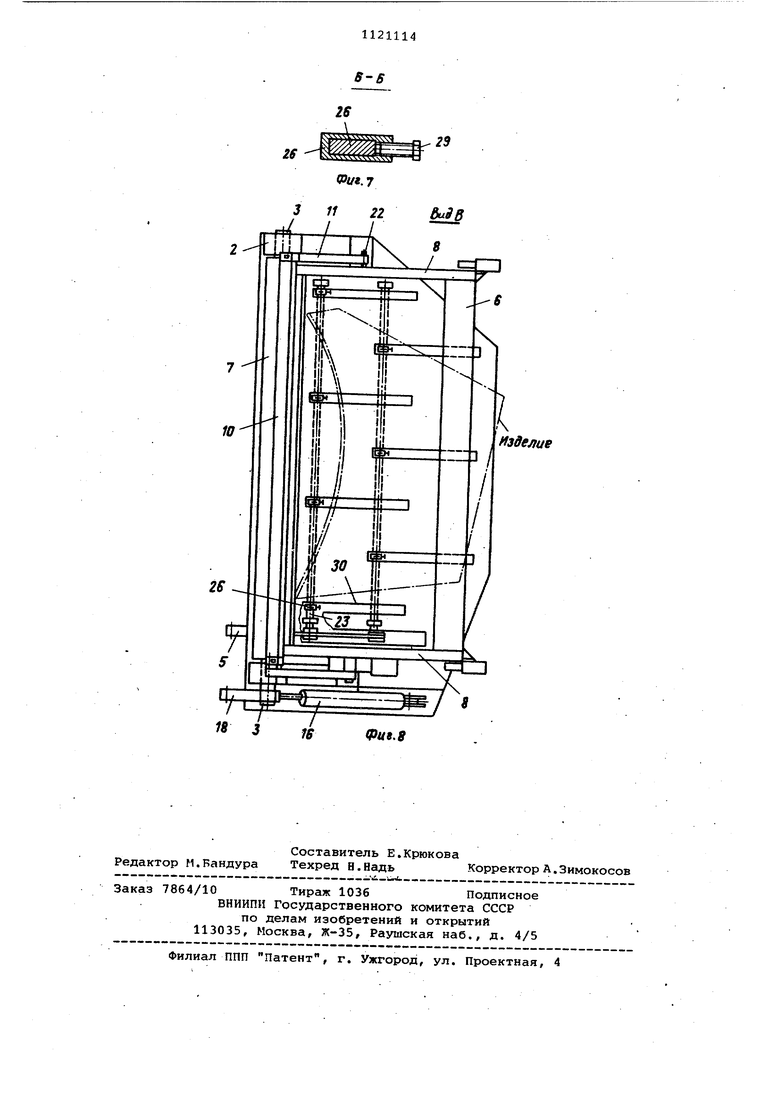
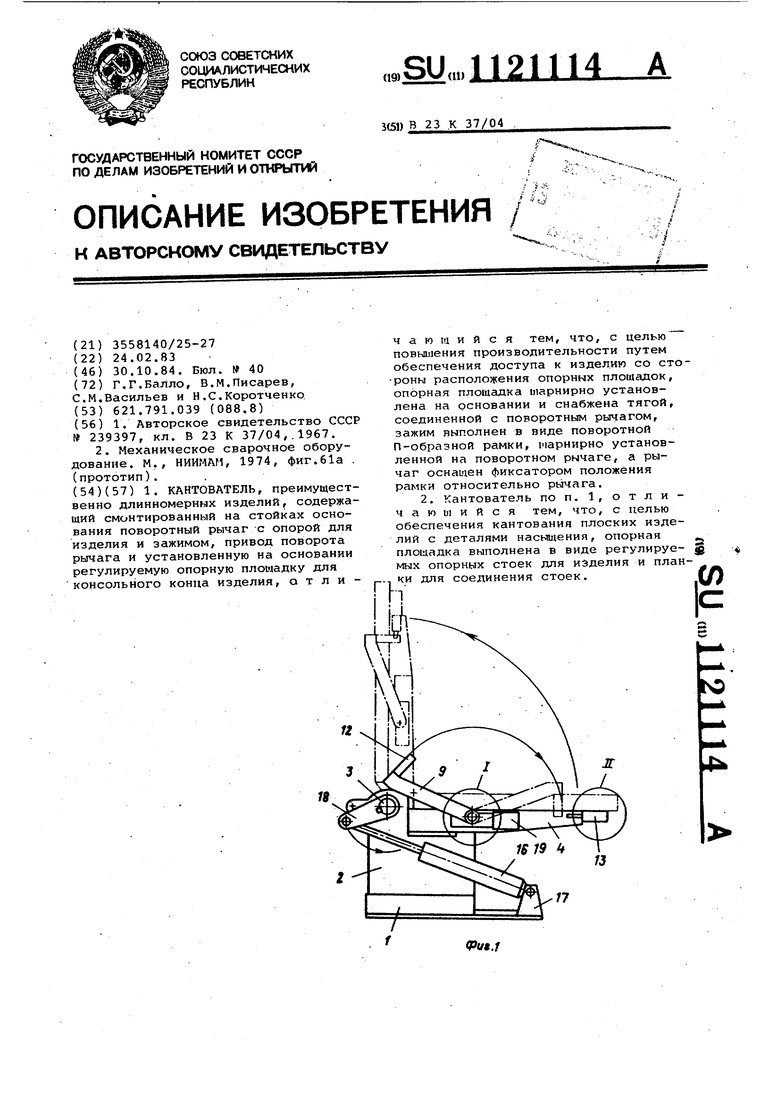
Изобретение относится к машиностроению и может быть использовано авиастроении и, главным образом, в судостроении для изготовления длинномерных изделий tНапример, листов с подкреплениями кромок и вырезов с деталями насыщения, в частности та ров, книц, фланцев, требующих для выполнения сварочных и других работ по обе стороны изделия их переканто ки. Известно устройство для кантовки изделий из горизонтального в вертикальное положение, содержащее поворотную раму с продольными направляю щими и установленные в них подвижны зажимы для укладки и зкарепления из делия Cl 3. Однако наличие направляющих на р ме исключает возможность проведения сварочных и других работ со стороны расположения этих направляющих без дополнительной переустановки издели что ведет к снижению производительности . Наиболее близким к изобретению п технической сущности и достигаемому результату является кантователь, со держащий смонтированный на стойках основания поворотный рычаг с опорой для изделия и зажимом, привод поворота рычага и установленную на осно вании регулируемую опорную площадку .для консольного конца изделия 2, В известном кантователе возможен подход к изделию с двух сторон, однако наличие регулируемой опорной площадки для консольного конца изделия затрудняет доступ к изделию при его кантовании, что также ведет к необходимости дополнительной переустановки изделия для проведения сварочных и других работ и снижает производительность, Целью изобретения является повышение производительности путем обеспечения доступа к изделию со стороны расположеи-ия опорных площадок и обес печение кантования плоских изделий с деталями насыщения. Поставленная цель достигается тем, что в кантователе, преимущественно длинномерных изделий, содержащем смонтированный на стойках основания поворотный рычаг с опорой для изделия и зажимом, привод поворота рычага и установлэнную на. основании регулируемую опорную площадку для консольного конца изделия, опорная площадка шарнирно