(54) ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ И ПЕНОПОЛИСТИРОЛОВЫХ МОДЕЛЕЙ
I
Изобретение относится к литейному производству, в частности к литью по выплавляемым пенополистироловым Моделям.
Пресс-форма по основному авт. св. № 580945 содержит полуформы, центральный стержень, вспомогательный стержень, установленный в направляющей втулке, механизм перемещения стержня. Вспомогательный стержень поджат пружиной с усилием, превышающим усилие нагнетаемой модельной массы. Во втулке выполнен паз, а стержень снабжен щтифтом, размещенным в этом пазу 1.
Однако в такой пресс-форме отсутствует надежный контакт между соприкасающимися взаимно пересекающимися стержнями, имеющими диаметр более чем 20 мм. Кроме того, давление нагнетаемой массы в пресс-форму требует гарантированного, надежного контакта между сопрягаемыми стержнями.
Целью изобретения является расщирение номенклатуры формуемых моделей за счет улучщения надежности контакта между соприкасающимися стержнями, повыщение качества моделей.
Это достигается тем, что в пресс-форме центральный и вспомогательный стержни и направляющ-ая втулка снабжены вентиляционными каналами, связывающими полость пресс-формы с атмосферой. При этом вентиляционные каналы полностью устраняют давление с торцовой поверхности вспомогательного стержня, подпружиненного и установленного во втулке с возможностью осевого перемещения.
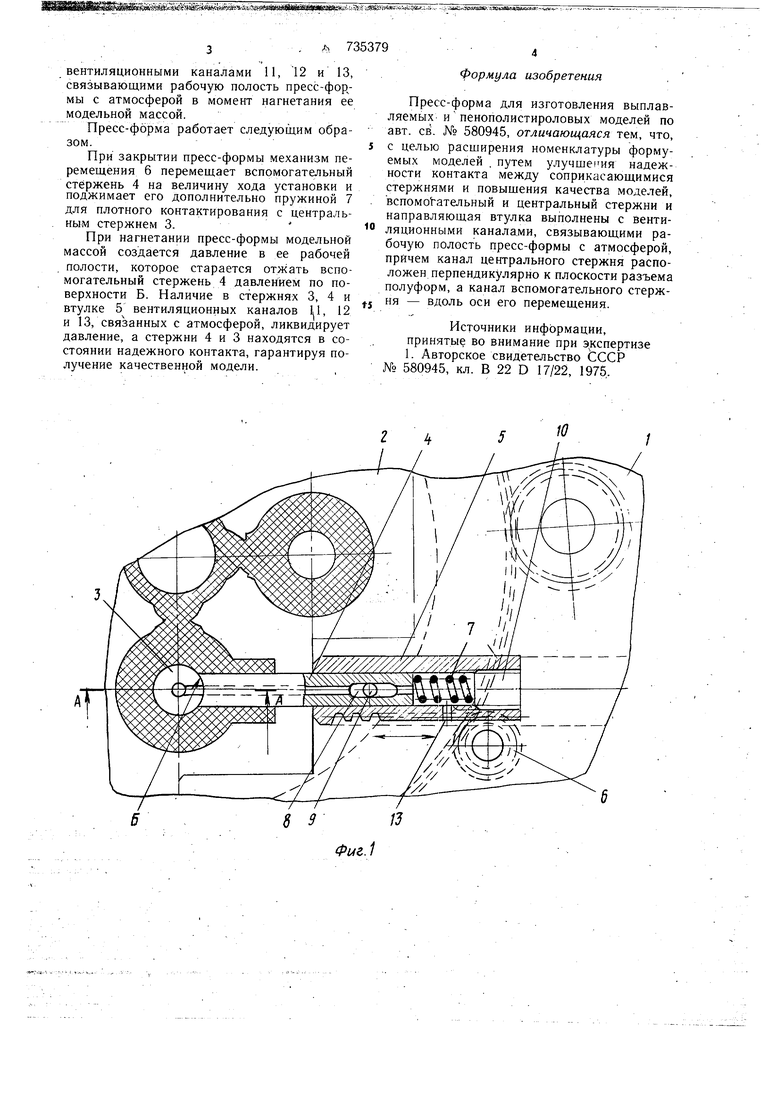
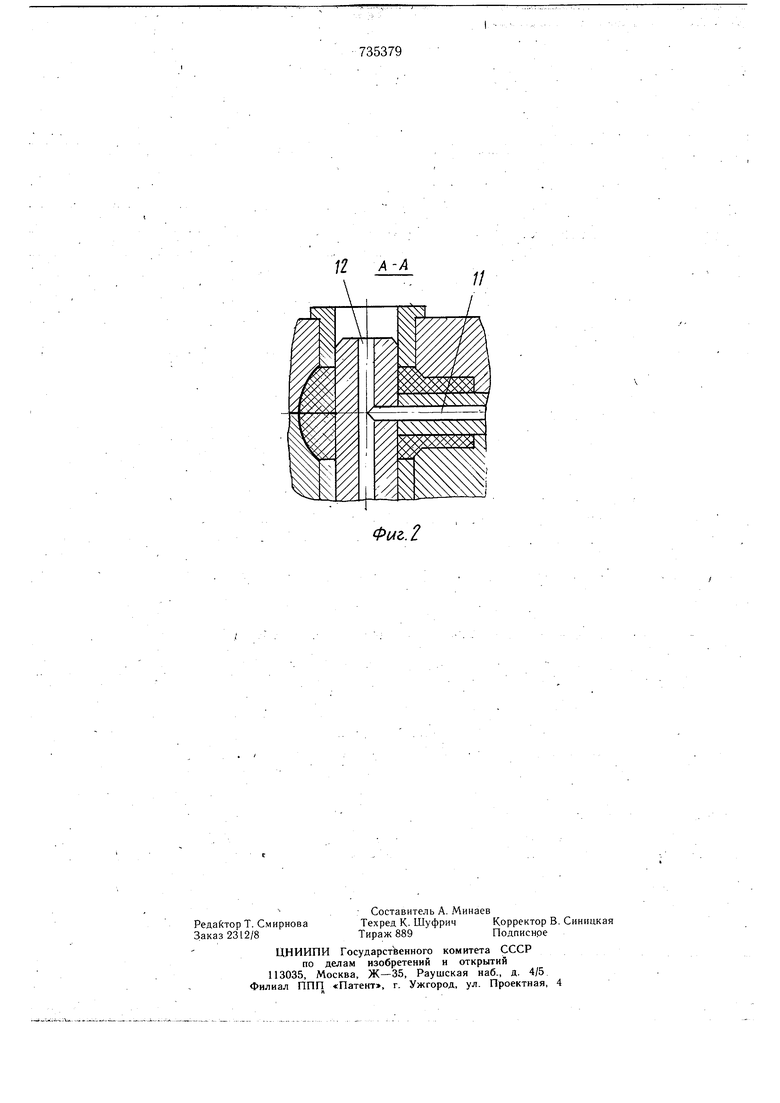
На фиг. 1 показана предлагаемая пресс10 форма, разрез; на фиг. 2 дано сечение А-А на фиг. 1.
Пресс-форма содержит подвижную 1 и неподвижную 2 полуформы, центральный стержень 3, вспомогательный стержень 4, установленный в направляющей втулке 5,
15 и механизм перемещения 6 стержня 4. Вспомогательный стержень 4 поджат пружиной 7 с усилием, превыщающим усилие нагнетаемой модельной массы. Во втулке 5 выполнен паз 8, а стержень 4 снабжен щтиф20 том 9, размещенным в пазу. Усилие пружины 7 регулируется пробкой 10. Для снятия давления с торцовой поверхности Б вспомогательного стержня 4 стержни 4 и 3, а также направляющая втулка 5 снабжены
Д 735379
