4i «U 4i
Изобретение относится к машиностроению и может быть использовано при ремонте коленчатых валов с закаленными галтелями двигателей внутрен- него сгорания.
Цель изобретения - повьшение усталостной прочности коленчатых валов с закаленными галтелями.
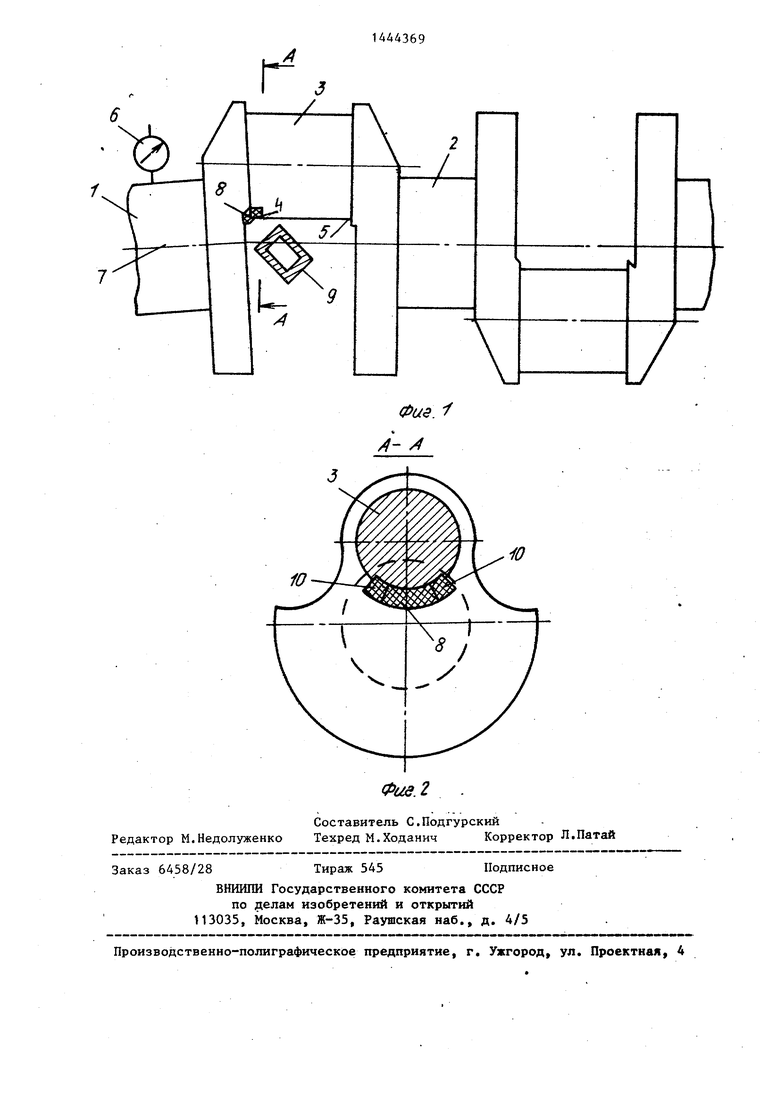
На фиг. 1 дана схема, иллюстрирующая предлагаемый способ; на фиг. 2 - разрез А-А на фиг. 1.
Схема содержит коренные шейки 1 и 2, шатунную шейку 3, в плоскости которой максимальное биение; галте- ли 4, 5 шатунной шейки, индикатор 6 часового типа; ось 7 вала; зону 8, нагрева; петлевой индуктор 9; расширение 10 зоны нагрева.
Погнутый вал устанавливается на призмы крайними коренными шейками и индикатором определяется величина и направление прогиба (биения). Макси- цдмьное биение 1,8 мм имеет четвертая коренная шейка 1 в плоскости четвер- той шатуннбй шейки 3. Петлевым индуктором 9 от закалочной установки ,МГЗ-102, частотой 2500. Гц и мощностью 102 кВт нагревается галтель 4 шатунной шейки 3. Ведется нагрев поясков 8 шириной 4-5 мм по дуге длиной 30 мм- со стороны коренных шеек. Температур нагрева контролируется оптическим пирометром. При одностороннем нагреве прогиб уменьшается, вал выгибается до 0,5 мм, затем расширяется зона нагрева 10 до 50 мм. Вал изгибается на 0,9 мм в обратную сторону и производится закалка (охлаждение водяным душем).
При закалке галтели с самеотпуском происходит перегиб вала в противоположную сторону на величину, обеспечивающую компенсацию биения (возврата) от самоотпуска.
Если большие биения 2 мм и более, правку осуществляют с нагревом двух галтелей 4 и 5 шатунной шейки 3, в плоскости которой биение максимально.
Для сравнения производили правку по известньм способам.
Результаты испытаний приведены в таблице.
Правка по предлагаемому способу повышает усталостную прочность коленчатых валов в сравнении с известными способами на 30 - 40%,
Формула изобретения
Способ правки коленчатых валов преимущественно с закаленными галтелями, включающий местный нагрев, отличающийся тем, что, с целью повышения усталостной прочности валов, со стороны коренной шейки, имеющий максимальный прогиб, осуществляют нагрев галтели смежной шатунной шейки до температуры закалки с последующим охлаждением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ КОЛЕНЧАТЫХ ВАЛОВ | 1989 |
|
RU2007476C1 |
| Способ упрочнения коленчатых валов | 1985 |
|
SU1258853A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ КОЛЕНЧАТОГО ВАЛА С ПРИМЕНЕНИЕМ ЗАКАЛКИ ТВЧ | 2005 |
|
RU2296169C1 |
| Способ восстановления коленчатых валов наплавкой | 1987 |
|
SU1456294A1 |
| Способ правки коленчатых валов | 1985 |
|
SU1289897A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КРУПНОГАБАРИТНОГО АЗОТИРОВАННОГО КОЛЕНЧАТОГО ВАЛА, ПОЛУЧИВШЕГО ПРИ ЭКСПЛУАТАЦИИ ЗАДИР ШЕЕК, ИМЕЮЩИХ ПОЛОСТЬ, С ПРИМЕНЕНИЕМ ТВЧ | 2010 |
|
RU2455141C2 |
| Способ правки коленчатых валов | 1985 |
|
SU1286312A1 |
| Способ термической обработки коленчатых валов | 1981 |
|
SU960280A1 |
| Способ правки коленчатых валов | 1988 |
|
SU1516170A1 |
| Способ правки коленчатых валов | 1990 |
|
SU1786141A1 |
Изобретение относится к области машиностроения и,может быть использовано при правке коленчатых валов двигателей внутреннего сгорания. Цель изобретения - повышение усталостной прочности выправленных валов с закаленными галтелями. Для этого со стороны коренной шейки, имеющей максимальный прогиб, осуществляют нагрев галтели смежной шатунной шейки до температуры закалки и закалку. Для увеличения прогиба непосредственного перед закалкой зону нагрева расширяют. Использование способа позволяет уменьшить биение коленчатых валов до О,15 мин и повысить усталостную прочность до 220 Ша (в известном спосо- бе 156 МПа). 2 ил., 1 табл.
1,80 0,15
1,6 0,27
1,7 0,46
22,0 220
15,6 156
12,0 120
Редактор М.Недолуженко
Составитель С.Подгурский
Техред М.Ходанич Корректор Л.Патай
Физ.2
| Шадричев В.А | |||
| Основы технологии автостроения и ремонт автомобилей | |||
| Л | |||
| Машиностроение, 1976 | |||
| Способ правки коленчатых валов | 1985 |
|
SU1289897A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