установлена на основании и снабжена тягой, соединенной с поворотным рычагом, зажим выполнен в виде поворотной П-образной рамки, шарнирно установленной на поворотном рычаге, а рычаг фиксатором положения рамки относительно рычага. Опорная площсщка выполнена в виде регулируемых опорных стоек для изделия и планки для соединения стоек. На Фиг.1 изображен предлагаемый кантователь; на фиг.2 - то же, вид сверху; на фиг.3 - разрез Л-Л на фиг.2 (без опорных стоек); на фиг.4 узел I на фиг.1; на фиг.5 - узел П на фиг.1; на фиг.б - разрез А-А на фиг.2 {с опорными стойками); на фиг.7 - разрезБ-Б нафиг.6; на фиг.8 - вид В на фиг.б. Кантователь предназначен для поворота длир1номерных изделий в положении сварки. Кантователь содержит смонтированные на основании 1 стойки 2 с осью 3. На оси 3 установлен поворотный рычаг 4 с проушинами 5. Поворотный рычаг 4 выполнен в виде рамы с продольными 6 и 7 и поперечными 8 балками. Балка б является опорой для изделия, а балка 7 торцовым упором для изделия при его укладке на раму. Поворотный рычаг 4 оснащен зажимом для изделия, выполненным в виде поворотной П-образной рамки 9 с продольной балкой 10 и двумя поперечными балками 11. На продольной балке 10 смонтированы проуишны 12. На поворотном рычаге 4 установлен фиксатор 13 положения .рамки 9 относительно рычага , выполненный в виде силового цилиндра 14с клиновым штоком 15. Привод поворота рычага 4 выполнен в виде силового цилиндра 16, корпус которого шарнирно соединен с проушиной 17 основания 1, а шток соединен посредством рычага 18 с осью 3. Привод поворота рамки 9 зажима выполнен в виде смонтированного на рычаге 4 силового цилиндра 19 с рейкой 20 на штоке и шестерни 21, установленной на оси 22 поворота рамки 9. На основании 1 посредством оси 23 установлены опорные площадки 24, снабженные тягой 25, соединенной с проушинами 5 рычага 4. При кантовании плоских изделий с деталями насыщения опорная площадка выполнена в виде опорных стоек 26 для изделия и планки 27 для соединения стоек,, причем планки 27 соединены со стойками посредством