Изобретение относится к производству керамических изделий и может найти применение в промышленности строительных материалов.5
Известно устройство для подачи вагонеток в зону загрузки автомата-укладчика, содержащее тележку на рельсовом пути, привод ее возвратно-поступательного перемещения, поворотную JQ платформу, установленную на тележке, механизм поворота и ориентации платформы 1J .
Известно также устройство дпя загрузки двухконсольной сушильной наго- с нетки изделиями, включающее тележку на рельсовом пути, поворотную платформу, привод возвратно-поступательного перемещения тележки, привод поворота, механизм ориентировки поворотной 2Q платформы 2.
Однако в этих устройствах не пред смотрены средства закрепления вагонетки относительно поворотной платформы. Отсутствие такого крепления 25 приводит к смещению вагонетки под действием инерционных сил, которые особенно опасны, когдг вагонетка загружена консольно, т . .е. только с одной стороны. В этом случае может
произойти опрокидывание вагонетки или резкое смещение изделий на ней.
Цель изобретения - повышение надежности работы за счет предотвращения возможности опрокидывания или смещения вагонетки относительно поворотной платформы под действием инерционных сил. Поставленная цель достигается тем, что в устройстве для подачи двухконсольной сушильной вагонетки в зону загрузки автомата-укладчика -керамических изделий, содержащем тележку с приводом возвратно-поступательного перемещения, поворотную платформу с -приводом, вагонетку, устанавливаемую на платформу, привод пово.ротной платформы снабжен копиром с пазом, выполненным по замкнутому кулачковому контуру, а на поворотной платформе смонтированы накидные крюки и коромысла, соединенные тягой и кинематически связанные с накидными крюками, при этом одно коромысло снабжено копирным роликом, взаимодействующим с пазом копира.
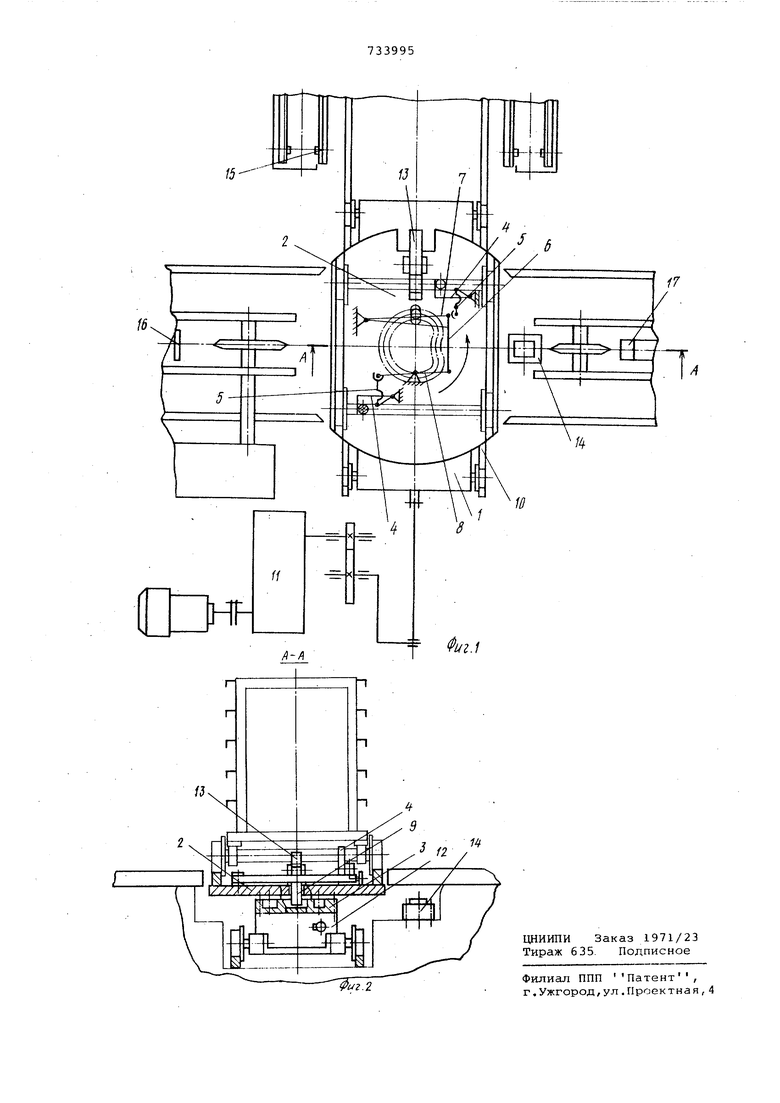
На фиг. 1 показан общий вид устройства, вид сверху, и расположение его относительно других узлов автомата-укладчика; на фиг. - разрез А-А фиг. 1.
