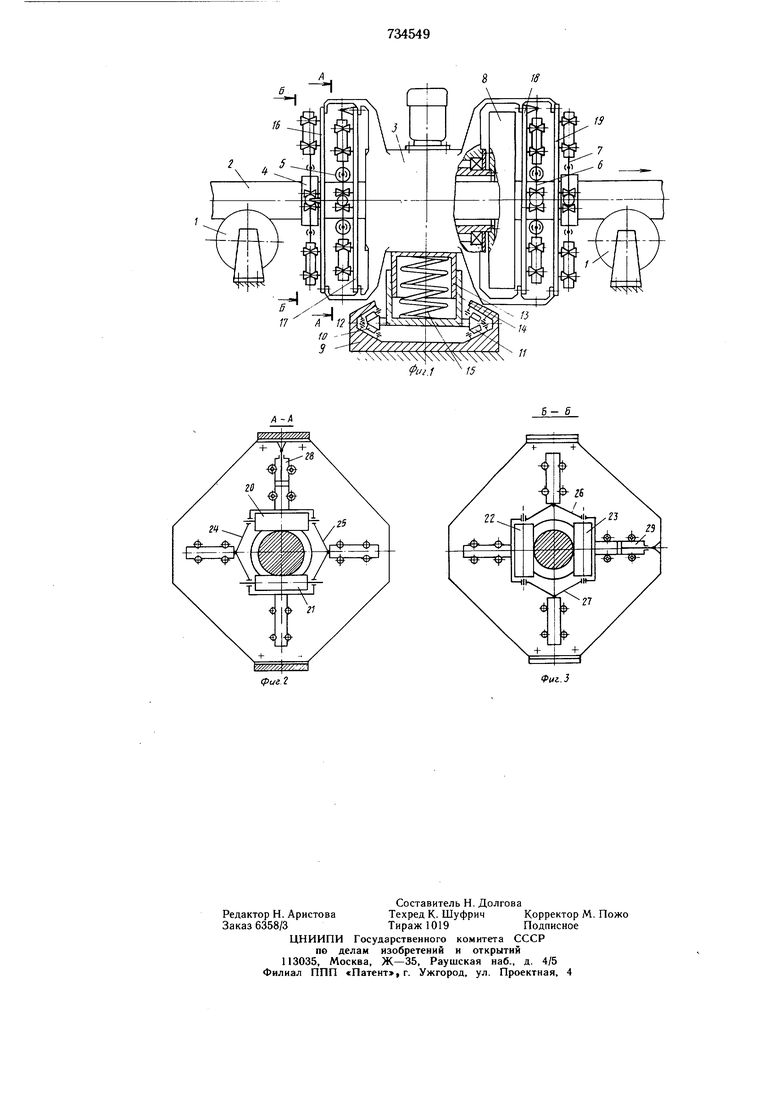
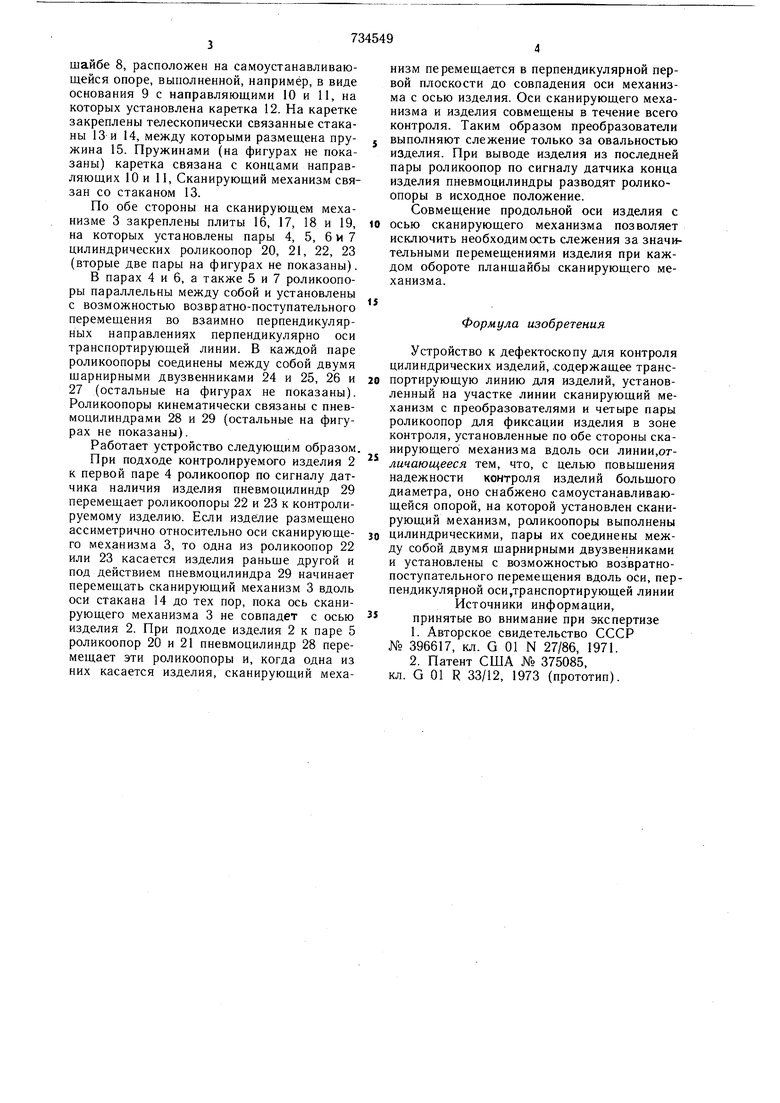
Изобретение относится к средствам неразрушающего контроля и может быть использовано в линиях отделки проката заводов черной и цветной металлургии. Известен дефектоскоп для контроля цилиндрических изделий, содержащий сканирующий механизм с преобразователями, установленными на консольных подпружиненных рычагах для слежения за контролируемой поверхностью 1 . Недостатком дефектоскопа является невозможность слежения за поверхностью в ус ловиях несоосности изделия и сканирующего механизма. Известно устройство к дефектоскопу для контроля цилиндрических изделий, содержащее транспортирующую линию для изделий, установленный на участке линии сканирующий механизм с преобразователями и 4etbipe пары роликоопор для фиксации изделия в зоне контроля, yctaнoвлeнныe по обе стороны сканирующего механизма вдоль оси линии 2. Недостатком устройства является невозможность контроля изделий больщого диаметра, при контроле которых трудно обеспечить соосность изделия и сканирующего механизма. Целью изобретения является повышение надежности контроля изделий большого диаметра. Цель достигается тем, что устройство снабжено самоустанавливающейся опорой, на которой установлен сканирующий механизм, роликоопоры выполнены цилиндрическими, пары их соединены между собой двумя шарнирными двузвенниками и установлены с возможностью возвратно-поступательного перемещения вдоль оси, перпендикулярной оси транспортирующей линии. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; Устройство к дефектоскопу для контроля цилиндрических изделий содержит транспортирующую линию 1 для изделий 2, установленный на участке линии сканирующий механизм 3 с преобразователями (на фигурах не показаны) и четыре пары 4, 5, 6 и 7 роликоопор для фиксации изделия, установленные по обе стороны сканирующего механизма 3 вдоль оси линии 1. Механизм 3, преобразователи которого установлены на планшайбе 8, расположен на самоустанавливающейся опоре, выполненной, например, в виде основания 9 с направляющими 10 и 11, на которых установлена каретка 12. На каретке закреплены телескопически связанные стаканы 13 и 14, между которыми размещена пружина 15. Пружинами (на фигурах не показаны) каретка связана с концами направляющих 10 и 11, Сканирующий механизм связан со стаканом 13.