рычагов 28, установленных на осях 23 поворота опорной площадки. Опорные стойки 26 выполнены регулируемыми, например, телескопически-. ми со стопорным винтом 29. на основании выполнены пазы 30 для опорных стоек 26. Кантователь работает следующим образом. Перед началом работы поворотный рычаг 4 устанавливается горизонтально, рамка 9 зажима - в положение раз
жима изделия, площадка 24 или стойки 26 - вертикально.
С помощью подъемно-транспортного средства не показано) изделие укладывается на рычаг 4 (на балку 6 до упора в балку 7) и опорную площадку 24 или стойки 26. Включается силовой цилиндр 19 и рамка 9 зажима посредством рейки 20 и шестерни 21, поворачиваясь на осях-22, укладывается на изделие,.зажимая последнее между балкой 6 и балкой 10 рамки 9. При этом проушины 12 располагаются против клинового штока 15. Включается силовой цилиндр 14 фиксатора 13 и .клиновой шток 15, входя в отверстия проушин 12, фиксируют изделие на рычаге. Затем включается силовой цилиндр 16 и рычаг вместе с закрепленн{«и на нем изделием поворачивается на осях 3 в рабочее положение (вертикальное ). Одновременно с поворотом рычага 4 площадка 24 или стойки 26 посредством тяги 25 поворачива ются в горизонтальное положение на осях 23. При этом площадка 24 становится настилом, с которого осуществляется обработка нижней поверхности изделия, и СТОЙКИ 26 утапливаются в пазах 30, образуя также настил, что обеспечивает доступ к изделию со всех сторон.
в зависимости от конфигурации нижней опорной поверхности изделия выполняется -регулировка длины стоек 2G путем перемещения частей и фиксаи1(и их положения винтами 29 (.Лиг.2, 7 .
После окончания обработки включают силовой цилиндр 16 на опускание рычага 4 с изделием, при этом площадка 24 или стойки 26 возвращаются в исходное вертикальное положение.
0 JПocлe вывода клинового штока 15 рамка 9 зажима открывается и изделие -освобождается.
Работа кантователя возможна в автоматическом режиме, что позволяет
5 использовать его в поточных линиях ,или оборудовании с числовым програм.мным управлением.
