Изобретение относится к области упрочнения поверхностей деталей, пре имущественно к обработке галтелей шеек коленчатых валов ДВС обкатным инструментом. Известны способы и устройства для упрочнения галтелей коленчатых валов обкатным инструментом 1, например, упрочнение по схеме с тремя парами накатных профильных роликов, при котором галтели шеек коленчатых валов накатывают последовательно, с усилием деформирования, установленны для данного типа вала в зависимости от требуемой глубины наклепа. Биения шеек вала при этом остаются вьаше допустимых, которые устраняются последующей правкой до допустиилх пределов известным способом правки коленчатых валов ДВС по схеме обработки с тремя парами про фильных роликов, при котором на вал одновременно передают радиальное и осевое усилие, прикладываемое к галтелям и торцам шеек вала. В результате этого имеет место перенагружение вала. Целью изобретения является повышение производительности обработки. Цель достигается тем, что по пред лагаемому способу обработку вала производят приложением постоянных усилий накатывания к каждой шейке вала, определяют наибольшие величины биений в них, а затем прикладывают дополнительные усилия к тем же шейкам вала, на которых определены наибольшие величины биений, причемвеличины дополнительных усилий выбираю по максимальному значению составляющих нгшбояьшего значения вектора биения от геометрического сложения величин биения всех шеек вала. На фиг. 1-5, приведен порядок определения максимального значения составляющих наиболыиего значения вектора биения от геометрических величин биения на шатунных шейках коленчатого вала. Обработку многоопорных коленчатых валов по предлагаемому способу производят сначала на коленчатом вале), закрепленном на токарном станке, (фиг.1) с номерами шеек 1, 2, 3, 4, 5, 6, которые лежат попарно в плоскостях: № 1 и 6 - в горизонтальной плоскости X, 2 и 5 - в вертикальной плоскости Y, 3 и 4 - в вертикальной плоскости Y (колена направлены вниз). Замеряют индикатором величины биений в мм каждой шейки, обознача - их соответственно номером шейки и направлением по расположению колен в плоскостях, например, л.Х 0,5 ммЛХ 0,5мм U.Y2 1,5 ммЛ.У5 2,0 мм л 1,0 мм ДУд 1,0мм и выделяют наибольшую величину биен (например, на шейке 5 - это ДУу 2 мм) . Затем величины найденных биений в масштабе откладывают на диаграмме направлений (фиг.2) и производят ге метрическое сложение величин биений определяя преобладающие величины би ний и номера шеек, где они действую тогда . + Р,5 + 0, ЛУ (uYj, + ) - (u.Yo + uY4) (1,5+2,0) - (1,0+1,0) + 1,5 (знак плюс указывает, что биения де ствуют по оси Y вверх и по оси X биения направлены вправо, на шейках № 1,6,2,5). Складывая величины ЛХ и uY, опр деляем величину их равнодействующей R (фиг.3),,где R 1,78. После этого откладываем в масшт бе величину и направление наибольше го биения 2 мм и равнодействующую R 1,78 и определяем результирующую биения RO 3,4 мм (фиг.4), которую так же раскладываем по направлениям X и Y, в котор преобладают действия биений , Уд и Yg , где составляющие Rp - будут равны X 1 мм; Y 3,2 мм (фиг.5) i Определяя разности между X и лХ X и ЬХ, Y и tCf, Y и лУу, получим X -ЛХ 1-0,5 0,5 мм X -ДХб 1-0,5 0,5 мм Y - ЛУ, 3,2-1,5 1,7 мм ,Y - bYj 3,2-2,0 1,2 мм Найденные значения разностей яв ляются величинами, определяющими д полнительные усилия к шейкам 1 и б в горизонтальной плоскости X , (колена вала направлены вправо) и № 2 и 5 - в вертикальной плоскост Y (колена.вала направлены вверх, фиг; 1 и 2) i Принимая на каждые0,1 мм разности табличное значение, усилия 23 кг, имеем для дополнительного нагружения шеек вала 1, б, 2, 5 следующие значения усилий на шейку 1 25-5 125 кг; на шейку 6 25-5 125 кг; на шейку № 2 25-17 425 кг; на шейку 5 25-12 300 кг. Тогда общее усилие на каждую шейку вала при постоянном усилии накатывания Р 2000 кг будет на шейке 1 2000 + 125 2125 кг; на шейке 2 2000 + 425 2425 кг; на шейке 3 усилие накатывания Р 2000 кг; на шейке 4 усилие накатывания Р 2000 кг; на шейке 5 2000 + 300 2300 кг. на шейке 6 2000 + 125 2125 кг. После определения дополнительных усилий накатное устройство, имеющее три пары профильных РО.ДИКОВ, подводят к определенной шейке и устан,авливают в рабочее положение. Производят обработку галтелей вала с усилиями, определенными для каждой шейки. Контроль всех шеек после обработки . Предлагаемой способ, наряду с сокращением времени на обработку, обеспечивает устранение перенагружения деформирующими усилиями шеек вала, что ,искл10чает повторные правки, так как величины, прилагаеьшх усилий определены с учетом влияния их на 5лизлежа.цие шейки вала. Формула изобретения Способ обработки коленчатых валов обкатным инструментом, согласно которому прикладывают деформирующее усилие к галтелям вала, о т л ичающийс: тем, что, с целью повышения производительности, к каждой шейке вала прикладывают постоянные усилия и определяют наибольшие величины биений в них, а затем прикладывают дополнительные УСИЛИЯ к тем шейка вала, в которых наибольшие биения, причем величины дополнительных усилий выбирают по максимальному значению составляющих наибольшего значения вектора биения от геометрического сложения биений всех шеек вала. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 179785, кл. В 24 В 39/00, 196.4.
