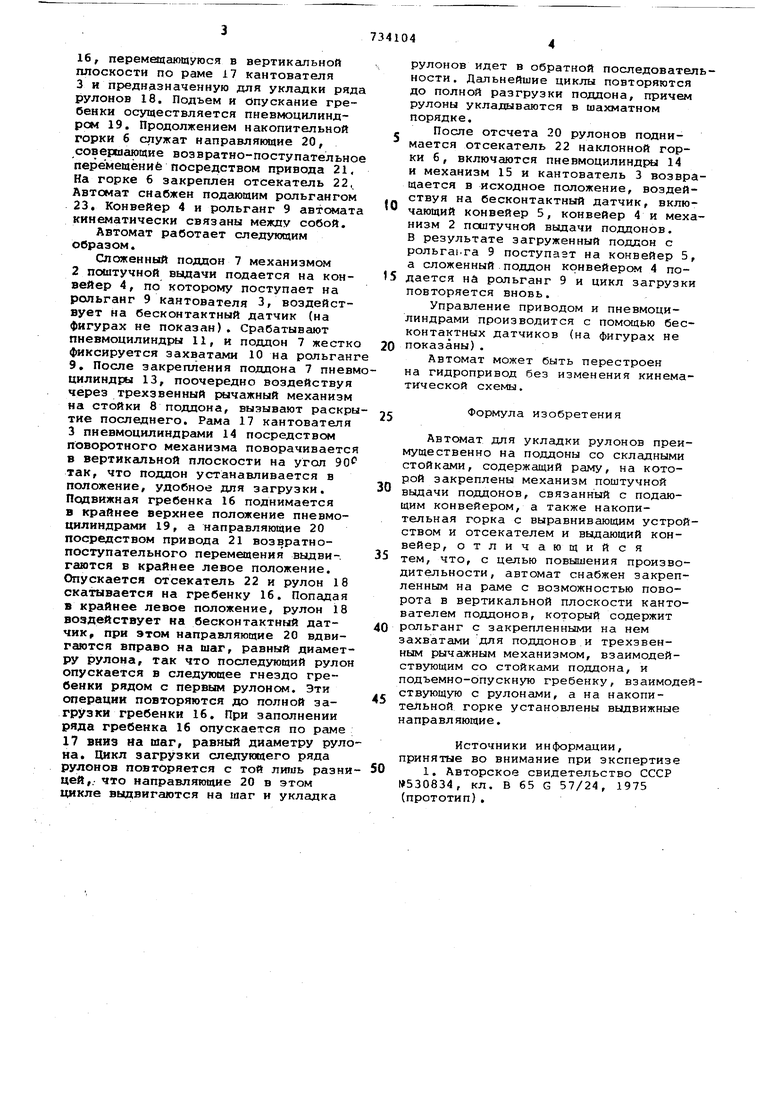
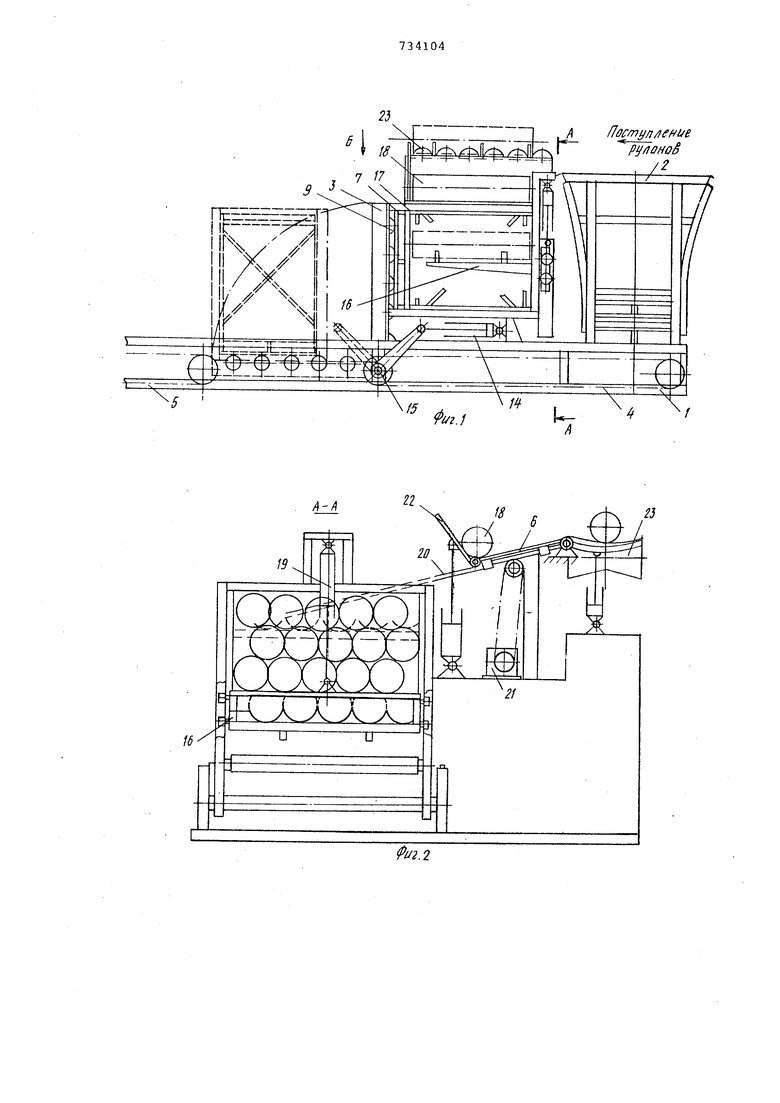
Изобретение относится к пакетоформирующим машинам и может быть использовано в различных отраслях промьшшенности при укладке рулонов преимущественно в складные поддоны. Известен автомат для укладки рулонов, преимущественно на поддоны со складными стойками, содержащий раму, на которой закреплены механизм поштучной выдачи поддонов, связанны с подающим конвейером, а также нако тельная горка с выравнивающим устрой ством и отсекателем и выдающий конвейер 1.Однако из-за отсутствия в известном автомате механизмов рас кладки поддонов, снабженных складными стойками, раскладка поддонов должна осуществляться, например, вручную, что снижает производительность устройства. Цель изобретения - повышение про изводительности устройства. Это достигается тем, что предлагаемый автомат снабжен закрепленным ;На раме с возможностью поворота в вертикальной плоскости кантователем поддонов, который содержит рольганг с закрепленными на нем захватами для поддонов и трехзвенным рычажным механизмом, взаимодействующим со стойками поддона, и подъемно-опускную гребенку,взаимодействующую с рулонами, а на накопительной горке установлены выдвижные направляющие. На фиг.1 показан автомат для укладки рулонов, вид сбоку; на фиг.2 г разрез А-А фиг.1; на фиг.