(54) ПРЕСС-ФОРМА ДЛЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU601074A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1770029A1 |
| УСТРОЙСТВО ДЛЯ ВЫТАЛКИВАНИЯ ОТЛИВОК | 1997 |
|
RU2124415C1 |
| Пресс-форма для изготовления выплавляемых моделей | 1987 |
|
SU1444054A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1759524A1 |
| Пресс-форма | 1978 |
|
SU770643A1 |
| Пресс-форма | 1972 |
|
SU438495A1 |
| Пресс-форма для литья по выплавляемым моделям | 1988 |
|
SU1662737A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU910346A1 |
1
Изобретение относится к литейному производству, в частности к автоматическим пресс-формам для одновременного изготовления нескольких звеньев моделей с боковым отводом формующих стержней, для литья по выплавляемым и пенополистироловым моделям.
Известна пресс-форма, состоящая из подвижной и неподвижной матрицы и устройства для бокового перемещения и фиксации формующего стержня, выполненного в виде подвижной матрицы, снабженной наклонным щть1рем, взаимосвязанным с ползуном-стержнем при помощи наклонного отверстия в нем. При этом ползун-стержень установлен в неподвижной матрице и снабжен фиксирующим устройством и замком для постоянного контакта между формующими стержнями, смонтированными в неподвижной матрице 1.
Недостаток пресс-формы заключается в невозможности его применения в многозвеньевой автоматической пресс-форме для определенной номенклатуры деталей.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является пресс-форма, содержащая подвижную и неподвижную матрицы, плиту с выталкивателями, контртолкатели, подвижный формующий стержень и плиту вкладыша-штыря с наклонным пазом и
5 щтифтом 2.
Недостатком известной пресс-формы является узкая номенклатура изготавливаемых выплавляемых моделей.
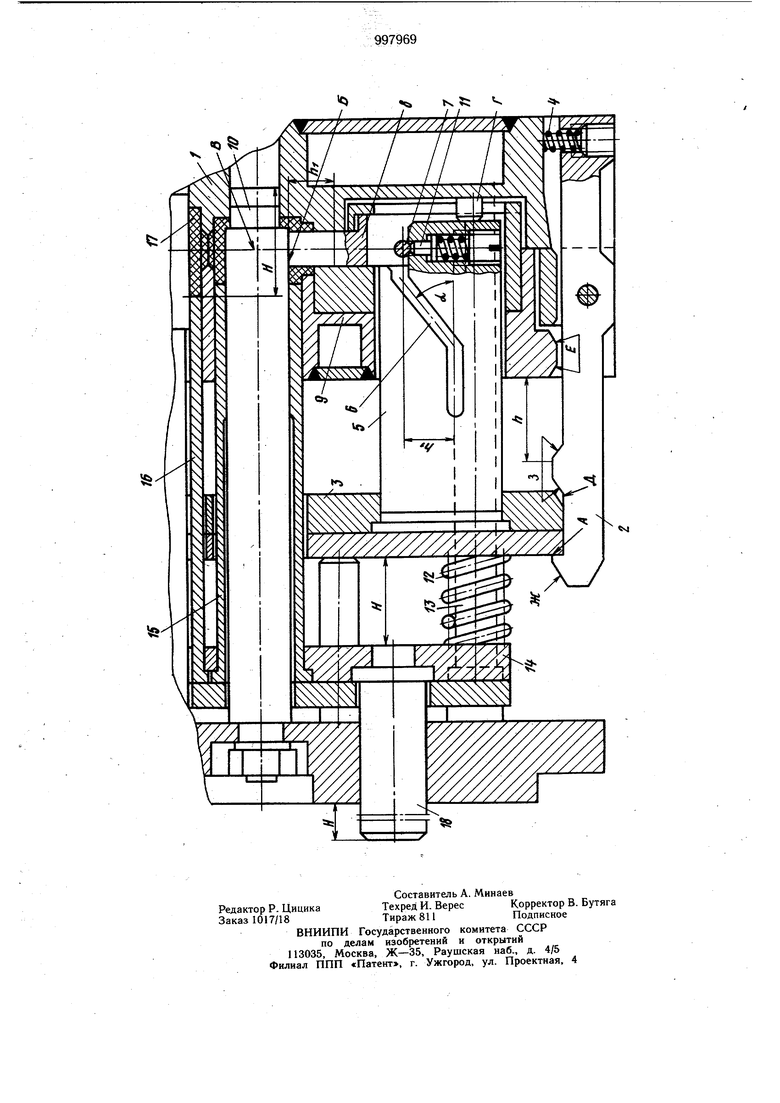
Целью изобретения является расщире10 ние номенклатуры выплавляемых моделей и изготовление многозвеньевых моделей путем бокового отвода формующего стержня. Поставленная цель достигается тем, что в пресс-форме, содержащей подвижную и неподвижную матрицы, плиту с выталки15 вателями, контртолкатели, подвижный формующий стержень и плиту вкладыщаштыря с наклонным пазом и щтифтом, неподвижная матрица снабжена щарнирно закрепленным на ней рычагом-захва20 том с отжимной пружиной и связана посредством рычага-захвата с подвижной матрицей и плитой вкладыща-щтыря, снабженного подпружиненным фиксатором и взаимодействующего с подвижным формующим стержнем. Пресс-форма снабжена предохранителем, выполненным в виде пружины, установленной на контртолкателе. На чертеже показана часть .