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки коленчатых валов | 1985 |
|
SU1289897A1 |
| Способ правки и упрочнения коленчатых валов | 1988 |
|
SU1606221A1 |
| Способ правки коленчатых валов и устройство для его осуществления | 1990 |
|
SU1838017A3 |
| СПОСОБ ПРАВКИ КОЛЕНЧАТЫХ ВАЛОВ | 1989 |
|
RU2007476C1 |
| Способ упрочнения галтелей коленчатых валов поверхностным пластическим деформированием | 1990 |
|
SU1761450A1 |
| УСТРОЙСТВО для ЧИСТОВОЙ и УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ГАЛТЕЛЕЙ КОРЕННЫХ И ШАТУННЫХ ШЕЕК КОЛЕНЧАТЫХВАЛОВ | 1971 |
|
SU309799A1 |
| Способ правки коленчатых валов | 1987 |
|
SU1444369A1 |
| Способ восстановления коленчатых валов наплавкой | 1987 |
|
SU1456294A1 |
| СПОСОБ НАКАТЫВАНИЯ ГАЛТЕЛЕЙ ШЕЕК ВАЛОВ | 1969 |
|
SU240492A1 |
| СПОСОБ ПОВЫШЕНИЯ УСТАЛОСТНОЙ ПРОЧНОСТИ СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2004 |
|
RU2277596C1 |
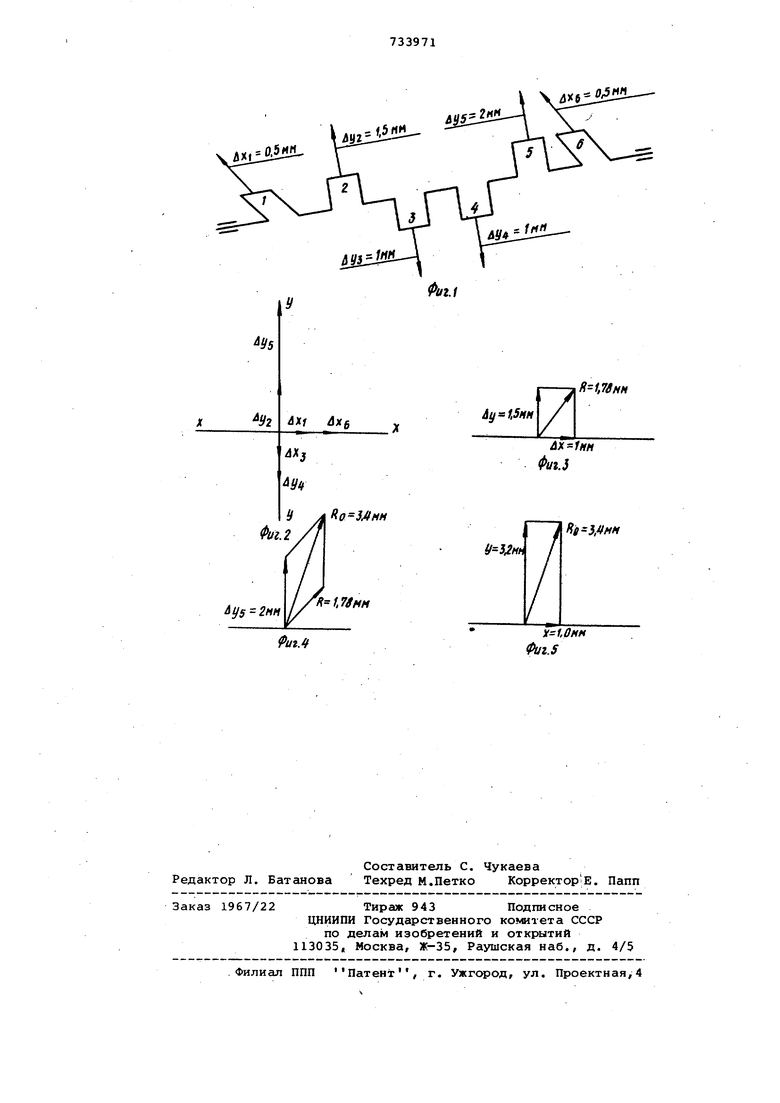
Фиг.2
,7tHH
Ays 2HH
ФигЛ
,7SNN
&д-1,5цк
AX fHH
Фиг.}
,HH
,OHH Фиг.З