З - вид Б фиг.1; на фиг.4 - то же устройст во, вид сверху. Автомат содержит раму 1, представляющую собой сварную конструкцию, на которой смонтированы механизм 2 поштучной выдачи поддонов, кантователь 3, конвейер 4 для подачи сложенных поддонов, конвейер 5 для выдачи загруженных поддонов и накопительная горка 6. Поддон 7, имеющий складные стойки 8, закрепляется на приводном рольганге 9 кантователя 3 посредством захватов 10, приводимых в действие от пневмоцилиндров 11. Роль.ганг Ч содержит также трехэвеннЫй рычажный механизм 12f предназначенный для раскрытия поддона 7 и соединенный с пневмоцилиндрами 13. Поворот кантователя 3 в вертикальной плоскости осуществляется от пневмоцилиндра 14 череЭ| поворотный механизм 15. Кантователь 3 имеет также подвижную гребенку
16, перемодаюшуюся в вертикальной плоскости по раме 17 кантователя 3 и предназначенную для укладки ряда рулонов 18. Подъем и опускание гребенки осуществляется пневмоцилиндром 19. Продолжением накопительной горки 6 служат направляющие 20, совершающие возвратно-поступательное перемещение посредством привода 21, На горке 6 закреплен отсекатель 22,. Автомат снабжен подающим рольгангом 23, Конвейер 4 и рольганг 9 автомата кинематически связаны между собой.
Автомат работает следующим образом.