По обе стороны на сканирующем механизме 3 закреплены плиты 16, 17, 18 и 19, на которых установлены пары 4, 5, 6и7 цилиндрических роликоопор 20, 21, 22, 23 (вторые две пары на фигурах не показаны).
В парах 4 и б, а также 5 и 7 роликоопоры параллельны между собой и установлены с возможностью возвратно-поступательного перемещения во взаимно перпендикулярных направлениях перпендикулярно оси транспортирующей линии. В каждой паре роликоопоры соединены между собой двумя щарнирными двузвенниками 24 и 25, 26 и 27 (остальные на фигурах не показаны). Роликоопоры кинематически связаны с пневмоцилиндрами 28 и 29 (остальные на фигурах не показаны).
Работает устройство следующим образом.
При подходе контролируемого изделия 2 к первой паре 4 роликоопор по сигналу датчика наличия изделия пневмоцилиндр 29 перемещает роликоопоры 22 и 23 к контролируемому изделию. Если изделие размещено ассиметрично относительно оси сканирующего механизма 3, то одна из роликоопор 22 или 23 касается изделия раньще другой и под действием пневмоцилиндра 29 начинает перемещать сканирующий механизм 3 вдоль оси стакана 14 до тех пор, пока ось сканирующего механизма 3 не совпадет с осью изделия 2. При подходе изделия 2 к паре 5 роликоопор 20 и 21 пневмоцилиндр 28 перемещает эти роликоопоры и, когда одна из них касается изделия, сканирующий механизм перемещается в перпендикулярной первой плоскости до совпадения оси механизма с осью изделия. Оси сканирующего механизма и изделия совмещены в течение всего контроля. Таким образом преобразователи
выполняют слежение только за овальностью изделия. При выводе изделия из последней пары роликоопор по сигналу датчика конца изделия пневмоцилиндры разводят роликоопоры в исходное положение.
Совмещение продольной оси изделия с
осью сканирующего механизма позволяет исключить необходимость слежения за значительными перемещениями изделия при каждом обороте планщайбы сканирующего механизма.