Установка опорных площадок для консольного конца изделия на основании кантователя шарнирно, соединение их с поворотным рычагом и выполнение зажима для изделия в виде поворотной рамки, установленной на рычаге, обеспечивает свободный доступ рабочего к изделию при его обработ5ке с любой стороны, позволяет без дополнительных вспомогательных операций обработать изделие со всех сторон, т.е. повышает производительность кантователя по сравнению с ба0зовым объектом, в качестве которого принят прототип.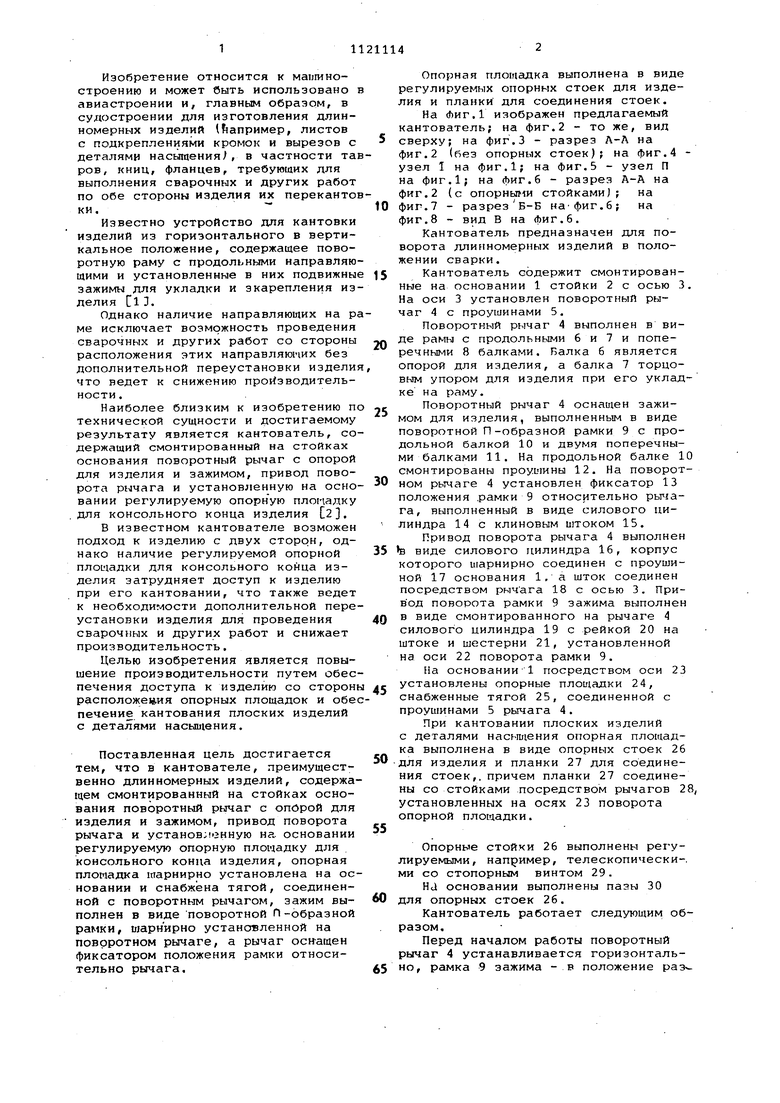
| название | год | авторы | номер документа |
|---|---|---|---|
| КАНТОВАТЕЛЬ | 1998 |
|
RU2129087C1 |
| Кантователь для сварки балок | 1980 |
|
SU927473A1 |
| Кантователь | 1984 |
|
SU1331623A1 |
| Кантователь | 1982 |
|
SU1133066A1 |
| Кантователь стопы цилиндрических изделий с центральным отверстием | 1972 |
|
SU473655A1 |
| Кантователь | 1978 |
|
SU774883A1 |
| Кантователь | 1979 |
|
SU829380A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Кантователь | 1977 |
|
SU742090A1 |
| ВСЕСОЮЗНАЯ IпдтЕнлш^^-;:г.'-!.!' гг/:-^ | 1971 |
|
SU295647A1 |
Изделие
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КАНТОВАТЕЛЬ | 0 |
|
SU239397A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Механическое сварочное оборудование | |||
| М | |||
| , HMHiMAM, 1974, фиг.61а (прототип) | |||
| . | |||