Устройство состоит из тележки 1, поворотной платформы 2, копира 3, накидиых крюков 4, тяг 5 и 6, поворотных рычагов 7 и 8, ролика 9, закрепленного на корокысле 7 и входящего в замкнутый паз копира 3, рельсового пути 10 тележки, привода 11 перемещения тележки, привода 12 поворота платформы, фиксатора 13, электромагнита расфиксирования 14.
Устройство J3 совокупности с подъемником-накопителем 15, толкателем 16 порожних вагонеток, откатчиком 17 груженых вагонеток, расположенным соосно с толкателем 16, образует автомат-укладчик керамических изделий.
Устройство работает следующим образом. В исходном положении рельсы поворотной платформы совмещены с рельсовыми путями толкателя 16 и откатчика 17. Толкатель закатывает порожнюю вагонетку на поворотную платформу 2, при этом откинутые крюки 4 не мешают прохождению вагонетки. Фиксатор 13 устанавливает вагонетку относительно поворотной платформы. Привод 12 поворачивает платформу с установленной на ней вагонеткой. Крюки 4, тяги 5 и б, коромысла 7 и 8 и ролик 9 смонтированы на поворотной платформе и с ОДНОЙ стороны движутся совместно с ней, а с другой получают дополнительное перемещение от копира 3, установленного на тележке 1 концентрично платформе. Дополнительным движением осуществляется закрепление и раскрепление вагонетки на поворотной платформе. Происходит это таким образом, что ролик 9 постоянно находится Ъ пазу копира 3 и катится по нему при движении поворотной платформы 2. В начале поворота платформы ролик 9 контактирует с участком паза, имеющего переменный радиус, и, катаясь по этому участку, поворачивает коромлсло 1. Коромысло 7 приводит в движение тяги 3 и б, рычаг 8. Тяга 5 и рычаг 8 толкают крюки 4, поворачивают и накидывают их на оси колес вагонетки, обеспечивая закрепление ее на повоРОТН.ОЙ платформе.
На фиг. 1 платформа 2 изоб ражена в положении, повернутом на 90 от исходного положения, устрюйство подготовлено для подачи сушильной вагонетки в .зону загрузки автомата-укладчика Подача вагонетки происходит путем перемещения тележки 1 по рельсовому пути 10 с помощью привода 11. Осуществив загрузку первой консоли вагонетки, тележка 1 возвращается в заднее положение. Привод 12 разворачивает платформу на 180°, происходит загрузка второй консоли вагонетки и .затем вторичный возврат тележки 1 в заднее положение.
Платформа 2, поворачиваясь на оставшиеся 90°, возвращается в исходное положение, в конце поворота ролик 9 контактирует со вторым участком паза, имеющего переменный радиус, и вновь поворачивает коромысло 7, но уже в противоположном направлении, тяга 5 и рычаг 8 тянут крюки 4, заставляя
5 их откидываться и раскреплять вагонетку от поворотной платформы. Электромагнит 14, включаясь, освобождает вагонетку и остается включенным до . тех пор, пока откатчик 17 не уберет
0 бе с поворотной платформы.
Загрузка вагонетки заканчивается и устройство подготовлено к новому циклу.
Закрепление сушильной вагонетки .
5 предлагаег«им устройством позволяет избежать смещение изделий во время загрузки, повышая качество полуфабриката и надежность работы всего автомата-укладчика .
Формула изобретения
Устройство для подачи двухконсольной сушильной вагонетки в зону зас грузки автомата-укладчика керамических изделий, содержащее тележку с приводом возвратно-поступательного перемещения, поворотную платформу с приводом, вагонетку, устанавливаемую на платформу, отличающее с я тем, что, с целью повьлшения надежности работы устройства, привод поворотной платформы снабжен копиром с пазом, выполненным по замкнутому .кулачковому профилю, а. на поворотной
5 платформе смонтированы накидные крюки и коромысла, .соединенные тягой и кинематически связанные с накидными крюками, при этом одно коромысло снабжено копирным роликом, взаимодейQ ствуюним с пазом копира.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР. 522052, кл. В 28 В 13/00, 197Ь.