Формула изобретения
Устройство к дефектоскопу для контроля цилиндрических изделий, .содержащее трансо портирующую линию для изделий, установленный на участке линии сканирующий механизм с преобразователями и четыре пары роликоопор для фиксации изделия в зоне контроля, установленные по обе стороны сканирующего механизма вдоль оси линии,о7 личающееся тем, что, с целью повышения надежности контроля изделий большого диаметра, оно снабжено самоустанавливающейся опорой, на которой установлен сканирующий механизм, роликоопоры выполнены 0 цилиндрическими, пары их соединены между собой двумя шарнирными двузвенниками и установлены с возможностью возвратнопоступательного перемещения вдоль оси, перпендикулярной оси,транспортирующей линии Источники информации.
Принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 396617, кл. G 01 N 27/86, 1971.
2.Патент США № 375085,
кл. G 01 R 33/12, 1973 (прототип).
фиг г
6- g
Фиг.З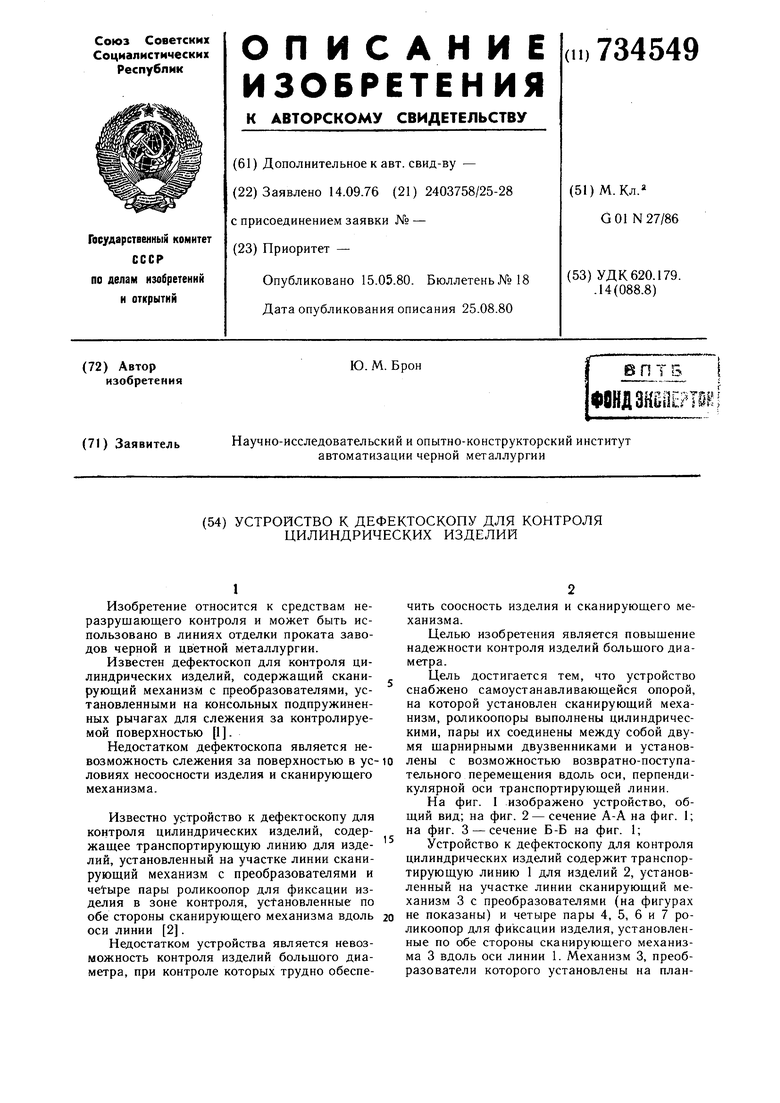
| название | год | авторы | номер документа |
|---|---|---|---|
| Следящее устройство к дефектоскопу | 1976 |
|
SU696367A1 |
| Сканирующее устройство к дефектоскопу | 1979 |
|
SU974250A1 |
| Сканирующее устройство к установке для неразрушающего контроля длинномерных изделий цилиндрической формы | 1987 |
|
SU1462186A1 |
| Сканирующее устройство к дефектоскопу для контроля протяженных изделий | 1990 |
|
SU1807382A1 |
| Сканирующее устройство дефектоскопа | 1982 |
|
SU1163239A1 |
| Сканирующее устройство | 1988 |
|
SU1702299A1 |
| Сканирующее устройство дефектоскопа | 1978 |
|
SU845076A1 |
| Автоматизированная установка для ультразвукового контроля изделий | 1989 |
|
SU1767410A1 |
| Сканирующее устройство для дефектоскопии внутренней поверхности трубы | 1978 |
|
SU748239A1 |
| Сканирующее устройство дефектоскопа | 1983 |
|
SU1089505A1 |