многозвенной пресс-формы, продольный разрез. Пресс-форма включает неподвижную матрицу 1 с шарнирным рычагом-захватом 2, один конец которого посредством крюка взаимосвязан с плитой 3, а второй конец снабжен отжимным устройством 4 для надежного удерживания плиты 3 в момент ее перемещения. Причем два рычага - захвата 2 установлены по сторонам неподвижной матрицы и взаимодействуют по поверхности А с плитой 3, снабженной вкладышем - штырем 5 с наклонным пазом 6, взаимодействующим через штифт 7 с формующим стержнем 8. При этом подвижный формующий стержень 8 установлен в подвижной матрице 9, контактирует со взаимопересекающимся стержнем 10 по поверхности Б, а для надежнрсти контакта вкладыш-штырь 5 снабжен фиксирующим устройством, выполненным в виде подпружиненного фиксатора И. Устройство снабжено предохранителем в виде пружины 12, установленной на контртолкателе 13, исключаюшим поломку пресс-формы - стержней 8 в случае выхода отжимного устройства 4, рычагазахвата 2. Устройство для перемешения и фиксации формующего стержня 8 работает следующим образом. При установленной пресс-форме на автомат, включенном охлаждении соединяют матрицы 1 и 9. При этом неподвижная матрица 1 своими поверхностями В и Г устанавливает плиту 3 с вкладышем-щтырем 5 и стержнем 8, плиту 14 с выталкивателями 15 и 16 посредством контртолкателя 13, а также захват 2 при помощи скосов (Д-3) на нем посредством контртолкателя, а также отжимного устройства 4 в исходное рабочее положение. Нагнетают пресс-форму модельной массой и охлаждают. Разъединяют матрицы 1 и 9, рычаг-захват 2 при помощи его крюка вместе с отжимным устройством 4 перемещает плиту 3 на ходН, извлечение формуюшего стержня 8 из модели 17 (htj, дальнейшее перемещение матрицы 9 окончательно выводит из зацепления рычаг-захват 2 при помощи скоса 3 на нем и выемки на матрице. После чего включается привод 18, который с плитой 14 и выталкивателями 15 и 16 выталкивает из матрицы 9 подвижной модельное звено на ход Н. Циклы соединения матрицы 1 и 9 нагнетания, охлаждения и выталкивания модельного звена 17 повторяются в автоматическом режиме. Внедрение многозвенных пресс-форм с боковым отводом формующих стержней, взаимная надежная их контактность в значительной мере качественно повысят производительность выпуска звеньев моделей Формула изобретения 1. Пресс-форма для выплавляемых моделей, содержащая подвижную и неподвижную матрицы, плиту с выталкивателями, контртолкатели, подвижный формующий стержень и плиту вкладыша-штыря с наклонным пазом и штифтом, отличающаяся тем, что, с целью расширения номенклатуры выплавляемых моделей и изготовления многозвеньевых моделей путем бокового отвода формующего стержня, неподвижная матрица снабжена шарнирно закрепленным на ней рычагом-захватом с отжимной пружиной и связана посредством рычага-захвата с подвижной матрицей и плитой вкладышаштыря, снабженного подпружиненным фиксатором и взаимодействующего с подвижным формующим стержнем. 2. Пресс-форма по п. 1, отличающаяся тем, что она снабжена предохранителем, выполненным в виде пружины, установленной на контртолкателе. Источники информации, принятые во внимание при экспертизе 1.Пресс-формы для выплавляемых моделей, ГОСТ 19947-74-ГОСТ 19999-74. М., 1976, с. 78-80, 84, 85, 183. 2.Авторское свидетельство СССР № 793693, кл. В 22 С 7/02, 1979.