Сложенный поддон 7 механизмом
2поштучной выдачи подается на конвейер 4, по которому поступает на рольганг 9 кантователя 3, воздействует на бесконтактный датчик (на фигурах не показан). Срабатывают пневмоцилиндры 11, и поддон 7 жестко фиксируется захватами 10 на рольганг 9, После закрепления поддона 7 пневмцилиндры 13, поочередно воздействуя через трехзвенный рычажный механизм на стойки 8 поддона, вызывают раскрытие последнего. Рама 17 кантователя
3пневмоцилиндрами 14 посредством поворотного механизма поворачивается в вертикальной плоскости на угол 90 так, что поддон устанавливается в положение, удобное для загрузки. Подвижная гребенка 16 поднимается
а крайнее верхнее положение пневмоцилИНДрами 19, а направляющие 20 посредством привода 21 возвратнопоступательного перемицения выдви-, гаются в крайнее левое положение. Опускается отсекатель 22 и рулон 18 скатывается на гребенку 16. Попадая в крайнее левое положение, рулон 18 воздействует на бесконтактный датчик, при этом направляющие 20 вдвигаются вправо на шаг, равный диаметру рулона, так что последующий рулон опускается в следующее гнездо гребенки рядом с первым рулоном. Эти операции повторяются до полной загрузки гребенки 16. При заполнении ряда гребенка 16 опускается по раме 17 вниз на шаг, равный диаметру рулона. Цикл загрузки следующего ряда рулонов повторяется с той лишь разницей,, что направляющие 20 в этом выдвигаются на шаг и укладка
рулонов идет в обратной последовательности. Дальнейшие циклы повторяются до полной разгрузки поддона, причем рулоны укладываются в шахматном порядке.
- После отсчета 20 рулонов поднимается отсекатель 22 наклонной горки б, включаются пневмоцилиндры 14 и механизм 15 и кантователь 3 возвращается в исходное положение, воздействуя на бесконтактный датчик, включающий конвейер 5, конвейер 4 и механизм 2 поштучной выдачи поддонов. В результате загруженный поддон с рольгаьга 9 поступазт на конвейер 5, а сложенный поддон конвейером 4 подается ни рольганг 9 и цикл загрузки повторяется вновь.
Управление приводом и пневмоцилиндрами производится с помощью бесконтактных датчиков (на фигурах не
0 показаны).
Автомат может быть перестроен на гидропривод без изменения кинематической схеМы.
Формула изобретения
Автомат для укладки рулонов преимущественно на поддоны со складными стойками, содержащий раму, на которой закреплены механизм поштучной
выдачи поддонов, связанный с подающим конвейером, а также накопительная горка с выравнивающим устройством и отсекателем и выдающий конвейер, отличающийся
5 тем, что, с целью повышения производительности, автомат снабжен закрепленным на раме с возможностью поворота в вертикальной плоскости кантователем поддонов, который содержит
0 рольганг с закрепленными на нем захватами для поддонов и трехзвенным рычажным механизмом, взаимодействующим со стойками поддона, и подъемно-dnycKHSTo гребенку, взаимодействующую с рулонамн, а на накопительной горке установлены выдвижные направляющие.
Источники информации, принятые во внимание при зкспертизе 1. Авторское свидетельство СССР №530834, кл. В 65 G 57/24, 1975 (прототип). /j Y Uocmyn/ief ue py/ioHoS
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для укладки рулонов на плоский поддон | 1972 |
|
SU530834A1 |
| Автомат для укладки рулонов на плоский поддон | 1979 |
|
SU781164A1 |
| Автомат для укладки рулонов в пакет | 1978 |
|
SU765153A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Поточная линия для очистки и изоляции наружной поверхности труб | 1968 |
|
SU897318A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Автомат для укладки цилиндрических изделий в пакет | 1979 |
|
SU887385A1 |
| Линия наклейки ковров из керамических плиток | 1985 |
|
SU1296422A1 |
| Установка для выработки стеклоблоков | 1974 |
|
SU523875A1 |
| ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ КОМПЛЕКСА ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2526572C1 |
/)-/
:K АЛЯ Л.
ТГ
w
2i
