(54) УСТРОЙСТВО ДЛЯ ОТЛИВКИ СВИНЦОВЬДХ ДЕТАЛЕЙ АККУМУЛЯТОРА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отливки деталей свинцового аккумулятора | 1981 |
|
SU997142A1 |
| Устройство для литья под низким давлением | 1978 |
|
SU789234A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2323802C9 |
| УСТРОЙСТВО для отливки ДЕТАЛЕЙ СВИНЦОВОГО | 1973 |
|
SU383129A1 |
| Установка для литья под электромагнитным давлением | 1990 |
|
SU1724429A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Установка для литья под низким давлением | 1978 |
|
SU763038A1 |
| Машина для литья под электромагнитным давлением | 1978 |
|
SU701004A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2284243C2 |
I
Изобретение относится к эпектротекнической промышленности и может использовано в производстве свинцовых аккумуляторов,
Известно устройство для отливки свинцовых деталей аккумуляторов, содержащее литейную форму, золотниковую плит с. отверс -иями и емкость для сплава 1 .
Однако в этом устройстве литниковые отверстия расположены со стороны верхней полости литейной формы и жидкий сплав заливается в изложницу сверху, при этом возникает необходимость удаления литн«ка с помощью специального механизма. Кроме того, при отливке не обеспечивается постоянный объем изделия, что приводит к появлению брака.
Наиболее близким по технической сущ ности и достигаемым результатам к изобретению является устройство для отливки свинцовых деталей, аккумулятора, содержащее литейную . форму, подвижно сопряженную с золотниковой плитой, соединенной металлопроводом с емкостью для сплава 2 . .
Однако в этом устройстве уровень сливного отверстия в емкости для сплава расположен на одном уровне с верхней плоскостью литейной формы нижняя плоскость которой расположена выше гнезда перекрывающего клапана. При заполнении жидким сплавом литейной формы уровень сплава выравнивается в емкости для
10 сплава и в форме. По окончании заполнения жидким сплавом литейная форма отводится от золотникового отверстия, скользя своей нижней плоскостью по золотниковой плите. При этом жидкий сплав в
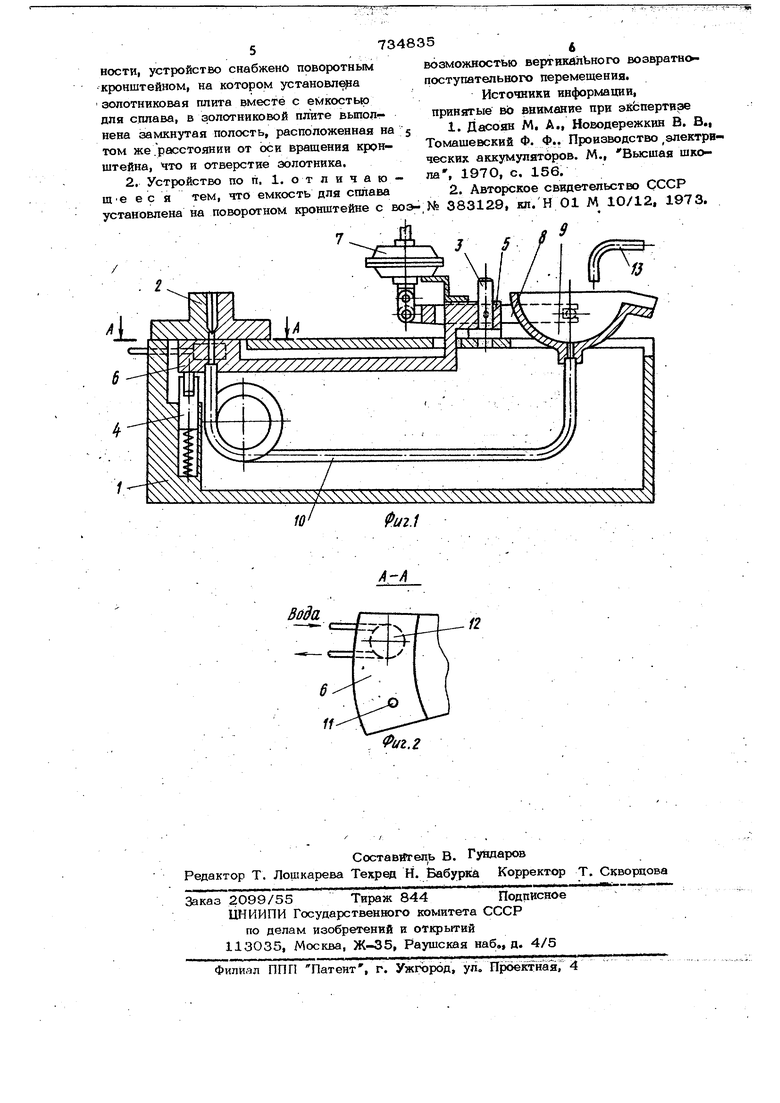
15 литейной форме до застьшания создает давление в месте перекрытия литникового отйерстйя золотниковой плитой, что обуславливает возможность вытекания сплава в зазор между контактирующими по20верхностями литейной формы и золотниковой плитой. Вытекание жидкого сплава из золотникового ОТВ.-РСТИЯ, перекрытого. нижней плоскостью литейной формы, предbf 6|йщаеа%:яклапайбй, пёрёк|эывающйм выход сплава из емкости. Надежность УппЬТнШйЙ создаваемого перекрывающим кпапйндм, невьюрка, так как кор- (хэййй изменяется геометрия уплотняющих поверхностей клапана, находящихся в жидком сплаве, В результате также проийходит вытекание Жидкого сплава из зопотникового отверстия в зазор между контактирующими поверхностями лите&ной формы и золотниковой плитой. Попа йанйё сплава в зазор между литейной формой и золотниковой плитой снижает надежность устройства и ухудшает Качест во отливаемых изделий. Цель предлагаемого изобретения упрощение технологии и повьниенйе надежности. . Для достижения цели устройство снаб жено noBopoTHbflvi кронштейном, на котором ; аНОШ1ен а золотниковая плита вместе с емкостью для сплава, в зопотниковой плите выполнена замкнутая полость, расположенная на том же расстоянии of оси в.