2. Авторское свидетельство СССР
337261, кл. В 28 В 13/00, 1970 (прототип)..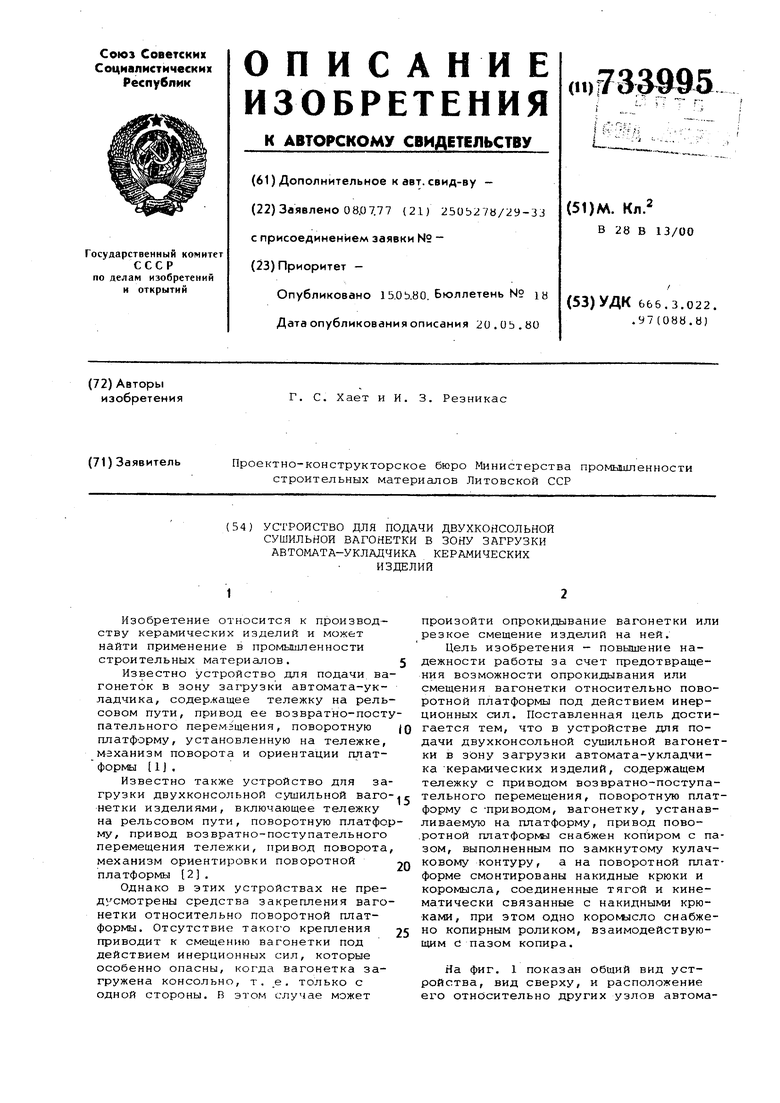
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки сушильнойдВуХКОНСОльНОй ВАгОНЕТКи издЕлияМи | 1979 |
|
SU816752A1 |
| Автоматический откатчик вагонеток | 1981 |
|
SU1004111A1 |
| Устройство для ввода двухконсольной вагонетки в зону загрузки автоматаукладчика | 1975 |
|
SU522058A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| ВСЕСОЮЗНАЯ X. А. Лапсиньш, Я. Я. Дингелис и И. В. Клявиныц. ,„_.,.гмп *^«;''!'';:''1Иа! У;'. 1 i.ri ;• ««г 1 i:Ai^!< 'itv Г1НП(Центральное конструкторско-технологическое | и пуско-наладочное бюро «Оргтехстром»5иьЛ1ЛОТЕКА | 1971 |
|
SU298479A1 |
| Установка для съема рамок с сушильной вагонетки и подачи в автомат-укладчик керамических изделий | 1982 |
|
SU1159786A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Поточная линия сушки керамических изделий | 1979 |
|
SU856817A1 |
| Поточная линия для производства керамических изделий | 1981 |
|
SU986797A1 |