вентиляционными каналами 11, 12 и 13, связывающими рабочую полость пресс-фор мы с атмосферой в момент нагнетания ее модельной массой.
Пресс-форма работает следующим образом.
При закрытии пресс-формы механизм перемещения 6 перемещает вспомогательный стержень 4 на величину хода установки и поджимает его дополнительно пружиной 7 для плотного контактирования с центральным стержнем 3.
При нагнетании пресс-формы модельной массой создается давление в ее рабочей полости, которое старается отжать вспомогательный стержень 4 давлением по поверхности Б. Наличие в стержнях 3, 4 и втулке 5 вентиляционных каналов 11, 12 и 13, связанных с атмосферой, ликвидирует давление, а стержни 4 и 3 находятся в состоянии надежного контакта, гарантируя получение качественной модели.
Формула изобретения
Пресс-форма для изготовления выплавляемых и пенополистироловых моделей по
авт. св. № 580945, отличающаяся тем, что,
с целью расщирения номенклатуры формуемых моделей . путем улучще ия надежности контакта между соприкасающимися стержнями и повыщения качества моделей, вcпoмo aтeльный и центральный стержни и направляющая втулка выполнены с вентиляционными каналами, связывающими рабочую полость пресс-формы с атмосферой, причем канал центрального стержня расположен перпендикулярно к плоскости разъема полуформ, а канал вспомогательного стержня - вдоль оси его перемещения.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 580945, кл. В 22 D 17/22, 1975,.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления вып-лАВляЕМыХ и пЕНОпОлиСТиРОлОВыХМОдЕлЕй | 1979 |
|
SU846086A2 |
| Пресс-форма для выплавляемых моделей | 1980 |
|
SU997969A1 |
| Прессформа для изготовления выплавляемых и пенополистироловых моделей | 1975 |
|
SU580945A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 1989 |
|
RU2017558C1 |
| Прессформа для изготовления выплавляемых моделей | 1974 |
|
SU561604A1 |
| Пресс-форма для изготовления выплавляемых моделей с поднутрением | 1983 |
|
SU1171184A1 |
| Пресс-форма для изготовления выплавляемых и пенополистироловых моделей | 1978 |
|
SU718222A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU810359A1 |
| Пресс-форма для выплавляемыхМОдЕлЕй | 1979 |
|
SU793693A1 |
| Пресс-форма | 1978 |
|
SU770643A1 |
12 А
,.2