ращения кронштейна, что и отверстие золотника, кроме того, емкость для сплава установлена на поворотном кронштейне с возможностью вертикального воэ вржтйтс -поступательного перемещения. На фиг. 1 показано предлагаемое устройство для отливки свинйовых дета- , лей, общий вид; на фиг. 2 - золотниковая плита с золртниковым отверстием и по-: лостью охлаждения. Устройство для отливки свинцовьк деталей содержит основание 1, на котоpcJM установлена литейная форма 2, стойка 3 И прижим 4. На стойке 3 щарнирно закреплен поворотный кронштейн 5 с золотниковой плитой 6, пне1р моцилиндром 7 И рычагом 8, Один конец которого сое- . динён со -штоком пневмоцилиндра 7, а на другом конце шарнирно закреплена еК1кость 9 для сплава, связанная металлопроводом 10 с золотниковым отверстием 11 золотниковой плиты 6. В золотникоЬо плите имеется также полость 12 охлажде Шй, расположенная от оси вращения поворотного, кронштейна 5 на том лкё расс1Х)янйи, что и золотниковое отверстие 11. Постоянная подача жидкого сплава в емкость 9 для с:плава осуществляется через трубу 13. Предложенное устройство работает следующим образом. При подаче жидкого сплава в литейную форму 2 поворотный кронштейн 5 занимает положение, при котором золотниковое отверстие 11 сов 7 54 Мешается с литниковым отверстием в литейной форме 2. При этом емкость 9 для сплава поднята пневмоцилиндром 7 в верхнее положение, при котором ее сливной патрубок определяет уровень зеркала жидкого сплава, который находится на уровне верхней плоскости литейной формы 2. По окончании заливки литейной формы 2 поворотный кронщтейн 5 поворачивается на стойке 3 так, чтобы полость 12 охлажденйя оказалась под литниковым отверстием литейной формы 2р одновре- MfeHHO пневмоцилиндр 7 с помощью рычага 8 опускает емкость 9 для сплава, при этом её сливной патрубок оказывается шнэскости контакта золотниковой плиты 6 с литейной формой 2i вследствие чего ниже этой плоскости оказывается такясе сплав в золотниковом отверстии 11. Подведение охлаждающей полости 12 под литниковое отверстие в литейной форме 2 обеспечивает быстрое застывание сплава, что позволяет значительно уменьшить возможность вытекания сплава И попадание его в зазор Между формой 2 и плитой 6. При опускании емкости 9 для сплава предотвращается вытекание сплава из золотникового отверстия 11. Введение охлаждающей жидкости в золотниковую плиту поаволяет ускорить процесс затвердевания сплава в литникковом отверстии литейной формы, а вертикальное перемещение емкости для сплавапозволяет при ее опускании понизить Уровень сйлава в метаплопроводе, что значительно уменьшает возможность вь текания сплава. Использование предложенного устройства позволит упростить технологиюотливаемых деталей и повысить надежность работы устройства, так как значительно уменьшается вытекание сплава и снижяеТсякйррОзия контактирующих поверхностей золотниковой плиты и литейной формы... Формула изобретения 1. Устройство для отливки свинцовых деталей аккумулятора, содержащее литейную форму, подвижно сопряженную с золотниковой плитой, соединенной металлопроводом с емкостью для сплава, о т л и ч а ю щ е е с я тем, что, с целью упрощения технологии и повьпиения надежHCKTHi устройство снабжено поворотным кронштейном, на котором установлена золотниковая плита вместе с емкостью для сплава, в золотниковой плите вьшол- вена (замкнутая полость, расположенная на том же .расстоянии от оси вращения кронштейна, что и отверстие золотника. 2. Устройство по п. 1. о т л и ч а ю Ше е с я тем, что емкость для сплава Ше ее я тем, 41U егллчл- о М .. установлена на поворотном кронштейне с в
Вода
Фиг.2 возможностью вертикального возвратнопоступательного перемещения. Источники информации, принятые во внимание при экЬпертизе 1.Дасоян М. А., Новодережкин В. Вм Томашевский Ф. Ф.. Производство .электрических аккумуляторов. М., Высшая школа, 1970, с. 156. 2.Авторское свидетельство СССР -.J-1 гчу о № 383129, кп. Н 01 М 1О/12, 1873.
